TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025162380
公報種別
公開特許公報(A)
公開日
2025-10-27
出願番号
2024065647
出願日
2024-04-15
発明の名称
鉄筋加工機及びその作動方法
出願人
東陽建設工機株式会社
代理人
弁理士法人航栄事務所
主分類
B21D
7/00 20060101AFI20251020BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】鉄筋加工機の保守性を向上させること。
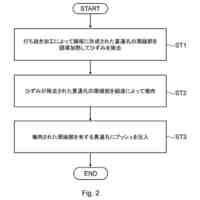
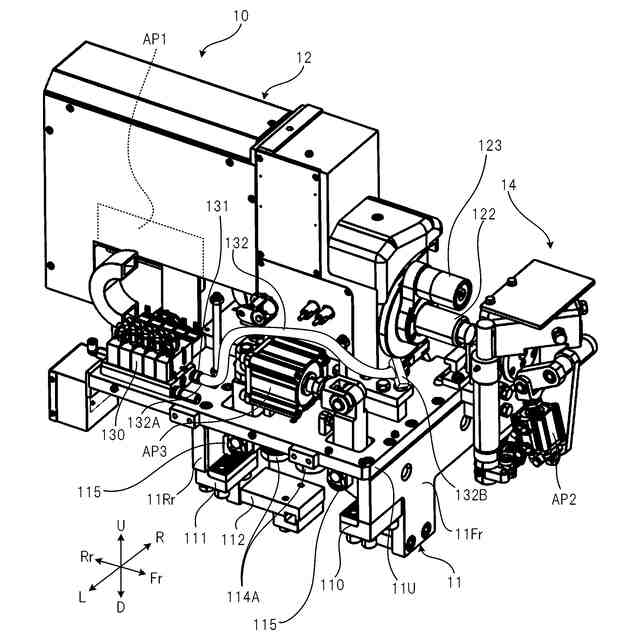
【解決手段】鉄筋加工機は、エアシリンダと、前記エアシリンダによって駆動される可動部と、前記エアシリンダへの空気の供給と前記エアシリンダから排出される空気の回収とを行うユニットと、前記ユニットに設けられた、前記回収された空気の排気口と、前記排気口に一端が接続された管状部材と、を備え、前記管状部材の他端は、前記回収された空気を、鉄筋の加工によって当該鉄筋から剥落する鉄粉が付着し得る前記鉄筋加工機の所定領域に噴射可能な位置に保持されている。
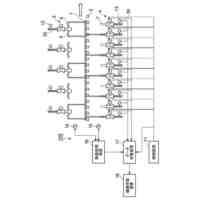
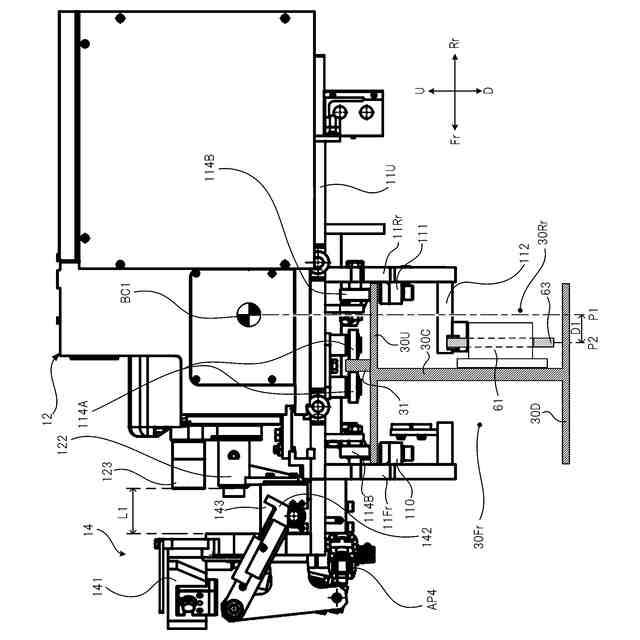
【選択図】図4
特許請求の範囲
【請求項1】
鉄筋加工機であって、
エアシリンダと、
前記エアシリンダによって駆動される可動部と、
前記エアシリンダへの空気の供給と前記エアシリンダから排出される空気の回収とを行うユニットと、
前記ユニットに設けられた、前記回収された空気の排気口と、
前記排気口に一端が接続された管状部材と、を備え、
前記管状部材の他端は、前記回収された空気を、鉄筋の加工によって当該鉄筋から剥落する鉄粉が付着し得る前記鉄筋加工機の所定領域に噴射可能な位置に保持されている鉄筋加工機。
続きを表示(約 770 文字)
【請求項2】
請求項1に記載の鉄筋加工機であって、
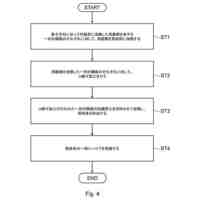
前記エアシリンダは、異なるタイミングで作動する複数個が設けられ、
前記ユニットは、前記複数個のエアシリンダから異なるタイミングで回収した空気を前記排気口から排出する鉄筋加工機。
【請求項3】
請求項1又は2に記載の鉄筋加工機であって、
鉄筋の加工を行う加工ユニットを備え、
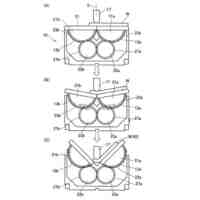
前記加工ユニットは、固定部材と、前記固定部材に対して移動可能な可動ユニットと、を含み、
前記所定領域は、前記固定部材における前記可動ユニットの通過領域及び前記通過領域に隣接する隣接領域の少なくとも一方を含む鉄筋加工機。
【請求項4】
請求項3に記載の鉄筋加工機であって、
前記通過領域は、前記可動ユニットが可動範囲の一端に位置している状態で露出し、前記可動ユニットが可動範囲の他端に位置している状態で前記可動ユニットにより覆われ、
前記隣接領域は、前記可動ユニットが前記可動範囲の他端と一端のいずれにある状態でも露出する鉄筋加工機。
【請求項5】
請求項4に記載の鉄筋加工機であって、
前記可動ユニットは、支点部材と力点部材を含み、可動範囲の前記他端に位置している状態で、前記力点部材によって鉄筋を曲げ加工する鉄筋加工機。
【請求項6】
エアシリンダを含む鉄筋加工機の作動方法であって、
前記エアシリンダへの空気の供給と前記エアシリンダから排出される空気の回収とを行うユニットに設けられた、前記回収された空気の排気口から排出される空気を、鉄筋の加工によって当該鉄筋から剥落する鉄粉が付着し得る前記鉄筋加工機の所定領域に噴射する工程を有する鉄筋加工機の作動方法。
発明の詳細な説明
【技術分野】
【0001】
本開示の技術は、鉄筋加工機及びその作動方法に関する。
続きを表示(約 1,100 文字)
【背景技術】
【0002】
特許文献1には、上下に鉄筋を曲げることのできる鉄筋曲機が記載されている。
【先行技術文献】
【特許文献】
【0003】
特開2009-12029号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
本開示の技術は、鉄筋加工機の保守性を向上させることを目的としている。
【課題を解決するための手段】
【0005】
本開示の技術の一態様は以下の通りである。
【0006】
(1)
鉄筋加工機であって、
エアシリンダと、
上記エアシリンダによって駆動される可動部と、
上記エアシリンダへの空気の供給と上記エアシリンダから排出される空気の回収とを行うユニットと、
上記ユニットに設けられた、上記回収された空気の排気口と、
上記排気口に一端が接続された管状部材と、を備え、
上記管状部材の他端は、上記回収された空気を、鉄筋の加工によってその鉄筋から剥落する鉄粉が付着し得る上記鉄筋加工機の所定領域に噴射可能な位置に保持されている鉄筋加工機。
【0007】
(2)
(1)に記載の鉄筋加工機であって、
上記エアシリンダは、異なるタイミングで作動する複数個が設けられ、
上記ユニットは、上記複数個のエアシリンダから異なるタイミングで回収した空気を上記排気口から排出する鉄筋加工機。
【0008】
(3)
(1)又は(2)に記載の鉄筋加工機であって、
鉄筋の加工を行う加工ユニットを備え、
上記加工ユニットは、固定部材と、上記固定部材に対して移動可能な可動ユニットと、を含み、
上記所定領域は、上記固定部材における上記可動ユニットの通過領域及び上記通過領域に隣接する隣接領域の少なくとも一方を含む鉄筋加工機。
【0009】
(4)
(3)に記載の鉄筋加工機であって、
上記通過領域は、上記可動ユニットが可動範囲の一端に位置している状態で露出し、上記可動ユニットが可動範囲の他端に位置している状態で上記可動ユニットにより覆われ、
上記隣接領域は、上記可動ユニットが上記可動範囲の他端と一端のいずれにある状態でも露出する鉄筋加工機。
【0010】
(5)
(4)に記載の鉄筋加工機であって、
上記可動ユニットは、支点部材と力点部材を含み、可動範囲の上記他端に位置している状態で、上記力点部材によって鉄筋を曲げ加工する鉄筋加工機。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
ヘッダー加工機
5か月前
日伸工業株式会社
プレス加工装置
4か月前
日東精工株式会社
中空軸部品の製造方法
4か月前
株式会社不二越
NC転造盤
4か月前
オムロン株式会社
導線折り曲げ治具
2か月前
トヨタ紡織株式会社
プレス装置
6か月前
株式会社西田製作所
パンチャーヘッド
6か月前
工機ホールディングス株式会社
ニブラ
5か月前
トヨタ紡織株式会社
プレス金型
6か月前
東栄工業株式会社
ダブルデッキヘミング金型
4か月前
株式会社アマダ
曲げ金型
2か月前
トヨタ紡織株式会社
プレス金型
5か月前
トヨタ紡織株式会社
プレス金型
1か月前
トヨタ自動車株式会社
打ち抜き加工装置
15日前
株式会社TMEIC
監視装置
6か月前
トヨタ自動車株式会社
打ち抜き加工方法
5か月前
日鉄建材株式会社
成形装置
29日前
株式会社アマダ
曲げ加工機
4か月前
株式会社トラバース
パンチング加工装置
6か月前
フジテック株式会社
金属棒曲げ工具
1か月前
トヨタ自動車株式会社
電磁鋼板の成形方法
4か月前
ユニプレス株式会社
プレス加工装置
3か月前
ユニオンツール株式会社
転造ダイスセット
4か月前
株式会社三明製作所
転造装置
2か月前
浙江飛剣工貿有限公司
二重片口の製造方法
4か月前
トヨタ自動車株式会社
鋼板部材の製造方法
16日前
トヨタ自動車株式会社
鋼板部材の製造方法
16日前
株式会社吉野機械製作所
プレス機械
4か月前
トヨタ紡織株式会社
プレス金型装置
6か月前
トヨタ自動車株式会社
パイプ曲げ加工装置
7か月前
株式会社不二越
転造加工用平ダイス
7か月前
東京精密発條株式会社
金属板の曲げ加工装置
2か月前
株式会社TMEIC
制御システム
4か月前
株式会社アマダ
プレスブレーキ
3か月前
JFEスチール株式会社
熱延鋼板の製造方法
3か月前
株式会社アマダ
ビード形成方法
10日前
続きを見る
他の特許を見る






 特許ウォッチ
特許ウォッチ