TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025162266
公報種別
公開特許公報(A)
公開日
2025-10-27
出願番号
2024065445
出願日
2024-04-15
発明の名称
研磨方法および研磨システム
出願人
株式会社荏原製作所
代理人
個人
,
個人
,
個人
主分類
H01L
21/304 20060101AFI20251020BHJP(基本的電気素子)
要約
【課題】搬送装置の緊急停止により、研磨ヘッドに液体が供給された後、ウェーハの上面に落下した液体をウェーハの上面から除去し、研磨ヘッドが適切な力をウェーハに加えることができる研磨方法を提供する。
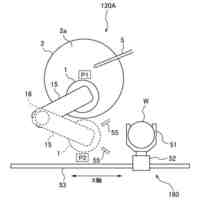
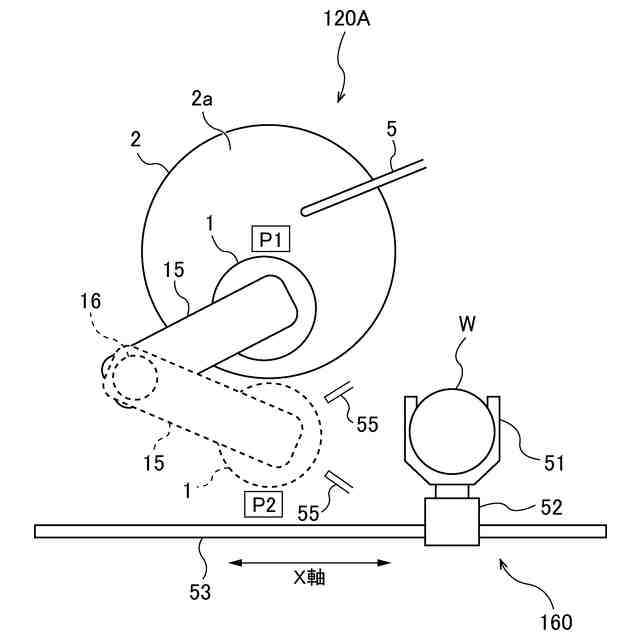
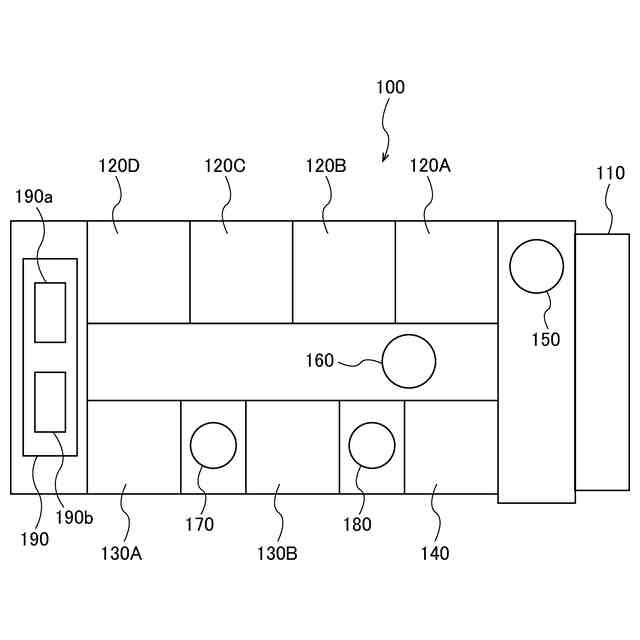
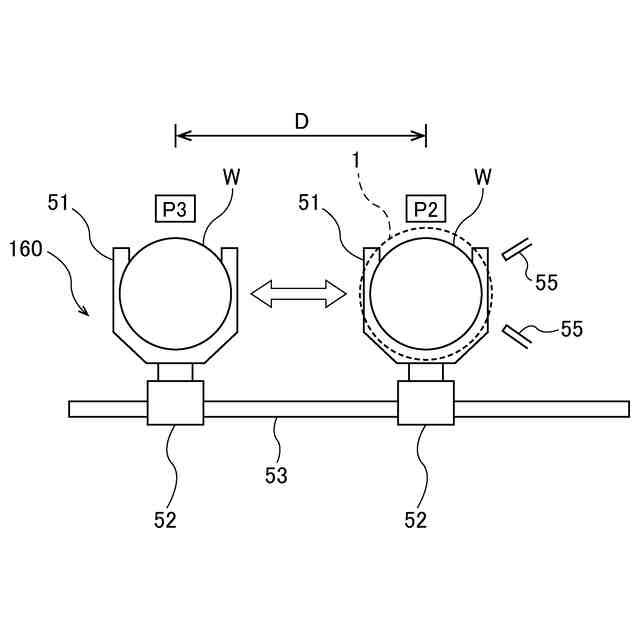
【解決手段】本方法は、緊急停止信号に基づいて、研磨装置120AにワークピースWを搬送する搬送装置160を緊急停止させ、搬送装置160の緊急停止中に、受け渡し位置P2にある研磨ヘッド1の表面に液体を供給し、ワークピースWが研磨ヘッド1の下方の受け渡し位置P2にあるときに、停止解除信号に基づいて、搬送装置160によりワークピースWの上面から液体Qを除去し、その後、ワークピースWを研磨ヘッド1で保持し、研磨ヘッド1でワークピースWを研磨面2aに押し付けて、ワークピースWを研磨する。
【選択図】図4
特許請求の範囲
【請求項1】
緊急停止信号に基づいて、研磨装置にワークピースを搬送する搬送装置を緊急停止させ、
前記搬送装置の緊急停止中に、受け渡し位置にある前記研磨装置の研磨ヘッドの表面に液体を供給し、
前記ワークピースが、前記研磨ヘッドの下方の前記受け渡し位置にあるときに、停止解除信号に基づいて、前記搬送装置により前記ワークピースの上面から前記液体を除去し、その後、
前記受け渡し位置にある前記ワークピースを前記研磨ヘッドで保持し、
前記研磨ヘッドで前記ワークピースの下面を研磨面に押し付けて、前記ワークピースの前記下面を研磨する、研磨方法。
続きを表示(約 1,300 文字)
【請求項2】
前記搬送装置により前記ワークピースの前記上面から前記液体を除去することは、前記搬送装置により前記ワークピースを水平方向に移動させることで、前記ワークピースの前記上面から前記液体を除去することである、請求項1に記載の研磨方法。
【請求項3】
前記搬送装置による前記ワークピースの水平移動距離は、前記ワークピースの直径以上である、請求項2に記載の研磨方法。
【請求項4】
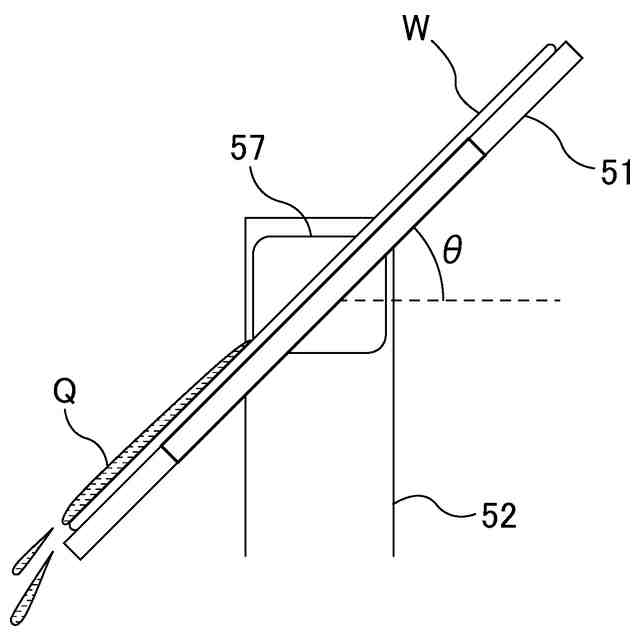
前記搬送装置により前記ワークピースの前記上面から前記液体を除去することは、前記搬送装置により前記ワークピースを傾けることで、前記ワークピースの前記上面から前記液体を除去することである、請求項1に記載の研磨方法。
【請求項5】
前記搬送装置による前記ワークピースの傾斜角度は、45度以上である、請求項4に記載の研磨方法。
【請求項6】
前記搬送装置は、水平方向に延びるX軸に沿って前記ワークピースを移動させる水平直動機構を備えた直動型搬送装置である、請求項1に記載の研磨方法。
【請求項7】
前記搬送装置は、水平多関節ロボットである、請求項1に記載の研磨方法。
【請求項8】
ワークピースを研磨する研磨装置と、
前記研磨装置に前記ワークピースを搬送する搬送装置と、
前記研磨装置および前記搬送装置の動作を制御する動作制御部を備え、
前記研磨装置は、
前記ワークピースを研磨面に押し付ける研磨ヘッドと、
前記研磨ヘッドの表面に液体を供給する液体供給ノズルを備え、
前記動作制御部は、
緊急停止信号に基づいて、前記搬送装置を緊急停止させ、
前記搬送装置の緊急停止中に、前記液体供給ノズルに指令を発して、受け渡し位置にある前記研磨ヘッドの前記表面に前記液体を供給させ、
前記ワークピースが、前記研磨ヘッドの下方の前記受け渡し位置にあるときに、停止解除信号に基づいて、前記搬送装置に指令を発して、前記ワークピースの上面から前記液体を除去させ、その後、
前記研磨ヘッドに指令を発して、前記受け渡し位置にある前記ワークピースを保持させ、
前記研磨ヘッドに指令を発して、前記ワークピースの下面を研磨面に押し付けさせて、前記ワークピースの前記下面を研磨させるように構成されている、研磨システム。
【請求項9】
前記搬送装置は、
前記ワークピースが載置される搬送ステージと、
前記搬送ステージを水平方向に移動させる水平移動機構を備え、
前記動作制御部は、前記水平移動機構に指令を発して、前記搬送ステージを水平方向に移動させることで、前記ワークピースの前記上面から前記液体を除去させるように構成されている、請求項8に記載の研磨システム。
【請求項10】
前記搬送装置による前記ワークピースの水平移動距離は、前記ワークピースの直径以上である、請求項9に記載の研磨システム。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、ウェーハの研磨前にウェーハの上面から液体を除去する技術に関する。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
化学機械研磨(CMP)は、研磨面上に研磨液を供給しながら、ウェーハを研磨面に押し付け、研磨液の存在下でウェーハを研磨面に摺接させることで、ウェーハの表面を研磨する技術である。ウェーハの研磨中、ウェーハは研磨ヘッドによって研磨面に押し付けられる。ウェーハの表面は、研磨液の化学的作用と、研磨液に含まれる砥粒および/または研磨パッドの機械的作用により平坦化される。
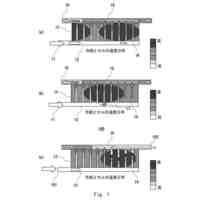
【0003】
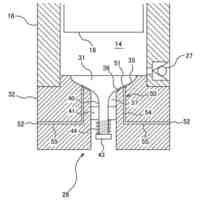
図17は、研磨ヘッドを模式的に示す断面図である。研磨ヘッド200は、ウェーハW1の上面に接触する弾性膜210を有する。この弾性膜210は、複数の圧力室201~204を形成する形状を有しており、それぞれの圧力室201~204内の圧力は独立に調節することが可能である。したがって、研磨ヘッド200は、これら圧力室201~204に対応するウェーハW1の複数の領域を異なる力で押し付けることができ、ウェーハW1の所望の膜厚プロファイルを達成することができる。
【0004】
ウェーハW1の研磨が終了すると、研磨されたウェーハW1は搬送装置によって次工程に搬送される。図18に示すように、次のウェーハW2は、搬送装置によって研磨ヘッド200の下方の受け渡し位置に運ばれる。同時に、研磨ヘッド200は、洗浄ノズル215から供給される液体(例えば純水)で洗浄され、研磨ヘッド200から研磨液や研磨屑が除去される。そして、次のウェーハW2は、研磨ヘッド200に保持され、研磨ヘッド200により研磨面の上方位置に搬送される。ウェーハW2は、研磨ヘッド200により研磨面に押し付けられ、研磨液の存在下で研磨される。
【0005】
しかしながら、図19に示すように、ウェーハW2の上面と研磨ヘッド200の弾性膜210との間には、研磨ヘッド200の洗浄に使用された液体Qが存在していることがある。ウェーハW2の上面と研磨ヘッド200との間に液体Qが存在していると、研磨ヘッド200は、圧力室201~204に対応するウェーハW2の複数の領域に対して、力を適切に加えることができない。例えば、液体Qが複数の圧力室にまたがって広がっていると、隣の圧力室内の圧力が液体Qに伝わり、意図しない力がウェーハW2に加わってしまう。
【0006】
そこで、ウェーハW2を研磨する前に、搬送装置によりウェーハW2から液体Qを除去する技術がある(例えば、特許文献1)。この技術によれば、研磨ヘッド200は、ウェーハW2に対して力を適切に加えることが可能になると期待される。
【先行技術文献】
【特許文献】
【0007】
特開2023-90770号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
研磨装置において装置異常や漏液などのエラーなどが検知されると、搬送装置を緊急停止させて、次のウェーハを受け渡し位置で待機させることがある。このような場合、研磨ヘッド200の表面の乾燥を防止するために、研磨ヘッド200には、洗浄ノズル215から液体が再び供給される。これにより、既にウェーハの上面から液体Qが除去された後であっても、研磨ヘッド200に供給された液体が再びウェーハ上に落下してしまう。
【0009】
そこで、本発明は、搬送装置の緊急停止により、研磨ヘッドに液体が供給された後、ウェーハの上面に落下した液体をウェーハの上面から除去し、研磨ヘッドが適切な力をウェーハに加えることができる研磨方法および研磨システムを提供する。
【課題を解決するための手段】
【0010】
一態様では、緊急停止信号に基づいて、研磨装置にワークピースを搬送する搬送装置を緊急停止させ、前記搬送装置の緊急停止中に、受け渡し位置にある前記研磨装置の研磨ヘッドの表面に液体を供給し、前記ワークピースが、前記研磨ヘッドの下方の前記受け渡し位置にあるときに、停止解除信号に基づいて、前記搬送装置により前記ワークピースの上面から前記液体を除去し、その後、前記受け渡し位置にある前記ワークピースを前記研磨ヘッドで保持し、前記研磨ヘッドで前記ワークピースの下面を研磨面に押し付けて、前記ワークピースの前記下面を研磨する、研磨方法が提供される。
一態様では、前記搬送装置により前記ワークピースの前記上面から前記液体を除去することは、前記搬送装置により前記ワークピースを水平方向に移動させることで、前記ワークピースの前記上面から前記液体を除去することである。
一態様では、前記搬送装置による前記ワークピースの水平移動距離は、前記ワークピースの直径以上である。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社荏原製作所
往復動ポンプ
8日前
株式会社荏原製作所
研磨方法および研磨システム
8日前
株式会社荏原製作所
処理ヘッド、基板処理装置、および基板処理方法
今日
株式会社荏原製作所
めっき装置、およびめっき方法
5日前
APB株式会社
蓄電セル
11日前
東ソー株式会社
絶縁電線
13日前
個人
フレキシブル電気化学素子
25日前
株式会社東芝
端子台
5日前
ローム株式会社
半導体装置
12日前
マクセル株式会社
電源装置
5日前
日新イオン機器株式会社
イオン源
21日前
株式会社ユーシン
操作装置
25日前
株式会社GSユアサ
蓄電装置
6日前
オムロン株式会社
電磁継電器
26日前
株式会社GSユアサ
蓄電装置
6日前
株式会社ホロン
冷陰極電子源
19日前
株式会社GSユアサ
蓄電設備
25日前
太陽誘電株式会社
コイル部品
25日前
株式会社GSユアサ
蓄電設備
25日前
トヨタ自動車株式会社
蓄電装置
6日前
日新イオン機器株式会社
基板処理装置
8日前
トヨタ自動車株式会社
蓄電装置
25日前
トヨタ自動車株式会社
バッテリ
11日前
北道電設株式会社
配電具カバー
11日前
日本特殊陶業株式会社
保持装置
14日前
トヨタ自動車株式会社
冷却構造
13日前
サクサ株式会社
電池の固定構造
25日前
ノリタケ株式会社
熱伝導シート
25日前
日東電工株式会社
積層体
26日前
古河電気工業株式会社
端子
25日前
トヨタ自動車株式会社
密閉型電池
7日前
日亜化学工業株式会社
半導体レーザ素子
8日前
株式会社ダイヘン
搬送装置
25日前
ローム株式会社
半導体装置
13日前
株式会社デンソー
電子装置
8日前
ベストテック株式会社
装置支持具
25日前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ