TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025157740
公報種別
公開特許公報(A)
公開日
2025-10-16
出願番号
2024059952
出願日
2024-04-03
発明の名称
長尺の複合材料及び長尺の複合材料の製造方法
出願人
神鋼鋼線工業株式会社
,
国立大学法人大阪大学
代理人
弁理士法人三協国際特許事務所
主分類
B21C
1/00 20060101AFI20251008BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】複数の材料で構成された長尺品を安定して製造することができ、設計の自由度も高い、長尺の複合材料及び長尺の複合材料の製造方法を提供すること。
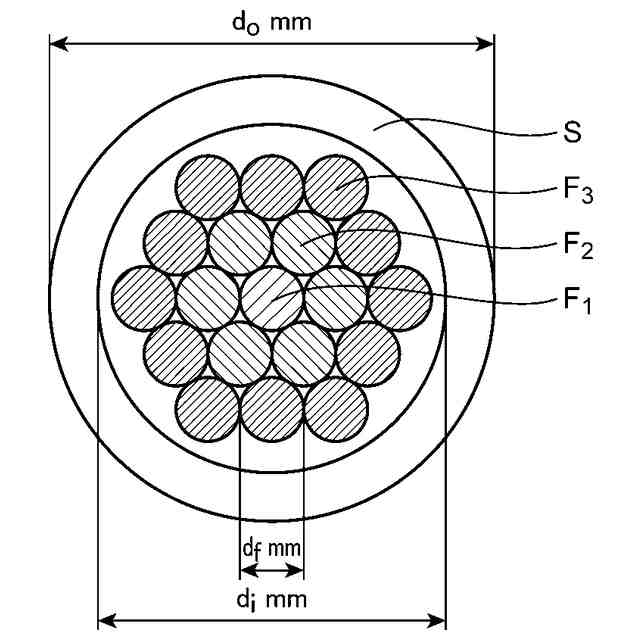
【解決手段】複数の芯材と、前記複数の芯材の外周面を覆う筒状の管材とを備え、伸線加工された長尺の複合材料であり、前記複数の芯材のうち、少なくとも1本の芯材は他の芯材と異なる材料で構成され、前記管材の横断面における前記複数の芯材の充填率が97.5%以上であり、前記管材の長さに対する、前記複数の芯材のうち最も短い芯材の長さと前記管材の長さとの差の絶対値の比率が、4.5%以下である長尺の複合材料。
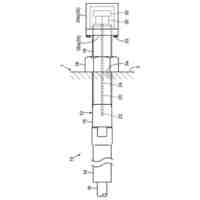
【選択図】図1
特許請求の範囲
【請求項1】
複数の芯材と、前記複数の芯材の外周面を覆う筒状の管材とを備え、伸線加工された長尺の複合材料であり、
前記複数の芯材のうち、少なくとも1本の芯材は他の芯材と異なる材料で構成され、
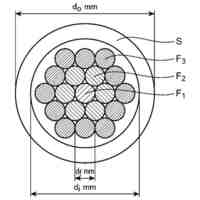
前記管材の横断面における前記複数の芯材の充填率が97.5%以上であり、
前記管材の長さに対する、前記複数の芯材のうち最も短い芯材の長さと前記管材の長さとの差の絶対値の比率が、4.5%以下である、長尺の複合材料。
続きを表示(約 1,200 文字)
【請求項2】
前記充填率が99.0%以上である、請求項1に記載の長尺の複合材料。
【請求項3】
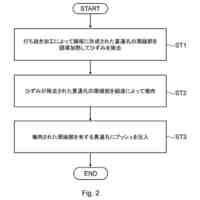
複数の芯材を筒状の管材に挿入して伸線加工する、長尺の複合材料の製造方法であって、
前記複数の芯材のうち、少なくとも1本の芯材は他の芯材と異なる材料で構成され、
前記複数の芯材は、前記管材の横断面において2層以上の多層構造を有し、
前記多層構造は、少なくとも1本の芯材で構成される少なくとも1層の内層と、2本以上の芯材で構成される最外層を有し、
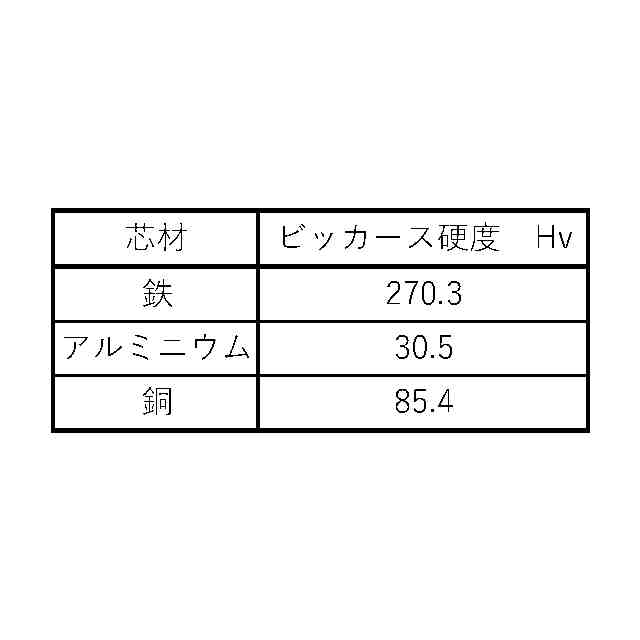
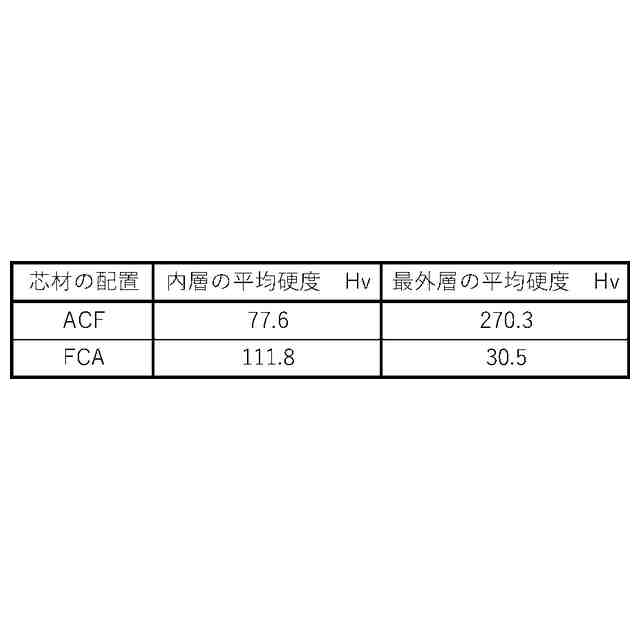
前記最外層を構成する芯材の平均硬度が、前記内層を構成する芯材の平均硬度以上であり、
前記伸線加工前の前記管材内の空隙率が15.5%以下であり、
前記伸線加工における減面率が20%以上である、長尺の複合材料の製造方法。
【請求項4】
複数の芯材を筒状の管材に挿入して伸線加工する、長尺の複合材料の製造方法であって、
前記複数の芯材のうち、少なくとも1本の芯材は他の芯材と異なる材料で構成され、
前記複数の芯材は、前記管材の横断面において2層以上の多層構造を有し、
前記多層構造は、少なくとも1本の芯材で構成される少なくとも1層の内層と、2本以上の芯材で構成される最外層を有し、
前記最外層を構成する芯材の平均硬度が、前記内層を構成する芯材の平均硬度より小さく、
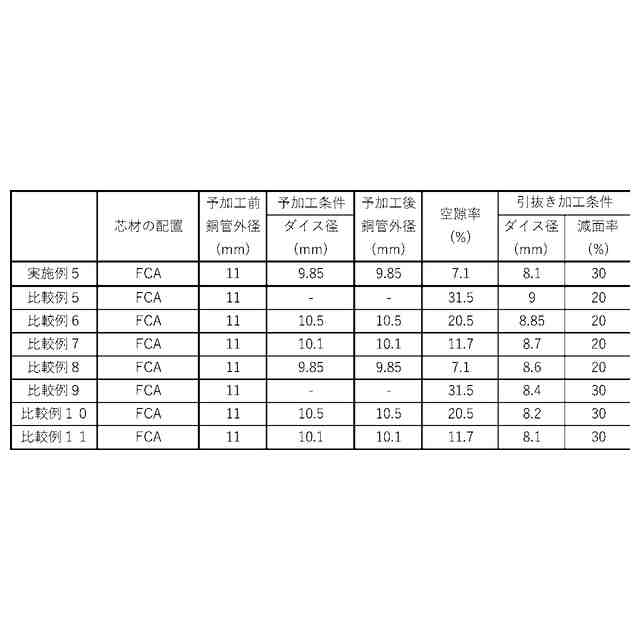
前記伸線加工前の前記管材内の空隙率が8.5%以下であり、
前記伸線加工における減面率が30%以上である、長尺の複合材料の製造方法。
【請求項5】
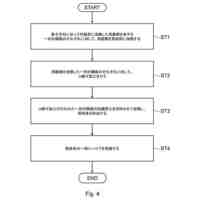
前記管材と前記複数の芯材との組み合わせ内容を調整して前記複数の芯材を前記管材に挿入した後、伸線加工することにより、所望する特性を有する長尺の複合材料を製造する、請求項3または4に記載の長尺の複合材料の製造方法。
【請求項6】
前記管材と前記複数の芯材との組み合わせ内容が、前記管材を構成する材料と、前記複数の芯材の本数と、前記複数の芯材の各芯材を構成する材料と、前記複数の芯材の各芯材における前記管材への挿入位置との組み合わせ内容である、請求項5に記載の長尺の複合材料の製造方法。
【請求項7】
前記複数の芯材を軸対称となる位置に挿入する、請求項3または4に記載の長尺の複合材料の製造方法。
【請求項8】
前記複数の芯材の本数が所望する前記複合材料の特性の数以上の本数である、請求項3または4に記載の長尺の複合材料の製造方法。
【請求項9】
前記芯材の断面形状が円形または多角形である、請求項3または4に記載の長尺の複合材料の製造方法。
【請求項10】
前記芯材が線材である、請求項3または4に記載の長尺の複合材料の製造方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、長尺の複合材料及び長尺の複合材料の製造方法に関する。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
従来、工業製品に使用されている部材は、炭素鋼やアルミニウム合金などの単一の材料で構成されていることが多かった。しかしながら、近年では、工業製品に対する要求の高まりにより、単一の材料では要求される性能を満たすことが難しくなっている。そこで、多くの工業製品には、単一の材料ではなく、複数の材料で構成される複合材料が使用されるようになってきた。
【0003】
複合材料としてクラッド材が注目されている。クラッド材は、構成する材料の種類や割合を変化させることで材料特性を変化させることができる。例えば、特許文献1には、マグネシウムまたはマグネシウム合金からなる第1素線と、前記第1素線の周囲に環状に配置され、前記第1素線の長手方向にらせん状に伸びる異種金属(マグネシウム及びマグネシウム合金のいずれとも異なる金属)からなる第2素線とを備えたマグネシウムクラッドコードが開示されている。
【0004】
複合材料に関して、近年では、使用する材料の選択や配置を最適化(トポロジー最適化)して設計することによって、所望の性能が得られる複合材料(マルチプロパティ材料)が求められている。しかしながら、特許文献1には、このようなマルチプロパティ材料について何ら開示されていない。
【0005】
一方で、マルチプロパティ材料については、例えば、特許文献2に、複数の材料を適切に配置し、所望する特性を有するクラッド材を、押出し加工により短時間に精度高く製造する技術が開示されている。
【先行技術文献】
【特許文献】
【0006】
特開2016-76490号公報
国際公開第2023/063185号
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、特許文献2に記載されているような押出加工技術では、長尺の複合材料を得ることが困難であり、工業的な連続生産には不向きであるという問題がある。
【0008】
そこで、本発明は、かかる事情に鑑みてなされた発明であって、複数の材料で構成された長尺品を安定して製造することができ、設計の自由度も高い、長尺の複合材料及び長尺の複合材料の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0009】
本発明者らは、上記課題を解決すべく鋭意検討した結果、下記構成によって上記課題を解決できることを見出し、その知見に基づいてさらに検討を重ねることによって本発明を完成した。
【0010】
本発明の一態様に係る長尺の複合材料は、複数の芯材と、前記複数の芯材の外周面を覆う筒状の管材とを備え、伸線加工された長尺の複合材料であり、前記複数の芯材のうち、少なくとも1本の芯材は他の芯材と異なる材料で構成され、前記管材の横断面における前記複数の芯材の充填率が97.5%以上であり、前記管材の長さに対する、前記複数の芯材のうち最も短い芯材の長さと前記管材の長さとの差の絶対値の比率が、4.5%以下である。
(【0011】以降は省略されています)
特許ウォッチbot のツイートを見る
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
神鋼鋼線工業株式会社
測定具及びケーブル張力測定システム
2か月前
神鋼鋼線工業株式会社
長尺の複合材料及び長尺の複合材料の製造方法
7日前
個人
棒鋼連続引抜装置
7か月前
個人
ヘッダー加工機
4か月前
株式会社オプトン
曲げ加工装置
7か月前
日東精工株式会社
中空軸部品の製造方法
3か月前
日伸工業株式会社
プレス加工装置
3か月前
株式会社不二越
NC転造盤
7か月前
株式会社不二越
NC転造盤
3か月前
オムロン株式会社
導線折り曲げ治具
1か月前
株式会社アマダ
曲げ金型
1か月前
東栄工業株式会社
ダブルデッキヘミング金型
3か月前
トヨタ紡織株式会社
プレス金型
6か月前
トヨタ紡織株式会社
プレス金型
1か月前
株式会社西田製作所
パンチャーヘッド
5か月前
トヨタ紡織株式会社
プレス装置
5か月前
トヨタ紡織株式会社
プレス金型
4か月前
工機ホールディングス株式会社
ニブラ
5か月前
株式会社アマダ
曲げ加工機
7か月前
トヨタ自動車株式会社
打ち抜き加工方法
5か月前
株式会社トラバース
パンチング加工装置
6か月前
株式会社アマダ
曲げ加工機
4か月前
日鉄建材株式会社
成形装置
13日前
株式会社TMEIC
監視装置
6か月前
株式会社吉野機械製作所
プレス機械
4か月前
トヨタ自動車株式会社
電磁鋼板の成形方法
3か月前
フジテック株式会社
金属棒曲げ工具
15日前
ユニオンツール株式会社
転造ダイスセット
3か月前
トヨタ紡織株式会社
プレス金型装置
5か月前
トヨタ自動車株式会社
鋼板部材の製造方法
今日
浙江飛剣工貿有限公司
二重片口の製造方法
4か月前
株式会社三明製作所
転造装置
1か月前
トヨタ自動車株式会社
鋼板部材の製造方法
今日
株式会社不二越
転造加工用平ダイス
6か月前
トヨタ自動車株式会社
パイプ曲げ加工装置
7か月前
ユニプレス株式会社
プレス加工装置
2か月前
続きを見る
他の特許を見る






 特許ウォッチ
特許ウォッチ