TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025135907
公報種別
公開特許公報(A)
公開日
2025-09-19
出願番号
2024033980
出願日
2024-03-06
発明の名称
被加工物の加工方法
出願人
株式会社ディスコ
代理人
個人
主分類
B24B
7/04 20060101AFI20250911BHJP(研削;研磨)
要約
【課題】 被加工物の外周の面取り部の一部を除去するためのエッジトリミングと、その後の薄化を行う加工方法に関し、被加工物の加工品質低下を防止するための新規な技術を提案する。
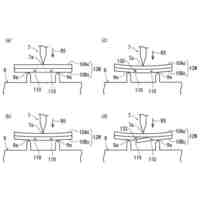
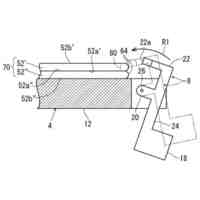
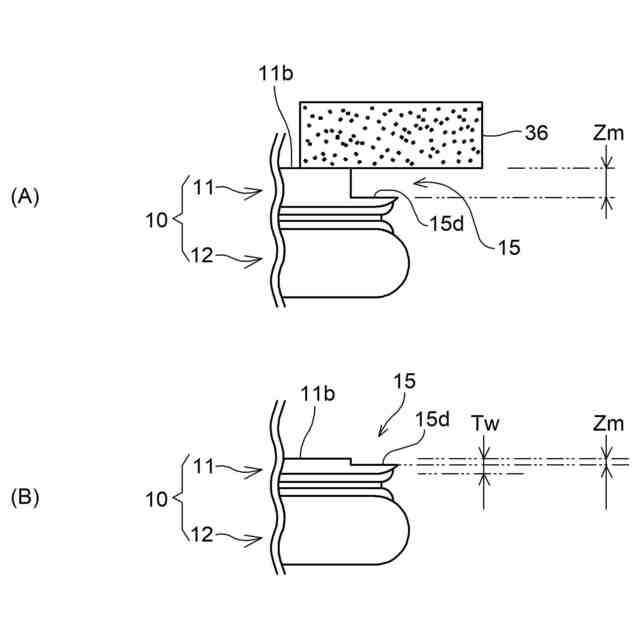
【解決手段】第1面と第2面とを有し外周に面取り部が形成された被加工物の加工方法であって、該被加工物の外周縁に沿って該面取り部を該第1面側から所定深さ除去し、該外周縁に段差部を形成する面取り部除去ステップと、該被加工物の第1面側から所定の仕上げ厚みへと薄化する薄化ステップと、を少なくとも含み、該薄化ステップでは、該段差部の底面の位置を測定する測定ステップを実施し、該薄化ステップにおいて、該被加工物の厚みが該段差部の底面の位置になる前に加工を終了する、被加工物の加工方法とする。
【選択図】図7
特許請求の範囲
【請求項1】
第1面と第2面とを有し外周に面取り部が形成された被加工物の加工方法であって、
該被加工物の外周縁に沿って該面取り部を該第1面側から所定深さ除去し、該外周縁に段差部を形成する面取り部除去ステップと、
該被加工物の第1面側から所定の仕上げ厚みへと薄化する薄化ステップと、
を少なくとも含み、
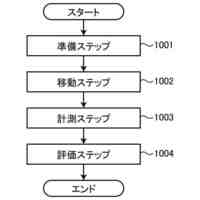
該薄化ステップでは、該段差部の底面の位置を測定する測定ステップを実施し、
該薄化ステップにおいて、該被加工物の厚みが該段差部の底面の位置になる前に加工を終了する、
被加工物の加工方法。
続きを表示(約 320 文字)
【請求項2】
該測定ステップでは、
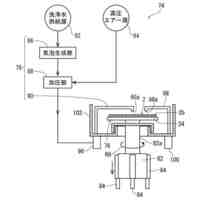
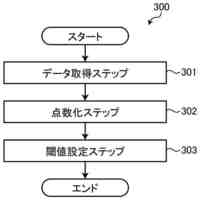
非接触厚み測定器により、該被加工物の第1面側の面の高さ位置と該段差部の底面の高さ位置との差分を測定する、
ことを特徴とする請求項1に記載の被加工物の加工方法。
【請求項3】
非接触厚み測定器は、
該被加工物の第1面側の面の高さ位置と、該段差部の底面の高さ位置と、を同時に測定できる一つのユニットにて構成される、
ことを特徴とする請求項2に記載の被加工物の加工方法。
【請求項4】
該測定ステップは、
該薄化ステップ中に継続して行なわれる、
ことを特徴とする請求項1乃至請求項3のいずれか一項に記載の被加工物の加工方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、被加工物の外周の面取り部の一部を除去するためのエッジトリミングの技術に関する。
続きを表示(約 1,000 文字)
【背景技術】
【0002】
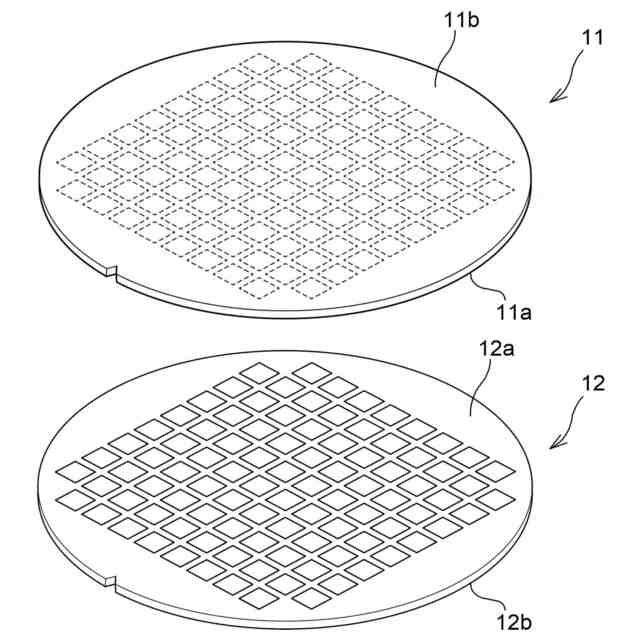
従来、IC、LSI等のデバイスが表面に複数形成されたシリコンウェーハは、裏面が研削されて所定の厚みに形成された後、切削装置によって個々のデバイスに分割され、携帯電話、パソコン等の電気機器に利用される。
【0003】
近年、デバイスチップの低背化や高集積化に伴い、3次元積層されたウェーハの開発が進んでいる。これは、例えば、複数枚のウェーハをベースウェーハに重ねて貼り合わせてウェーハ同士を貫通電極(TSV)で接続する技術である(WOW:Wafer-on-Waferとも呼ばれる)。
【0004】
また、ベースウェーハに酸化膜を介してボンドウェーハ(デバイスを作るウェーハ)を貼り合わせたウェーハ(SOI:Silicon on Insulatorとも呼ばれる)の開発も進んでいる。
【0005】
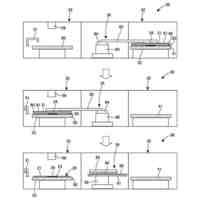
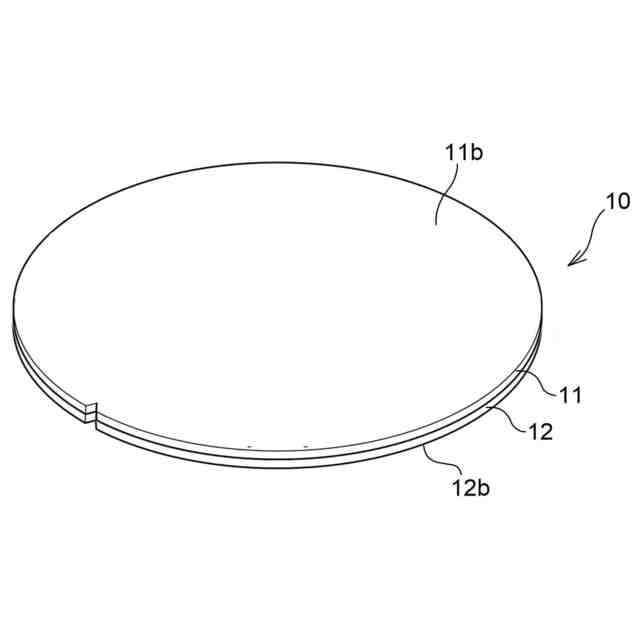
上記ウェーハは、例えば2枚のウェーハを貼り合わせた後、一方のウェーハの裏面を所定の厚みまで公知の研削装置により研削加工されて薄化される。
【0006】
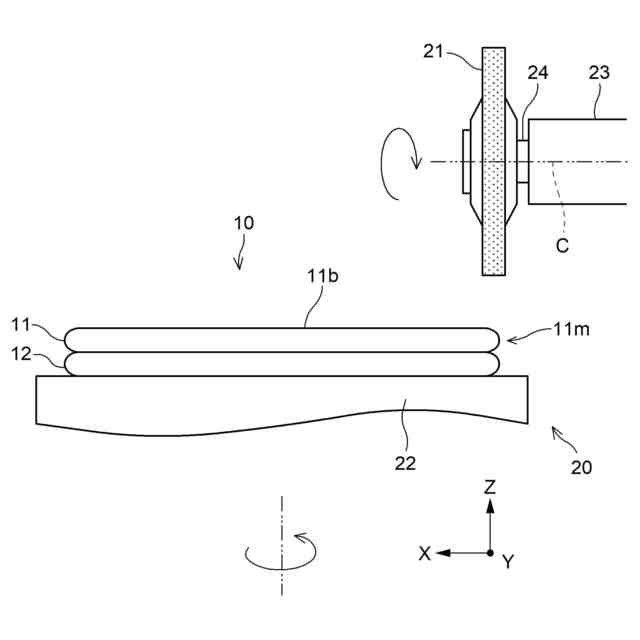
ここで、一方のウェーハの裏面を研削加工すると、ウェーハの外周の面取り部が所謂ナイフエッジとなり、外周縁が破損して被加工物に飛散して被加工物を損傷してしまう。また、ナイフエッジは、エッジチッピングの原因にもなる。
【0007】
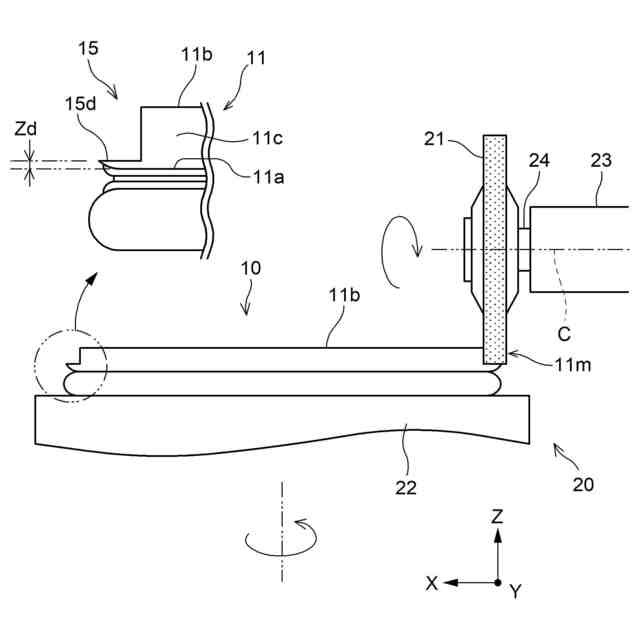
そこで、貼り合わせる前に、例えば、特許文献1に開示されるように、一方のウェーハの外周の面取り部の一部を切削により除去して段差部を形成するエッジトリミングを行い、エッジトリミングされたウェーハをもう一方のウェーハに貼り合わせる技術が実用に供されている。
【0008】
しかし、貼り合わせの前のエッジトリミングの際に、切削により生じる切削屑(コンタミ)などの異物が残存することが懸念され、この異物が二枚のウェーハの間に挟まってしまうと、貼り合わせウェーハの品質が著しく低下してしまうことになる。
【0009】
一方で、例えば、特許文献2のように、ウェーハ同士を貼り合わせした後に、一方のウェーハの外周の面取り部に段差部を形成し、その後、一方のウェーハの裏面を薄化する技術も知られている。
【先行技術文献】
【特許文献】
【0010】
特開2010-245167号公報
特開2022-165203号公報
【発明の概要】
【発明が解決しようとする課題】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社ディスコ
ノズル
12日前
株式会社ディスコ
切削装置
12日前
株式会社ディスコ
研削装置
28日前
株式会社ディスコ
加工装置
1か月前
株式会社ディスコ
診断方法
2日前
株式会社ディスコ
加工装置
14日前
株式会社ディスコ
加工装置
1か月前
株式会社ディスコ
フレーム
12日前
株式会社ディスコ
切削装置
5日前
株式会社ディスコ
加工装置
1か月前
株式会社ディスコ
加工装置
21日前
株式会社ディスコ
加工装置
12日前
株式会社ディスコ
加工方法
13日前
株式会社ディスコ
シート貼着装置
13日前
株式会社ディスコ
ノズルユニット
2日前
株式会社ディスコ
加工水供給装置
5日前
株式会社ディスコ
ドレッシング方法
1か月前
株式会社ディスコ
ドレッシング方法
26日前
株式会社ディスコ
液体供給システム
12日前
株式会社ディスコ
接合強度検査方法
22日前
株式会社ディスコ
切削ブレード治具
2日前
株式会社ディスコ
チャックテーブル
22日前
株式会社ディスコ
洗浄液供給システム
22日前
株式会社ディスコ
被加工物の加工方法
20日前
株式会社ディスコ
ウェーハの製造方法
20日前
株式会社ディスコ
ウエーハの加工方法
23日前
株式会社ディスコ
被加工物の加工方法
12日前
株式会社ディスコ
ウエーハの加工装置
1か月前
株式会社ディスコ
洗浄装置及び洗浄方法
26日前
株式会社ディスコ
測定方法及び測定治具
28日前
株式会社ディスコ
切削方法及び切削装置
20日前
株式会社ディスコ
砥石及び研削ホイール
1か月前
株式会社ディスコ
押圧試験装置の評価方法
12日前
株式会社ディスコ
積層ウェーハの加工方法
2日前
株式会社ディスコ
異常予知方法及び加工装置
23日前
株式会社ディスコ
保持プレート及び洗浄装置
14日前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ