TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025151923
公報種別
公開特許公報(A)
公開日
2025-10-09
出願番号
2024053557
出願日
2024-03-28
発明の名称
ガスシールドアーク溶接方法、ガスシールドアーク溶接システム、溶接金属の製造方法、および溶接ワイヤ
出願人
株式会社神戸製鋼所
代理人
弁理士法人栄光事務所
主分類
B23K
9/16 20060101AFI20251002BHJP(工作機械;他に分類されない金属加工)
要約
【課題】溶接ワイヤおよび被溶接材の組成に関わらず、優れた電着塗装性を有することができるガスシールドアーク溶接を行えるようにする。
【解決手段】正送給と逆送給とを交互に繰り返しながら、予め定めた平均ワイヤ送給速度で溶接ワイヤを送給する送給制御法を適用した、シールドガスを用いて行うガスシールドアーク溶接方法において、前記シールドガスが、シールドガスを構成する全気体に対する体積分率において少なくとも、O
2
:10~30vol%を含む。
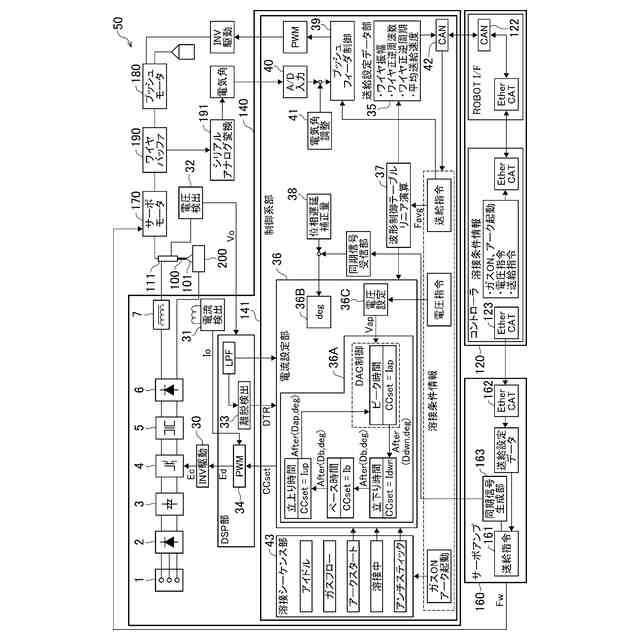
【選択図】図5
特許請求の範囲
【請求項1】
正送給と逆送給とを交互に繰り返しながら、予め定めた平均ワイヤ送給速度で溶接ワイヤを送給する送給制御法を適用した、シールドガスを用いて行うガスシールドアーク溶接方法であって、
前記シールドガスは、シールドガスを構成する全気体に対する体積分率において少なくとも、O
2
:10~30vol%を含むことを特徴とする、
ガスシールドアーク溶接方法。
続きを表示(約 1,900 文字)
【請求項2】
前記送給制御法は、
前記溶接ワイヤの先端位置に応じて、少なくとも溶接電流を制御する手段を有し、
前記溶接電流を制御する手段において、少なくとも、予め設定した平均溶接電流よりも高くなる高電流期間と前記平均溶接電流よりも低くなる低電流期間とを有することを特徴とする、
請求項1に記載のガスシールドアーク溶接方法。
【請求項3】
前記送給制御法は、正送期間と逆送期間を1周期としたワイヤ正逆周波数に応じて周期的に正送と逆送を繰り返しながら、予め定めた平均ワイヤ送給速度で前記溶接ワイヤを送給する方法であることを特徴とする、
請求項1に記載のガスシールドアーク溶接方法。
【請求項4】
前記溶接ワイヤは、全ワイヤ質量に対する質量分率において少なくとも、
Si:0.80質量%以下、
Fe:90質量%以上、
を含むことを特徴とする、
請求項1に記載のガスシールドアーク溶接方法。
【請求項5】
被溶接材は、全被溶接材質量の質量分率において少なくとも、
Fe:90質量%以上を含むことを特徴とする、
請求項4に記載のガスシールドアーク溶接方法。
【請求項6】
逆送期間から正送期間への切り替え時における溶接ワイヤの先端位置を基準としたワイヤ位置位相を0°とした場合に、前記ワイヤ位置位相が100°~200°の範囲で設定されたワイヤ位置位相において、前記高電流期間から前記低電流期間に切り替えることを特徴とする、
請求項2に記載のガスシールドアーク溶接方法。
【請求項7】
逆送期間から正送期間への切り替え時における溶接ワイヤの先端位置を基準としたワイヤ位置位相を0°とした場合に、
前記ワイヤ位置位相が280°~350°の範囲で設定されたワイヤ位置位相において、前記低電流期間から前記高電流期間に切り替えることを特徴とする、
請求項2に記載のガスシールドアーク溶接方法。
【請求項8】
正送給と逆送給とを交互に繰り返しながら、予め定めた平均ワイヤ送給速度で溶接ワイヤを送給する送給制御方法を適用した、シールドガスを用いて行うガスシールドアーク溶接システムであって、
前記溶接ワイヤと、送給制御装置とを備え、
前記シールドガスは、シールドガスを構成する全気体に対する体積分率において少なくとも、O
2
:10~30vol%を含むことを特徴とする、
ガスシールドアーク溶接システム。
【請求項9】
正送給と逆送給とを交互に繰り返しながら、予め定めた平均ワイヤ送給速度で溶接ワイヤを送給する送給制御法を適用した、シールドガスを用いて行うガスシールドアーク溶接方法による溶接金属の製造方法であって、
前記シールドガスは、シールドガスを構成する全気体に対する体積分率において少なくとも、O
2
:10~30vol%を含むことを特徴とする、
溶接金属の製造方法。
【請求項10】
正送給と逆送給とを交互に繰り返し、溶接ワイヤの先端位置に応じて、少なくとも、前記正送給の期間における溶接電流の平均を、予め定めた設定電流よりも高い電流になるように制御し、予め定めた平均ワイヤ送給速度で、前記溶接ワイヤを送給する送給制御法を適用した、シールドガスを構成する全気体の体積分率において少なくとも、O
2
:10~30vol%を含むシールドガスを用いて行うガスシールドアーク溶接方法に適用される溶接ワイヤであって、
前記溶接ワイヤは、
溶接ワイヤの全質量に対して、
C :0.30質量%以下、
Si:0.80質量%以下、
Mn:2.20質量%以下、
P :0.05質量%以下、
S :0.05質量%以下、
Ti:0.30質量%以下、
Al:0.30質量%以下、
Mg:0.30質量%以下、
Zr:0.30質量%以下、
Cu:1.00質量%以下、
Ni:1.00質量%以下、
Cr:1.00質量%以下、
Mo:1.00質量%以下、
Nb:0.10質量%以下、
V :0.10質量%以下、
B :0.0050質量%以下、
Fe:90%以上、
を含有することを特徴とする、溶接ワイヤ。
発明の詳細な説明
【技術分野】
【0001】
本発明は、正送給と逆送給とを交互に繰り返しながら、予め定めた平均ワイヤ送給速度で、溶接ワイヤを送給する送給制御方法を適用したガスシールドアーク溶接方法、ガスシールドアーク溶接システム、溶接金属の製造方法、および溶接ワイヤに関する。
続きを表示(約 2,300 文字)
【背景技術】
【0002】
自動車の足回り部品は、路面からの水分や融雪剤に含まれる塩害により腐食環境にさらされるため、腐食を防止する技術が必要とされている。一般的に、腐食環境から足回り部品を防護する方法としては、アーク溶接後に電着塗装する方法が採用されている。しかしながら、溶接後に電着塗装を実施した場合に、溶接スラグ(以下、単に「スラグ」ともいう。)の上に電着塗装膜が形成されず、塗装欠陥となり、この欠陥を起点として腐食が進行するという問題が発生する。また、電着塗装膜の膜厚を厚く形成する等の方法により、塗装欠陥の発生を抑制する方法もあるが、スラグ上に塗膜が形成された場合であっても、走行時に小石があたるなどの衝撃により、スラグとともに塗膜が剥離することがあり、剥離した部分から腐食が進行するという問題がある。このように、従来の方法により製造された部品においては、溶接スラグ上の塗装不良に起因する腐食が発生するか、又は、塗膜が形成された場合であっても、走行時のスラグ剥離により腐食が発生する虞があった。
【0003】
上記のような問題に対し、例えば、特許文献1には、溶接時に発生するスパッタが少なく、溶接後にスラグの除去等の工程が不要かつ優れた電着塗装性を有し、ビード形状が良好な溶接部を得ることができるガスシールドアーク溶接用ワイヤが提案されている。上記溶接用ワイヤは、ワイヤ全質量あたり、C:0.01質量%以上0.10質量%以下、Si:0.05質量%以上0.55質量%以下、Mn:1.60質量%以上2.40質量%以下、Ti:0.05質量%以上0.25質量%以下、Cu:0.01質量%以上0.30質量%以下、S:0.001質量%以上0.020質量%以下、N:0.0045質量%以上0.0150質量%以下、O:0.0010質量%以上0.0050質量%以下、を含有し、Al:0.10質量%以下、P:0.025質量%以下、残部がFe及び不可避的不純物であり、0.1≦[Ti]/[Si]≦3.0、である。そして、特許文献1には、上記ガスシールドアーク溶接用ワイヤを使用すると、溶接部に薄いスラグを均一に形成させることができ、溶接後にスラグの除去をすることなく、優れた電着塗装性を得ることができることが記載されている。
【0004】
また、特許文献2には、電着塗装性及び機械特性に優れた溶接部を形成することが可能であるガスシールドアーク溶接用ソリッドワイヤ、及び溶接継手の製造方法が提案されている。上記ソリッドワイヤは、ワイヤ全質量に対する質量%で、C:0.05~0.20%、Si:0.01~0.18%、Mn:1.0~3.0%、Ti:0.06~0.25%、Al:0.003~0.10%、B:0~0.0100%、P:0超~0.015%、S:0超~0.015%、及び任意元素を含み、残部が鉄および不純物からなり、Si×Mn≦0.30及び(Si+Mn/5)/(Ti+Al)≦3.0を満たし、さらにCeqが0.40~0.90%である。そして、特許文献2には、上記ガスシールドアーク溶接用ソリッドワイヤを使用すると、電着塗装性及び機械特性に優れた溶接部を形成することが可能であることが記載されている。
【0005】
このように、特許文献1及び特許文献2に記載の溶接ワイヤにおいては、いずれもSi含有量を低くすることによって、導電性が極端に低いSi、Mn系スラグの形成を抑制している。これにより、溶接ビードの上にスラグが生成されている場合であっても、優れた電着塗装膜を形成することを可能としている。
【先行技術文献】
【特許文献】
【0006】
特開2021-74777号公報
特開2021-3732号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
特許文献1及び特許文献2は、溶接ワイヤによってSi、Mn系スラグの形成を抑制しているが、被溶接材(「母材」または「ワーク」とも称する。)については考慮されていない。例えば、近年、自動車部品の高張力化が進み、被溶接材に高張力鋼板が使われることが多くなっているが、高張力鋼板は強度を向上させるため、種々の合金元素が添加されており、この合金元素の影響により、スラグ組成が変わり、電着塗装性が劣化する虞が生じる。また、溶接ワイヤにおいても、電着塗装性を確保するため、Si、Mnなどの合金組成の含有量が規制され、溶接ワイヤの合金設計について自由度が狭まることになる。すなわち、溶接ワイヤおよび被溶接材の組成に関わらず、優れた電着塗装性を確保できることが望まれている。
【0008】
本発明はかかる問題点に鑑みてなされたものであって、溶接ワイヤおよび被溶接材の組成に関わらず、優れた電着塗装性を有することができるガスシールドアーク溶接方法、ガスシールドアーク溶接システム、溶接金属の製造方法、および溶接ワイヤを提供することを目的とする。
【課題を解決するための手段】
【0009】
本発明は、下記の構成からなる。
【0010】
(1) 正送給と逆送給とを交互に繰り返しながら、予め定めた平均ワイヤ送給速度で溶接ワイヤを送給する送給制御法を適用した、シールドガスを用いて行うガスシールドアーク溶接方法であって、
前記シールドガスは、シールドガスを構成する全気体に対する体積分率において少なくとも、O
2
:10~30vol%を含むことを特徴とする、
ガスシールドアーク溶接方法。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
タップ
5か月前
個人
フライス盤
1か月前
個人
加工機
5か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
4か月前
日東精工株式会社
ねじ締め機
4日前
日東精工株式会社
ねじ締め機
1か月前
株式会社不二越
ドリル
5か月前
日東精工株式会社
ねじ締め機
1か月前
株式会社北川鉄工所
回転装置
4か月前
日東精工株式会社
ねじ締め機
4か月前
株式会社ダイヘン
溶接電源装置
2か月前
日東精工株式会社
ねじ締め装置
24日前
株式会社ダイヘン
溶接電源装置
2か月前
株式会社ダイヘン
溶接電源装置
2か月前
日東精工株式会社
ねじ締め装置
3か月前
株式会社FUJI
工作機械
10日前
株式会社FUJI
工作機械
3か月前
個人
切削油供給装置
1か月前
株式会社FUJI
工作機械
3日前
株式会社FUJI
工作機械
3か月前
株式会社アンド
半田付け方法
5か月前
株式会社アンド
半田付け方法
1か月前
キヤノン電子株式会社
加工システム
2か月前
株式会社アンド
半田付け方法
5か月前
個人
型枠製造装置のフレーム
14日前
大見工業株式会社
ドリル
2か月前
村田機械株式会社
レーザ加工機
4か月前
株式会社トヨコー
被膜除去方法
4か月前
株式会社ツガミ
工作機械
1か月前
村田機械株式会社
レーザ加工機
4か月前
株式会社不二越
ブローチ盤
24日前
株式会社ダイヘン
溶接装置
3か月前
ビアメカニクス株式会社
レーザ加工装置
4日前
ビアメカニクス株式会社
レーザ加工装置
4日前
株式会社ダイヘン
溶接装置
3か月前
有限会社 ナプラ
ソルダペースト
3か月前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ