TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025154171
公報種別
公開特許公報(A)
公開日
2025-10-10
出願番号
2024057031
出願日
2024-03-29
発明の名称
工作機械の数値制御装置及び数値制御方法
出願人
ブラザー工業株式会社
代理人
個人
主分類
B23Q
15/18 20060101AFI20251002BHJP(工作機械;他に分類されない金属加工)
要約
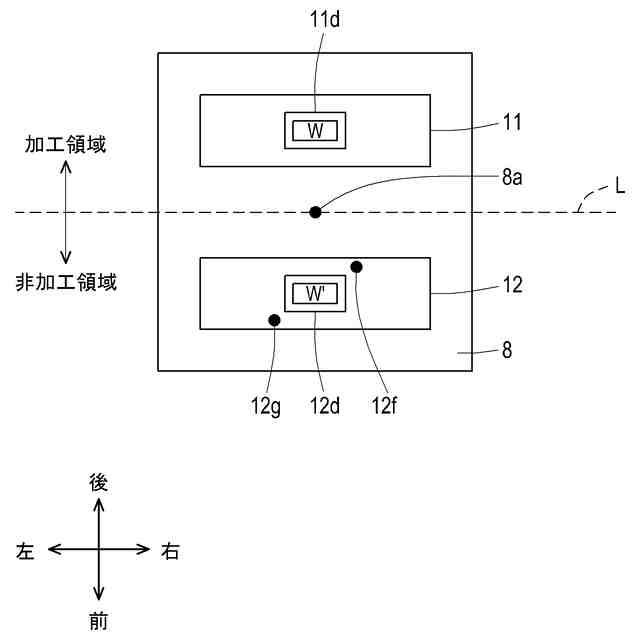
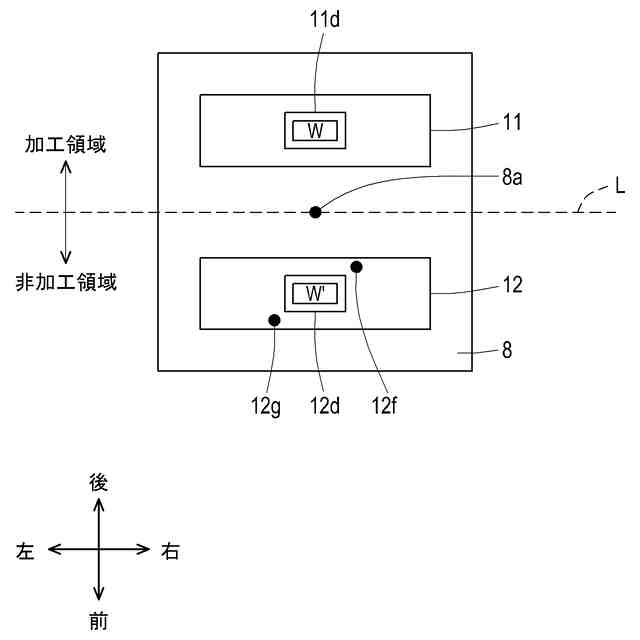
【課題】2つのワーク支持部を備えた回転テーブル式工作機械の熱変位を補正する方法を提供する。
【解決手段】工作機械は、回転テーブルと、主軸と、直線軸と、駆動部材と、を備える。回転テーブルは、ワークを支持する第1及び第2支持部を有し、前記第1支持部が加工領域に位置し、且つ前記第2支持部が非加工領域に位置する第1状態と、前記第1支持部が前記非加工領域に位置し、且つ前記第2支持部が前記加工領域に位置する第2状態との間を回転軸を中心として回転可能である。主軸は、工具の支持に用い、工具は、第1及び第2支持部が支持したワークを加工する。直線軸は、回転テーブルと主軸を相対移動させるのに用いる。駆動部材は、直線軸を駆動するのに用いる。前記数値制御装置は、第1及び第2支持部の一方に位置する測定点を測定する第1測定処理と、測定結果に基づいて駆動部材の駆動量を補正する第1補正処理と、補正結果に基づいて第1及び第2支持部の他方におけるワークを加工する加工処理と、を実行可能である。
【選択図】図5
特許請求の範囲
【請求項1】
ワークを支持する第1支持部及び第2支持部を有し、前記第1支持部が加工領域に位置し、且つ前記第2支持部が非加工領域に位置する第1状態と、前記第1支持部が前記非加工領域に位置し、且つ前記第2支持部が前記加工領域に位置する第2状態との間を回転軸を中心として回転可能な回転テーブルと、
工具を保持可能であり、前記第1支持部と前記第2支持部が支持したワークを前記工具によって加工する主軸と、
前記回転テーブルと前記主軸を相対移動させる直線軸と、
前記直線軸を駆動する駆動部材と、
を備える工作機械の数値制御装置であって、
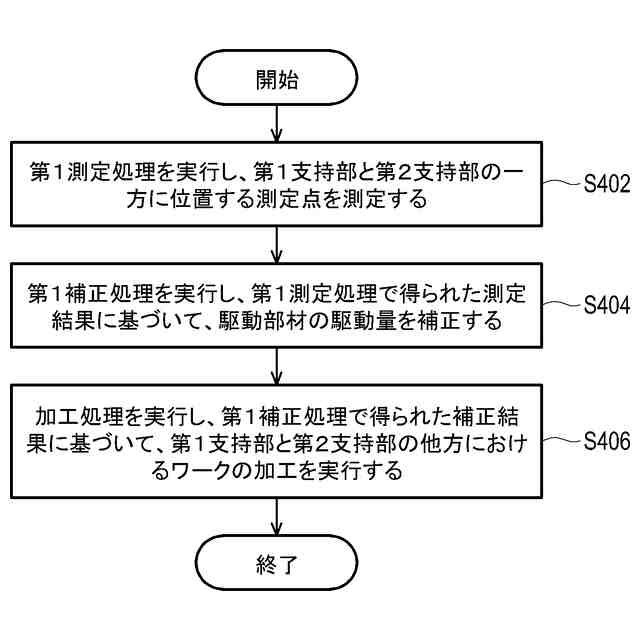
前記第1支持部及び前記第2支持部の一方に位置する測定点を測定する第1測定処理と、
前記第1測定処理で得られた測定結果に基づいて、前記駆動部材の駆動量を補正する第1補正処理と、
前記第1補正処理で得られた補正結果に基づいて、前記第1支持部及び前記第2支持部の他方におけるワークの加工を実行する加工処理と、
を実行可能なことを特徴とする数値制御装置。
続きを表示(約 1,700 文字)
【請求項2】
前記第1支持部及び前記第2支持部の他方に位置する測定点を測定する第2測定処理と、
前記第2測定処理で得られた測定結果に基づいて、前記駆動部材の駆動量を補正する第2補正処理と、
を更に実行可能であり、
前記加工処理は、前記第1補正処理及び前記第2補正処理で得られた補正結果のうち最新の補正結果に基づいて前記ワークの加工を実行することを特徴とする、請求項1に記載の数値制御装置。
【請求項3】
前記第1測定処理で得られた測定結果、及び前記第2測定処理で得られた測定結果に基づいて、次の測定時間を決定する測定時間決定処理と、
を更に実行可能であることを特徴とする、請求項2に記載の数値制御装置。
【請求項4】
前記第1測定処理又は前記第2測定処理を完了した時点からの経過時間が基準時間以上であるか否か判定する判定処理と、
前記判定処理において、前記経過時間が前記基準時間以上であると判定した場合、前記第1測定処理又は前記第2測定処理の実行指令を発信する実行指令発信処理と、
前記第1測定処理で得られた測定結果、及び前記第2測定処理で得られた測定結果に基づいて、更新時間を決定する更新時間決定処理と、
前記更新時間決定処理において決定された前記更新時間に基づいて、前記基準時間を更新する更新処理と、
を更に実行可能なことを特徴とする請求項2に記載の数値制御装置。
【請求項5】
前記更新時間決定処理において、前記経過時間に対する、前記第1測定処理及び前記第2測定処理において測定された測定点の位置と、前記第1測定処理及び前記第2測定処理において測定された測定点の位置から推定される前記第1測定処理及び前記第2測定処理における前記測定点の推定位置との差分に基づいて、前記更新時間を決定することを特徴とする、請求項4に記載の数値制御装置。
【請求項6】
前記更新時間決定処理において、前記第1測定処理及び前記第2測定処理において測定された前記測定点の位置と前記推定位置との複数の差分のうちの最大値の前記経過時間に対する値に基づいて、前記更新時間を決定することを特徴とする、請求項5に記載の数値制御装置。
【請求項7】
前記判定処理において、前記経過時間が前記基準時間未満であると判定した場合、前記第1測定処理又は前記第2測定処理の実行指令を削除する実行指令削除処理と、
を更に実行可能なことを特徴とする請求項4に記載の数値制御装置。
【請求項8】
前記第1測定処理は、前記第1支持部及び前記第2支持部の一方に位置する少なくとも2つの測定点を測定するものであり、
前記第2測定処理は、前記第1支持部及び前記第2支持部の他方に位置する少なくとも2つの測定点を測定するものであり、
前記第1補正処理及び前記第2補正処理は、前記第1測定処理及び前記第2測定処理で得られた各前記少なくとも2つの測定点の測定結果に基づいて、線形補間により前記駆動部材の駆動量を補正するものであることを特徴とする請求項2に記載の数値制御装置。
【請求項9】
前記第1測定処理及び前記第2測定処理で得られた測定結果の履歴を表示する履歴確認画面において、前記第1支持部又は前記第2支持部で測定したものかを認識可能に表示することを特徴とする、請求項2に記載の数値制御装置。
【請求項10】
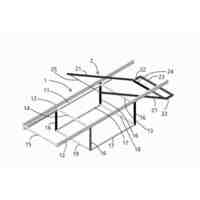
前記直線軸は、互いに直交する第1軸、第2軸、及び第3軸であり、
前記工作機械は、
ベースと、
前記主軸が前記第3軸において移動可能なように前記主軸を支持するコラムと、
前記ベースに設けられ、且つ前記コラムが前記第1軸と前記第2軸において移動可能なように前記コラムを支持する台座部と、
を更に備え、
前記回転テーブルは、前記ベースに前記回転軸を中心として回転可能に設けられることを特徴とする、請求項1に記載の数値制御装置。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、工作機械の直線軸の熱変位を補正する数値制御装置及び数値制御方法に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
従来技術では、加工用工作機械の加工精度を向上させる方法の一つとして、移動作業台を駆動するボールねじの熱変位量を算出し、移動作業台の駆動量を補正することが行われている。
【0003】
一例として、特許文献1には、基準部品(インバー合金材)を作業台や治具に設置し、タッチプローブを用いて測定し、測定された寸法誤差に基づいて熱変位を補正する方法が公開されている。しかしながら、特許文献1には、2つのワーク支持部を備えた回転テーブル式工作機械の熱変位を補正する有効な方法は公開されていない。
【先行技術文献】
【特許文献】
【0004】
特開第2006-212765号公報
【発明の概要】
【0005】
本発明は、上記課題を解決する工作機械の数値制御装置及び数値制御方法を提供し、回転テーブル式の工作機械の熱変位補正に有効な手段を提供する。
【0006】
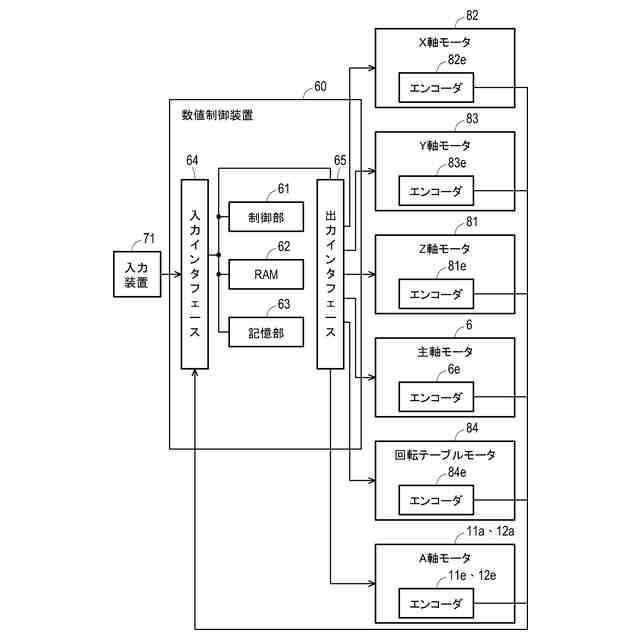
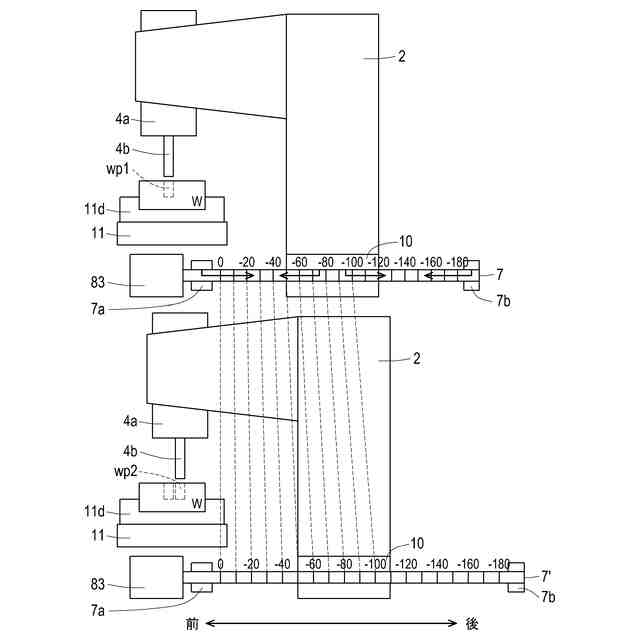
本発明の一実施形態は、回転テーブルと、主軸と、直線軸と、駆動部材と、を備える工作機械の数値制御装置を提供する。回転テーブルは、ワークを支持する第1支持部及び第2支持部を有し、第1支持部が加工領域に位置し、且つ第2支持部が非加工領域に位置する第1状態と、第1支持部が非加工領域に位置し、且つ第2支持部が加工領域に位置する第2状態との間を回転軸を中心として回転可能である。主軸は、工具の保持に用い、工具は、第1及び第2支持部が支持したワークを加工する。直線軸は、回転テーブルと主軸を相対移動させるのに用いる。駆動部材は、直線軸を駆動するのに用いる。上記数値制御装置は、第1支持部と第2支持部の一方に位置する測定点を測定する第1測定処理と、第1測定処理で得られた測定結果に基づいて、駆動部材の駆動量を補正する第1補正処理と、第1補正処理で得られた補正結果に基づいて、第1支持部と第2支持部の他方におけるワークの加工を実行する加工処理と、を実行可能である。
【0007】
本発明の一実施形態に係る数値制御装置は、第1支持部と第2支持部の他方に位置する測定点を測定する第2測定処理と、第2測定処理で得られた測定結果に基づいて、駆動部材の駆動量を補正する第2補正処理と、を更に実行可能であり、加工処理は、第1補正処理及び第2補正処理で得られた補正結果のうち最新の補正結果に基づいてワークの加工を実行する。
【0008】
本発明の一実施形態に係る数値制御装置は、第1測定処理で得られた測定結果、及び第2測定処理で得られた測定結果に基づいて、次の測定時間を決定する測定時間決定処理を更に実行可能である。
【0009】
本発明の一実施形態に係る数値制御装置は、第1測定処理又は第2測定処理を完了した時点からの経過時間が基準時間以上であるか否か判定する判定処理と、判定処理において経過時間が基準時間以上であると判定した場合に、第1測定処理又は第2測定処理の実行指令を発信する実行指令発信処理と、第1測定処理で得られた測定結果、及び第2測定処理で得られた測定結果に基づいて、更新時間を決定する更新時間決定処理と、更新時間決定処理において決定された更新時間に基づいて、基準時間を更新する更新処理と、を更に実行可能である。
【0010】
本発明の一実施形態に係る数値制御装置は、更新時間決定処理において、経過時間に対する、第1測定処理及び第2測定処理において測定された測定点の位置と、第1測定処理及び第2測定処理において測定された測定点の位置から推定される第1測定処理及び第2測定処理における測定点の推定位置との差分に基づいて、更新時間を決定する。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
ブラザー工業株式会社
静電塗工装置
3日前
ブラザー工業株式会社
接着液、画像形成システム、及び画像形成方法
3日前
ブラザー工業株式会社
制御装置、制御方法、及びコンピュータプログラム
3日前
ブラザー工業株式会社
画像形成装置、画像形成プログラム、及び画像形成方法
3日前
ブラザー工業株式会社
制御装置、工作機械、制御方法及びコンピュータプログラム
3日前
ブラザー工業株式会社
制御装置、工作機械、制御方法及びコンピュータプログラム
3日前
ブラザー工業株式会社
工作機械、工作機械の制御方法、及びコンピュータプログラム
3日前
個人
タップ
5か月前
個人
フライス盤
1か月前
個人
加工機
5か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
4か月前
株式会社不二越
ドリル
5か月前
日東精工株式会社
ねじ締め機
4か月前
日東精工株式会社
ねじ締め機
1か月前
日東精工株式会社
ねじ締め機
1か月前
日東精工株式会社
ねじ締め機
4日前
株式会社北川鉄工所
回転装置
4か月前
日東精工株式会社
ねじ締め装置
24日前
株式会社ダイヘン
溶接電源装置
2か月前
株式会社ダイヘン
溶接電源装置
2か月前
日東精工株式会社
ねじ締め装置
3か月前
株式会社ダイヘン
溶接電源装置
2か月前
株式会社FUJI
工作機械
10日前
株式会社FUJI
工作機械
3日前
個人
切削油供給装置
1か月前
株式会社FUJI
工作機械
3か月前
株式会社FUJI
工作機械
3か月前
株式会社アンド
半田付け方法
5か月前
個人
型枠製造装置のフレーム
14日前
株式会社アンド
半田付け方法
1か月前
株式会社アンド
半田付け方法
5か月前
エフ・ピー・ツール株式会社
リーマ
5か月前
キヤノン電子株式会社
加工システム
2か月前
株式会社ダイヘン
多層盛り溶接方法
5か月前
日進工具株式会社
エンドミル
5か月前
株式会社トヨコー
被膜除去方法
4か月前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ