TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025157714
公報種別
公開特許公報(A)
公開日
2025-10-16
出願番号
2024059888
出願日
2024-04-03
発明の名称
透光性部材の製造方法及び発光装置の製造方法
出願人
日亜化学工業株式会社
代理人
主分類
B24B
27/06 20060101AFI20251008BHJP(研削;研磨)
要約
【課題】透光性部材を精度よく製造する方法と、その透光性部材を用いた発光装置を提供する。
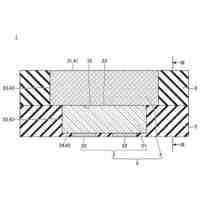
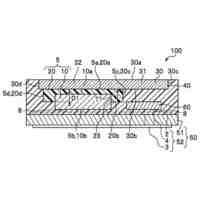
【解決手段】第1刃厚の第1ブレードを用いて前記第1面側から前記板状部材の一部を除去することで、上面視において第1方向に沿って延伸し、かつ、互いに平行な2つの第1溝を形成して、前記2つの第1溝に挟まれ第1幅を有する第1部分と、前記第1部分を挟む第2部分と、前記第1部分及び前記第2部分を連結し、前記第1部分及び前記第2部分よりも厚さが薄い第3部分と、を形成する工程と、前記第1幅よりも大きな第2刃厚の第2ブレードを用いて前記第1面側から前記第1部分の一部を除去することで前記第1部分の厚さを薄くする工程と、前記第2部分から離隔する位置において、前記第2ブレードよりも小さい第3刃厚の第3ブレードを用いて、前記第3部分と前記第1部分と、を分離する工程と、を備える透光性部材10の製造方法。
【選択図】図1
特許請求の範囲
【請求項1】
第1面と、前記第1面の反対側の第2面とを有する板状部材を準備する工程と、
第1刃厚の第1ブレードを用いて前記第1面側から前記板状部材の一部を除去することで、上面視において第1方向に沿って延伸し、かつ、互いに平行な2つの第1溝を形成して、前記2つの第1溝に挟まれ第1幅を有する第1部分と、前記第1部分を挟む第2部分と、前記第1部分及び前記第2部分を連結し、前記第1部分及び前記第2部分よりも厚さが薄い第3部分と、を形成する工程と、
前記第1幅よりも大きな第2刃厚の第2ブレードを用いて前記第1面側から前記第1部分の一部を除去することで前記第1部分の厚さを薄くする工程と、
前記第2部分から離隔する位置において、前記第2ブレードよりも小さい第3刃厚の第3ブレードを用いて、前記第3部分と前記第1部分と、を分離する工程と、
を備える透光性部材の製造方法。
続きを表示(約 340 文字)
【請求項2】
前記第1ブレードの刃厚は、は、0.1mm~0.2mmである、請求項1に記載の透光性部材の製造方法。
【請求項3】
前記第2ブレードの刃厚は、0.5mm~1.5mmである、請求項1に記載の透光性部材の製造方法。
【請求項4】
請求項1~請求項3のいずれか1つに記載の透光性部材の製造方法によって得られた透光性部材を備える発光装置の製造方法であって、
基板を準備する工程と、
前記基板上に発光素子を配置する工程と、
前記発光素子上に前記透光性部材を配置する工程と、
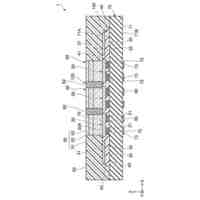
前記発光素子の側面及び前記透光性部材の側面を覆うように、前記基板上に被覆部材を配置する工程と、
を備える発光装置の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、透光性部材の製造方法及び発光装置の製造方法に関する。
続きを表示(約 2,400 文字)
【背景技術】
【0002】
発光素子上に、透光性部材が用いられた発光装置(LED)が知られている(例えば、特許文献1参照)。
【先行技術文献】
【特許文献】
【0003】
特開2019-96675号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
本開示は、透光性部材を精度よく形成する製造方法と、その透光性部材を用いた発光装置の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0005】
本開示は、以下の構成を含む。
第1面と、前記第1面の反対側の第2面とを有する板状部材を準備する工程と、
第1刃厚の第1ブレードを用いて前記第1面側から前記板状部材の一部を除去することで、上面視において第1方向に沿って延伸し、かつ、互いに平行な2つの第1溝を形成して、前記2つの第1溝に挟まれ第1幅を有する第1部分と、前記第1部分を挟む第2部分と、前記第1部分及び前記第2部分を連結し、前記第1部分及び前記第2部分よりも厚さが薄い第3部分と、を形成する工程と、
前記第1幅よりも大きな第2刃厚の第2ブレードを用いて前記第1面側から前記第1部分の一部を除去することで前記第1部分の厚さを薄くする工程と、
前記第2部分から離隔する位置において、前記第2ブレードよりも小さい第3刃厚の第3ブレードを用いて、前記第3部分と前記第1部分と、を分離する工程と、
を備える透光性部材の製造方法。
【発明の効果】
【0006】
以上により、透光性部材を精度よく製造する方法と、その透光性部材を用いた発光装置を提供することができる。
【図面の簡単な説明】
【0007】
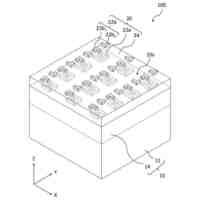
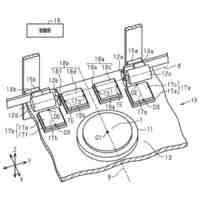
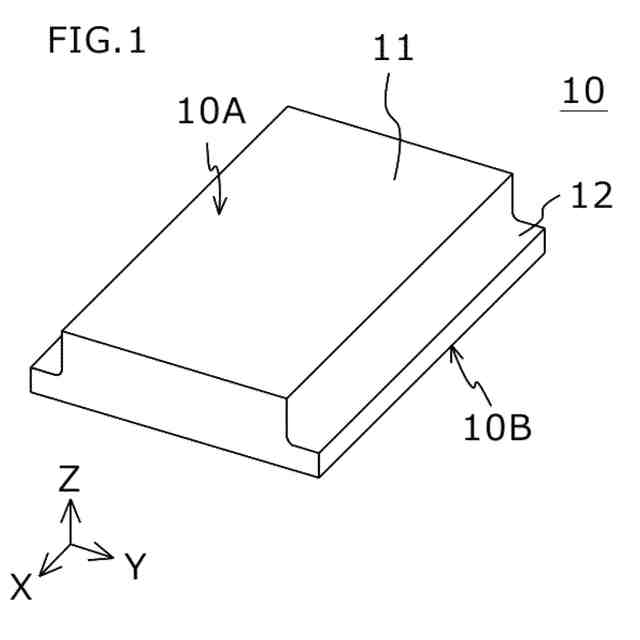
実施形態に係る透光性部材の製造方法で得られる透光性部材の一例を示す模式斜視図である。
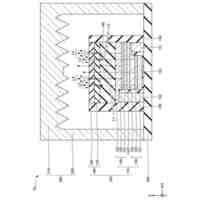
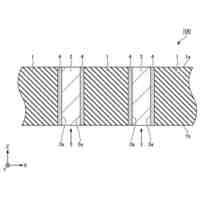
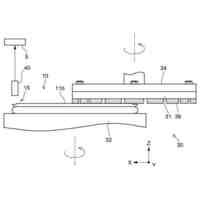
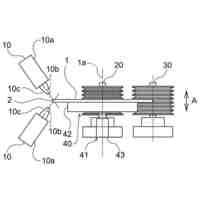
実施形態に係る透光性部材の製造方法を示す概略断面図である。
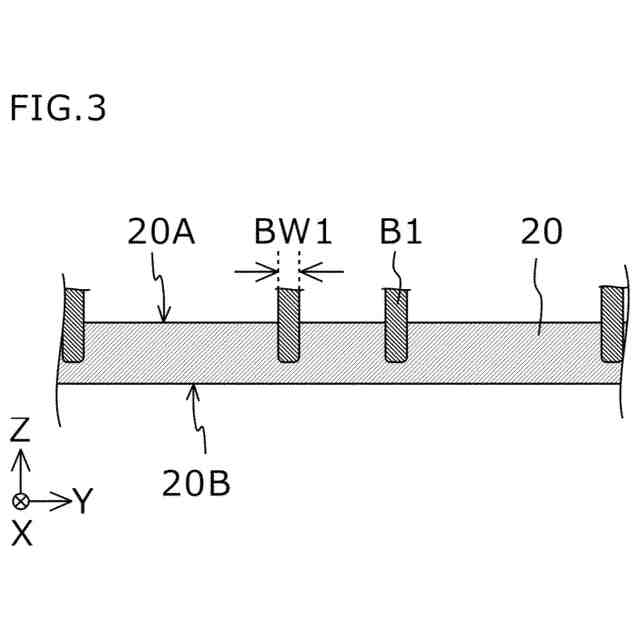
実施形態に係る透光性部材の製造方法を示す概略断面図である。
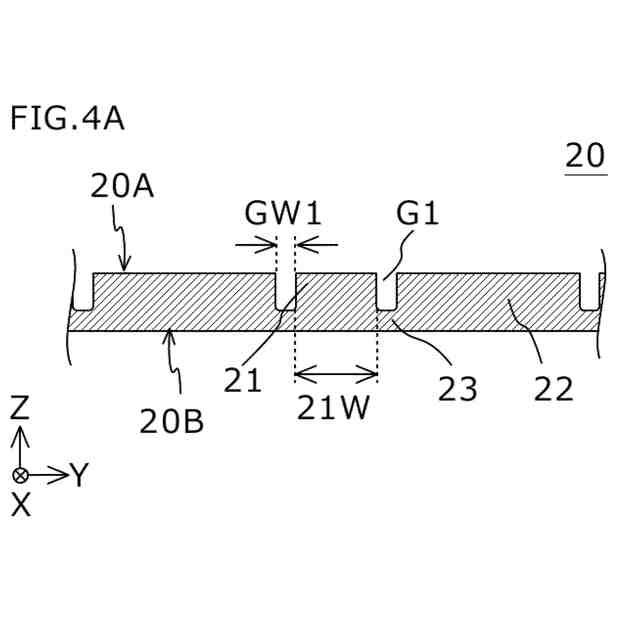
実施形態に係る透光性部材の製造方法を示す概略断面図である。
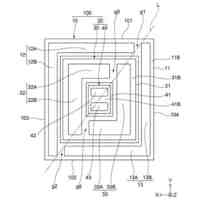
実施形態に係る透光性部材の製造方法を示す概略上面図である。
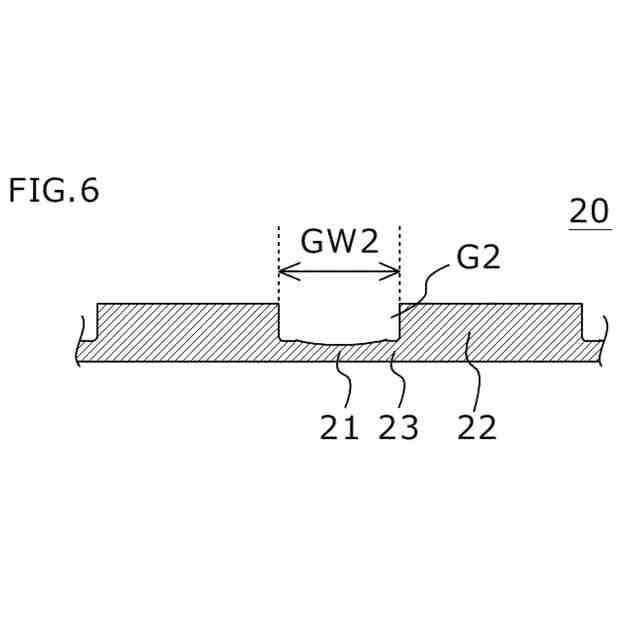
実施形態に係る透光性部材の製造方法を示す概略断面図である。
実施形態に係る透光性部材の製造方法を示す概略断面図である。
実施形態に係る透光性部材の製造方法を示す概略断面図である。
実施形態に係る透光性部材の製造方法を示す概略断面図である。
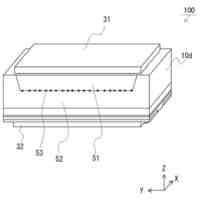
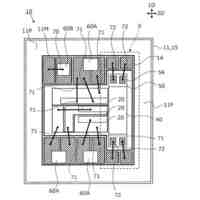
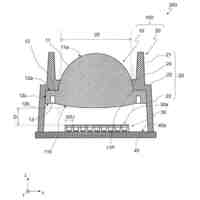
実施形態に係る透光性部材の製造方法で得られる発光装置の一例を示す模式斜視図である。
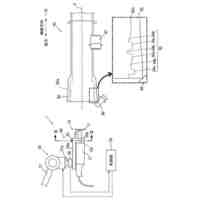
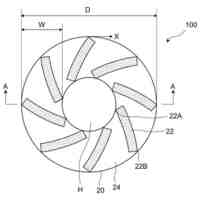
実施形態に係る透光性部材の製造方法において用いられる第2ブレードを示す概略断面図である。
実施形態に係る透光性部材の製造方法において用いられる第2ブレードを示す概略断面図である。
実施形態に係る透光性部材の製造方法において用いられる第2ブレードを示す概略断面図である。
実施形態に係る透光性部材の製造方法において用いられる第1ブレード及び第2ブレードを示す概略断面図である。
実施形態に係る透光性部材の製造方法において用いられる第1ブレード及び第2ブレードを示す概略断面図である。
実施形態に係る透光性部材の製造方法において用いられる第1ブレード及び第2ブレードを示す概略断面図である。
【発明を実施するための形態】
【0008】
以下、発明の実施の形態について適宜図面を参照して説明する。但し、以下に説明する透光性部材及び発光装置の製造方法は、本発明の技術思想を具体化するためのものであって、特定的な記載がない限り、本発明を以下のものに限定しない。また、図面が示す部材の大きさや位置関係は、説明を明確にするため、誇張していることがある。また、透光性部材、被覆部材等の部材は、硬化の前後において、また、加工の前後において、同じ名称を用いる場合がある。
【0009】
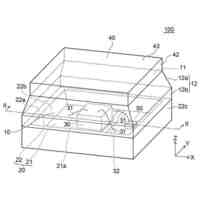
図1は、実施形態に係る透光性部材の製造方法を用いて得られる透光性部材10の一例を示す概略斜視図である。透光性部材10は、直方体状の基部11と、基部11の側面から側方に延出する鍔部12と、を有する。透光性部材10の上面10Aは、例えば、図9に示すように、発光装置100の光取出し面を構成することが可能な部材である。具体的には、透光性部材10の基部11の上面が光取出し面となる面である。透光性部材10の下面は発光素子30からの光が入射される入射面である。図1に示す例では、透光性部材10の基部11上面視形状は長辺及び短辺を備える長方形である。鍔部12は、基部11の2つの長辺においてそれぞれ配置されている。基部11の下面と鍔部12の下面とは同一面である。なお、鍔部12は、基部11の短辺に配置されていてもよく、基部11の長辺と短辺の両方に配置されていてもよい。
【0010】
透光性部材10は、発光装置100に用いられる場合において、その側面が遮光性の被覆部材70で被覆される。透光性部材10が鍔部12を備えることで、被覆部材70から透光性部材10が脱落しにくくすることができる。鍔部12は、その全体が被覆部材70に覆われており外部に露出しない部分ではある。しかしながら、鍔部12は基部11と同様に透光性であるため、その内部に発光素子30からの光が導光される。発光装置100の光学設計の際には、このような鍔部12への光の導光も考慮される。そのため、発光装置100の光学特性を安定させるためには、透光性部材10の基部11だけではなく、鍔部12の厚さや幅も、所望のサイズに精度よく形成されることが好ましい。
(【0011】以降は省略されています)
特許ウォッチbot のツイートを見る
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
日亜化学工業株式会社
発光装置
8日前
日亜化学工業株式会社
発光素子
9日前
日亜化学工業株式会社
発光装置、および面状光源
9日前
日亜化学工業株式会社
配置部材、及び、発光装置
8日前
日亜化学工業株式会社
半導体素子およびその製造方法
9日前
日亜化学工業株式会社
発光装置の製造方法及び発光装置
9日前
日亜化学工業株式会社
光源、発光モジュール、及び携帯端末
4日前
日亜化学工業株式会社
発光装置、および発光装置の製造方法
10日前
日亜化学工業株式会社
光源装置およびそれらを有する加熱システム
10日前
日亜化学工業株式会社
透光性部材の製造方法及び発光装置の製造方法
2日前
日亜化学工業株式会社
発光装置、発光モジュール、発光装置の製造方法
16日前
日亜化学工業株式会社
セラミックス基板の製造方法及び発光装置の製造方法
8日前
日亜化学工業株式会社
発光装置
12日前
日亜化学工業株式会社
面状光源
1日前
日亜化学工業株式会社
発光装置
1日前
日亜化学工業株式会社
光源装置およびレンズ構造体
17日前
日亜化学工業株式会社
発光装置、およびディスプレイ
11日前
個人
包丁研ぎ器具
2か月前
株式会社松風
研磨用ゴム砥石
8日前
株式会社クボタ
管研削装置
3か月前
株式会社東京精密
研削装置
4日前
株式会社ディスコ
被加工物の加工方法
29日前
株式会社東京精密
加工装置
10日前
株式会社東京精密
加工方法
10日前
ノリタケ株式会社
超砥粒ホイール
8日前
株式会社ニッチュー
ブラスト装置
3か月前
株式会社東京精密
加工装置
8日前
トヨタ自動車株式会社
回転砥石の製造方法
2か月前
ノリタケ株式会社
研磨パッド
8日前
オークマ株式会社
円筒研削盤
3か月前
秀和工業株式会社
処理装置および処理方法
1か月前
株式会社東京精密
研削装置
1か月前
株式会社アイドゥス企画
受動変形内面研磨ホイール
2か月前
富士紡ホールディングス株式会社
研磨パッド
4日前
富士紡ホールディングス株式会社
研磨パッド
4日前
富士紡ホールディングス株式会社
研磨パッド
4日前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ