TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025158230
公報種別
公開特許公報(A)
公開日
2025-10-17
出願番号
2024060572
出願日
2024-04-04
発明の名称
成形方法
出願人
トヨタ車体株式会社
代理人
弁理士法人あいち国際特許事務所
主分類
B29C
45/40 20060101AFI20251009BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】エアバッグドアを備えた車両用の内装パネルの意匠面の面品質を高めるのに有効な成形方法を提供する。
【解決手段】エアバッグドアを備えた車両用の内装パネルを成形する成形方法は、第1金型10と第2金型20とエアバッグドアの破断溝に対応した形状の先鋭部を有する入れ子30とによってキャビティSを形成するキャビティ形成工程S101と、キャビティ形成工程で形成したキャビティSに樹脂材料Mを射出充填する樹脂充填工程S102と、樹脂充填工程による内装パネルの成形過程で内装パネルをその裏面側のみ離型させるようにキャビティSにガスGを注入するガス注入工程S103と、を有する。
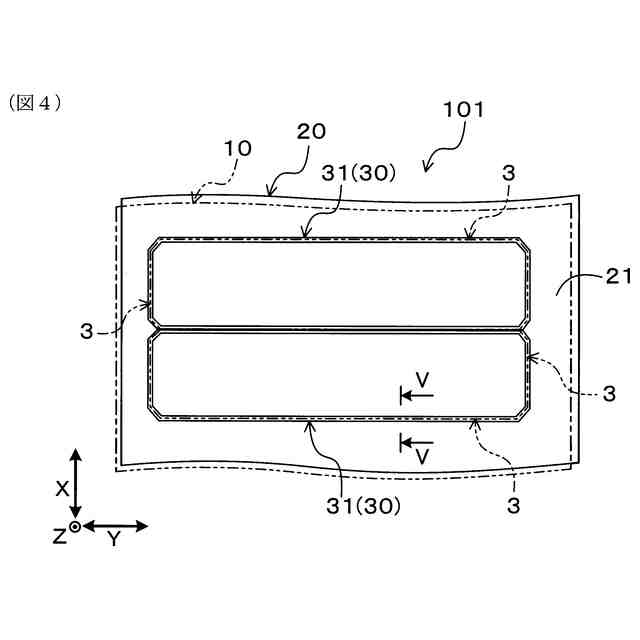
【選択図】図4
特許請求の範囲
【請求項1】
エアバッグドアを備えた車両用の内装パネルを成形する成形方法であって、
第1金型と第2金型と前記エアバッグドアの破断溝に対応した形状の先鋭部を有するコアとによってキャビティを形成するキャビティ形成工程と、
前記キャビティ形成工程で形成した前記キャビティに樹脂材料を射出充填する樹脂充填工程と、
前記樹脂充填工程による前記内装パネルの成形過程で前記内装パネルをその裏面側のみ離型させるように前記キャビティにガスを注入するガス注入工程と、
を有する、成形方法。
続きを表示(約 410 文字)
【請求項2】
前記第1金型と前記第2金型のいずれか一方を母型としたとき、前記コアは前記母型にはめ込まれた入れ子であり、前記入れ子と前記母型の間には前記キャビティに連通するガス注入用の隙間が設けられており、
前記ガス注入工程では、前記内装パネルの裏面側が前記入れ子と前記母型の両方から剥れるように前記隙間を通じて前記キャビティにガスを注入する、請求項1に記載の、成形方法。
【請求項3】
前記母型には前記隙間に連通するガス供給路が設けられており、
前記ガス注入工程では、前記母型の前記ガス供給路から前記隙間に前記ガスを供給する、請求項2に記載の、成形方法。
【請求項4】
前記隙間は、前記ガスのガス流れを許容し且つ前記キャビティからの前記樹脂材料の流入を阻止するように前記キャビティ側の開口面積が絞られた絞り部を有する、請求項2または3に記載の、成形方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、成形方法に関する。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
下記特許文献1には、エアバッグドア成形方法が開示されている。このエアバッグドア成形方法は、エアバッグドアを備えた車両用の内装パネルを成形する方法である。内装パネルは、第1の型体と第2の型体によって規定される空隙部(キャビティ)に樹脂材料を射出充填することによって成形される。内装パネルの裏面側には、破断溝形成用のコアによって破断溝が設けられる。内装パネルのエアバッグドアは、エアバッグの膨張展開時に破断溝において開裂する。
【先行技術文献】
【特許文献】
【0003】
特開2003-1677号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
内装パネルとして、その表面を表皮などの被覆材で被覆せずにそのまま意匠面とするものが知られている。このような内装パネルを特許文献1のエアバッグドア成形方法を用いて成形すると、成形時の急激な板厚変化により板厚内で発生する内圧差の影響によって内装パネルの表面(意匠面)側に歪が生じ、これにより内装パネルの意匠面の面品質が低下するという問題が生じ得る。そこで、この種の内装パネルを成形する場合には、内装パネルの意匠面の面品質の低下を防ぐことができる成形技術が有効である。なお、内装パネルにエンドミルなどの工具による後加工によって破断溝を設ける工法を用いることも可能であるが、この工法は、後加工のための作業や設備に要するコストが発生するという点で不利である。
【0005】
本発明は、かかる課題に鑑みてなされたものであり、エアバッグドアを備えた車両用の内装パネルの意匠面の面品質を高めるのに有効な成形方法を提供しようとするものである。
【課題を解決するための手段】
【0006】
本発明の一態様は、
エアバッグドアを備えた車両用の内装パネルを成形する成形方法であって、
第1金型と第2金型と前記エアバッグドアの破断溝に対応した先鋭形状のコアとによってキャビティを形成するキャビティ形成工程と、
前記キャビティ形成工程で形成した前記キャビティに樹脂材料を射出充填する樹脂充填工程と、
前記樹脂充填工程による前記内装パネルの成形過程で前記内装パネルをその裏面側のみ離型させるように前記キャビティにガスを注入するガス注入工程と、
を有する、成形方法、
にある。
【発明の効果】
【0007】
上述の態様の成形方法では、先ず、キャビティ形成工程において、第1金型と第2金型と先鋭部を有するコアとによって予めキャビティが形成される。次に、樹脂充填工程において、キャビティに樹脂材料が射出充填される。これにより、樹脂材料からキャビティの形状に対応した形状の内装パネルが成形される。このとき、内装パネルの裏面側にコアの先鋭部に対応した形状の破断溝が設けられる。
【0008】
ガス注入工程では、内装パネルの成形過程で内装パネルをその裏面側のみ離型させるようにキャビティにガスが注入される。このとき、内装パネルの表面側は離型せずに裏面側のみ離型するため、内装パネルの裏面側のうち薄肉部である破断溝の周辺部に樹脂収縮による歪が集中する。これにより、内装パネルの表面側に生じる歪を抑えて金型の成形面からの転写ムラを抑制できるため、内装パネルの表面の面品質が低下するのを防ぐことができ、所望の面品質を確保することができる。その結果、内装パネルの表面を表皮などの被覆材で被覆せずにそのまま意匠面として使用することが可能になる。
【0009】
上述の態様によれば、内装パネルの意匠面の面品質を高めるのに有効な成形方法を提供することが可能になる。
【図面の簡単な説明】
【0010】
実施形態1にかかる車両のインストルメントパネルを車室側からみた図。
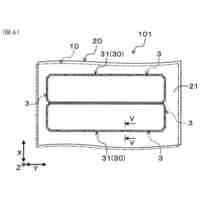
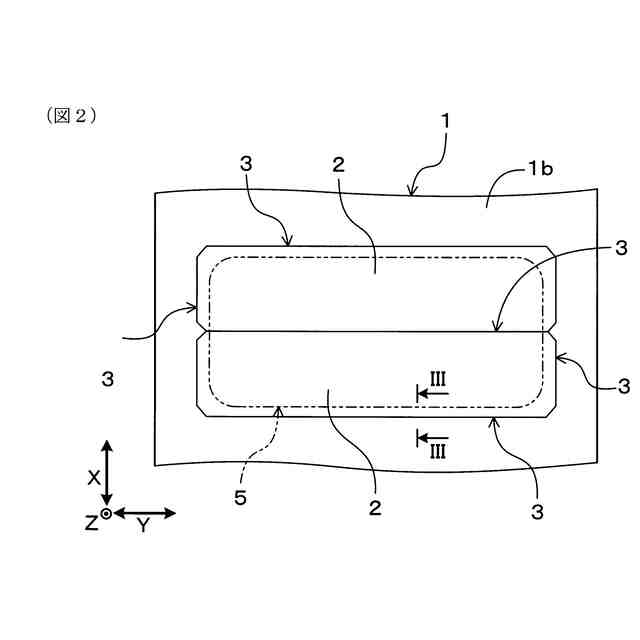
実施形態1の内装パネルを裏面側から見た平面図。
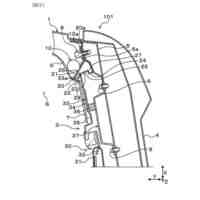
図2の成形装置のIII-III線矢視断面図。
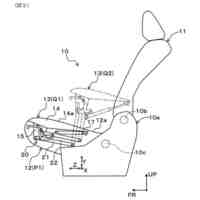
実施形態1の成形装置を構成する第2金型の平面図。
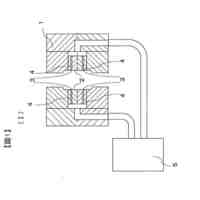
図4の成形装置の第2金型のV-V線矢視断面図。
図5の成形装置を入れ子の周辺を拡大して示す断面図。
実施形態1の内装パネル成形方法のフローチャート図。
図7の第1ステップにおける成形装置の断面図。
図7の第2ステップにおける成形装置の断面図。
図7の第3ステップにおける成形装置の断面図。
図10の成形装置を入れ子の周辺を拡大して示す断面図。
実施形態2の成形装置について図11に対応した断面図。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
トヨタ車体株式会社
成形方法
3日前
トヨタ車体株式会社
車両上部構造
3日前
トヨタ車体株式会社
車両上部構造
5日前
トヨタ車体株式会社
車両用シート
13日前
トヨタ紡織株式会社
乗物用シート
4日前
豊田合成株式会社
木粉繊維強化ポリオレフィン系樹脂組成物及びその製造方法
5日前
個人
気泡緩衝材減容装置
26日前
東レ株式会社
吹出しノズル
10か月前
豊田鉄工株式会社
金型
2か月前
CKD株式会社
型用台車
10か月前
シーメット株式会社
光造形装置
9か月前
グンゼ株式会社
ピン
10か月前
東レ株式会社
フィルムの製造方法
3か月前
東レ株式会社
フィルムの製造方法
7か月前
東レ株式会社
フィルムの製造方法
3か月前
株式会社カワタ
計量混合装置
5か月前
東レ株式会社
複合成形体の製造方法
6日前
東レ株式会社
フィルムの製造方法。
2か月前
日機装株式会社
加圧システム
6か月前
個人
樹脂可塑化方法及び装置
9か月前
株式会社FTS
ロッド
8か月前
NOK株式会社
樹脂ゴム複合体
1か月前
東レ株式会社
樹脂フィルムの製造方法
5か月前
株式会社FTS
成形装置
9か月前
株式会社漆原
シートの成形方法
4か月前
トヨタ自動車株式会社
射出装置
7か月前
株式会社シロハチ
真空チャンバ
11か月前
株式会社不二越
射出成形機
6か月前
株式会社不二越
射出成形機
6か月前
株式会社リコー
画像形成システム
10か月前
株式会社FTS
セパレータ
8か月前
株式会社コスメック
射出成形装置
4か月前
東レ株式会社
炭素繊維シートの製造方法
6か月前
株式会社不二越
射出成形機
4か月前
株式会社不二越
射出成形機
6か月前
株式会社不二越
射出成形機
1か月前
続きを見る
他の特許を見る









 特許ウォッチ
特許ウォッチ