TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025164341
公報種別
公開特許公報(A)
公開日
2025-10-30
出願番号
2024068223
出願日
2024-04-19
発明の名称
回転電機のコアシートのプレス打ち抜き加工装置
出願人
トヨタ自動車株式会社
代理人
個人
,
個人
主分類
H02K
15/027 20250101AFI20251023BHJP(電力の発電,変換,配電)
要約
【課題】 モータコアのコアシートのプレス打ち抜き装置に於いて、パンチプレートの面とダイスプレートの面との間の平行状態の確認を容易に達成できるようにする。
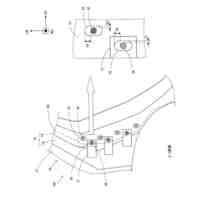
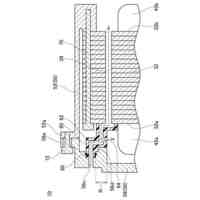
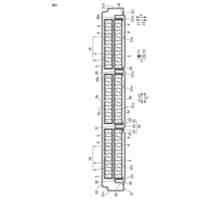
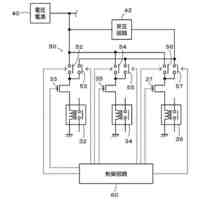
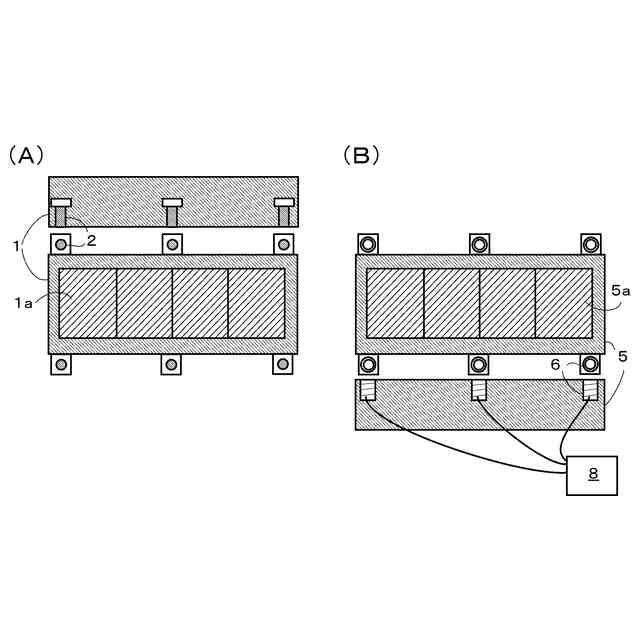
【解決手段】 ブレス打ち抜き加工装置に於いて、パンチプレート1aを担持する第一の基台1とダイスプレート5aを担持する第二の基台5の外周に沿って、間隔を開けて、一方の基台に永久磁石2が固定され、永久磁石の位置に整合して他方の基台にコイル6が固定され、コイルの各々に流れる電流を検出する電流検出手段8が設けられ、第一及び第二の基台が互いに近づき、永久磁石の各々が対応するコイルの各々に近づいたときにコイルの各々に流れる電流の、パンチプレートの面方向とダイスプレートの面方向とが平行であるときに流れる電流との差異に基づいてパンチプレートの面方向と前記ダイスプレートの面方向とが平行であるか否かを判定する。
【選択図】 図2
特許請求の範囲
【請求項1】
パンチプレートを担持する第一の基台と前記パンチプレートに対向して配置されるダイスプレートを担持する第二の基台とを有し、前記パンチプレートと前記ダイスプレートとの間に搬送された電磁鋼板から、モータコアを形成すべく積層されるコアシートを打ち抜くブレス打ち抜き加工装置であって、
前記第一及び第二の基台の外周に沿って、間隔を開けて、永久磁石とコイルとから成る複数の組が、前記第一及び第二の基台の一方に前記永久磁石が固定され、前記永久磁石の位置に整合して前記第一及び第二の基台の他方にコイルが固定されるように配置され、
前記コイルの各々に流れる電流を検出する電流検出手段が設けられ、
前記第一及び第二の基台が互いに近づき、前記永久磁石の各々が対応する前記コイルの各々に近づいたときに前記コイルの各々に流れる電流の、前記パンチプレートの面方向と前記ダイスプレートの面方向とが平行であるときに流れる前記電流との差異に基づいて前記パンチプレートの面方向と前記ダイスプレートの面方向とが平行であるか否かを判定するよう構成されている装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、回転電機のロータコア、ステータコアを、積層されて構成するコアシートを電磁鋼板からプレス打ち抜き加工により形成するための装置に係る。
続きを表示(約 3,600 文字)
【背景技術】
【0002】
回転電機のロータコア、ステータコア(以下、「モータコア」と称する。)は、典型的には、電磁鋼板からプレス打ち抜き加工により形成されたコアシートを積層して構成される。かかるコアシートの形成とコアの構成に関連して種々の技術が提案されている。例えば、特許文献1では、モータコアの製造を中断することなくモータコアの成形条件を調整する技術として、プレス打ち抜き加工により形成されたコアシートを積層してダボカシメによりモータコアを成形するプレス工程と、成形されたモータコアの平行度を測定する測定工程とを繰り返し実施する方法に於いて、測定工程後に実施されるプレス工程では、測定工程で測定された平行度に基づいてプレス金型によるプレス量と、複数の電磁鋼板を積層する枚数とを変更可能にすることが提案されている。特許文献2では、積層される電磁鋼板の加工精度を向上するために、プレス装置に保持された軸部材を鋼板に設けられた積層方向に伸びる孔に通すことによって、鋼板を軸部材に固定した状態で、プレス装置によって、鋼板をプレス加工することが提案されている。なお、コアシートの形成のためのプレス打ち抜き装置ではないが、特許文献3、4では、プレス装置の上型と下型との平行度が調整される構成が提案されている。
【先行技術文献】
【特許文献】
【0003】
特開2022-54225
特開2019-75935
特開2012-125810
特開2017-13071
【発明の概要】
【発明が解決しようとする課題】
【0004】
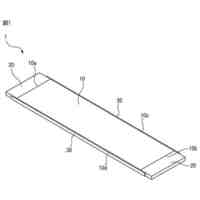
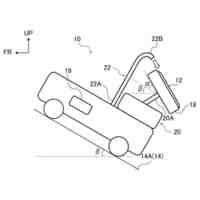
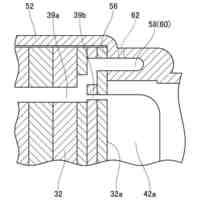
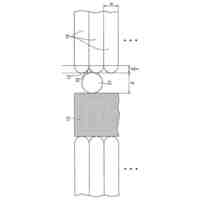
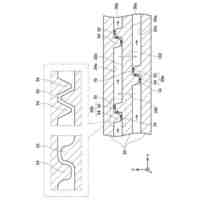
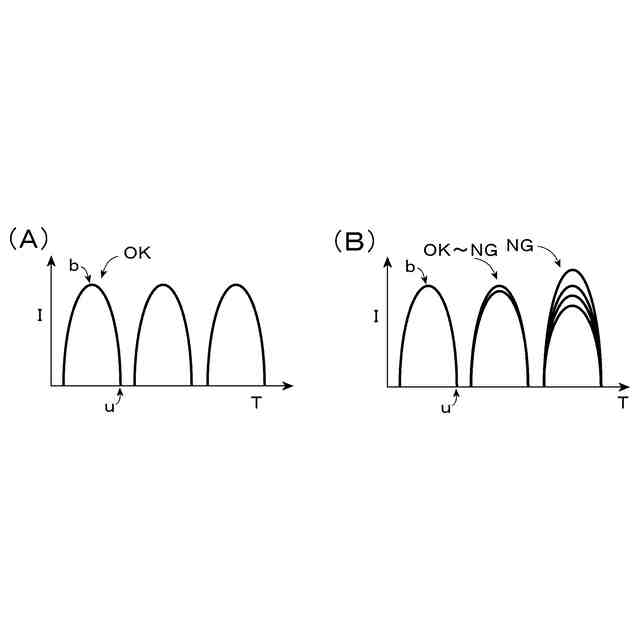
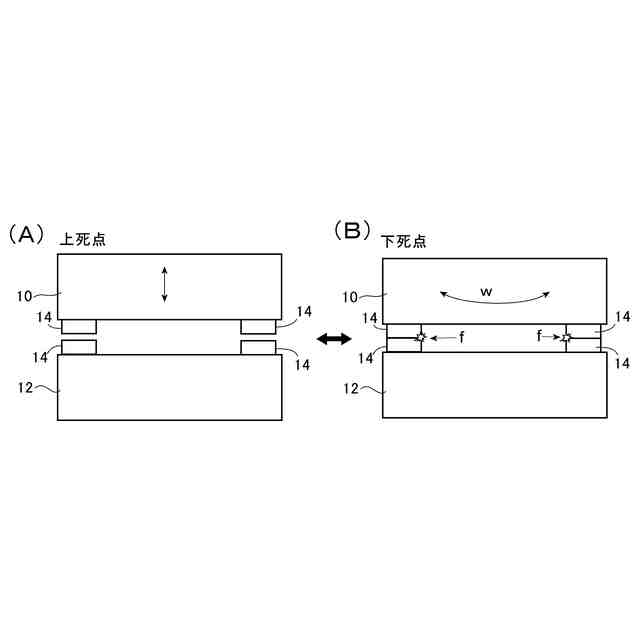
モータコアのためのコアシートのプレス打ち抜き加工に於いては、高い寸法精度と高い生産性とが得られることが好ましい。特に、プレス装置に於いて、コアシートとなる電磁鋼板を挟むパンチプレートの面とダイスプレートの面との、それらが平行である状態からの傾き(ずれ)の度合が大きくなると、積層されたコアシートをカシメ締結したときに、シート間に剥がれが生ずる可能性が高くなるので、パンチプレートの面とダイスプレートの面との平行からのずれが許容範囲内であることを、適時、好ましくは、随時、容易に確認できることが好ましい。この点に関し、従前では、図4に描かれている如く、パンチプレートの面10とダイスプレートの面12のそれぞれの両縁にエンドブロック14が互いに対向するように設けられ、プレス毎に、パンチプレートの面とダイスプレートの面とが近接する下死点でエンドブロックが同時に接触することでパンチプレートとダイスプレートとの面の平行状態が確認されていたところ、下死点で、パンチプレートが撓んだり(w)、エンドブロックが繰り返しの接触(f)により磨耗することで、平行状態を精度よく確認することが困難となる場合があり、また、電磁鋼板の板厚のばらつきに応じてエンドブロックの高さを調整する必要があるなどの煩わしさがあった。
【0005】
上記の事情を鑑み、本発明の主な課題は、コアシートのプレス打ち抜き装置に於いて、パンチプレートとダイスプレートとにエンドブロックを用いることなく、パンチプレートの面とダイスプレートの面との間の平行状態の確認を容易に達成できる構成を提供することである。
【課題を解決するための手段】
【0006】
本発明によれば、上記の課題は、パンチプレートを担持する第一の基台と前記パンチプレートに対向して配置されるダイスプレートを担持する第二の基台とを有し、前記パンチプレートと前記ダイスプレートとの間に搬送された電磁鋼板から、モータコアを形成すべく積層されるコアシートを打ち抜くブレス打ち抜き加工装置であって、
前記第一及び第二の基台の外周に沿って、間隔を開けて、永久磁石とコイルとから成る複数の組が、前記第一及び第二の基台の一方に前記永久磁石が固定され、前記永久磁石の位置に整合して前記第一及び第二の基台の他方にコイルが固定されるように配置され、
前記コイルの各々に流れる電流を検出する電流検出手段が設けられ、
前記第一及び第二の基台が互いに近づき、前記永久磁石の各々が対応する前記コイルの各々に近づいたときに前記コイルの各々に流れる電流の、前記パンチプレートの面方向と前記ダイスプレートの面方向とが平行であるときに流れる前記電流との差異に基づいて前記パンチプレートの面方向と前記ダイスプレートの面方向とが平行であるか否かを判定するよう構成されている装置
によって達成される。
【0007】
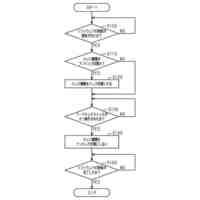
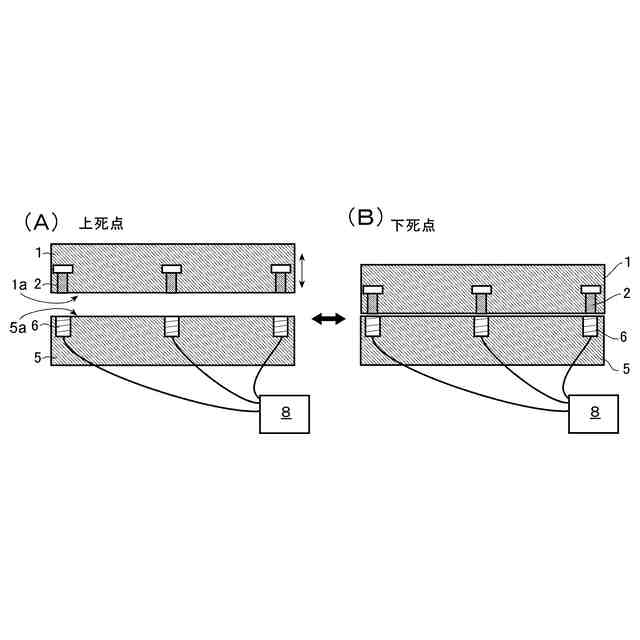
上記の構成に於いて、ブレス打ち抜き加工装置は、通常の態様にて、モータコアを形成すべく積層されるコアシートを打ち抜くためのパンチプレートとダイスプレートとをそれぞれ担持した第一及び第二の基台を有し、パンチプレートとダイスプレートとの間に電磁鋼板が搬送されると、第一及び第二の基台とが近接して、パンチプレートが電磁鋼板をダイスプレートに押圧してダイスプレートに予め構成されているパターンにて、電磁鋼板を打ち抜き、コアシートを形成する装置であってよい。かかる構成に於いて、上記の如く、第一及び第二の基台の外周に沿って、適宜設定されてよい間隔にて、永久磁石とコイルとの複数の組が配置されるところ、そこに於いて、第一及び第二の基台の一方に永久磁石が固定され、この位置に整合して第一及び第二の基台の他方にコイルが固定される。なお、この構成に於いて、第一の基台に複数の永久磁石が固定され、それらの各々に整合して、第二の基台に複数のコイルが固定されてもよく、或いは、第一の基台に複数のコイルが固定され、それらの各々に整合して、第二の基台に永久磁石が固定されてもよい。或いは、第一の基台に永久磁石とコイルが固定され、それらの各々に整合して、第二の基台にコイルと永久磁石が固定されてもよい。そうすると、第一の基台と第二の基台とが互いに接近すると、各コイルに永久磁石が近接することになるので、コイルに電流が流れることとなる。そこで、本発明に於いては、上記の如く、第一及び第二の基台が互いに近づき、永久磁石の各々が対応するコイルの各々に近づいたときに各コイルに流れる電流の、パンチプレートの面方向とダイスプレートの面方向とが平行であるときに流れる電流との差異に基づいてパンチプレートの面方向とダイスプレートの面方向とが平行であるか否かが判定される。なお、電流検出手段は、任意の形式のコイルに流通する電流を検出できる電流計等であってよい。
【0008】
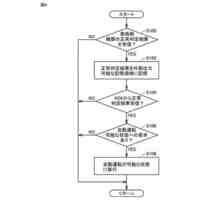
上記の本発明の構成によれば、第一及び第二の基台が、電磁鋼板を打ち抜くべく、近接と離隔をする毎に、永久磁石がそれに整合したコイルに対して近接と離隔をするので、コイルに電流が流れるところ、もしパンチプレートの面に対してダイスプレートの面が傾いて、両面の平行状態が崩れると、その電流がパンチプレートの面とダイスプレートの面とが平行であるときと異なることとなり、かくして、電磁鋼板の打ち抜き加工の実施中に、パンチプレートの面とダイスプレートの面とが平行状態を保っているか否かの確認が容易に達成できることとなる。
【0009】
上記の本発明の構成に於いて、好適には、パンチプレートの面方向とダイスプレートの面方向とが平行であれば、即ち、パンチプレートとダイスプレートの互いの面方向の間に傾きが無ければ、第一及び第二の基台が互いに近づき、永久磁石の各々が対応するコイルの各々に近づいたときにコイルの全てに於いて等しい電流が流れるように各永久磁石とコイルとの組が調整されていてよい。なお、永久磁石とコイルとの組の調整に於いては、永久磁石の磁力、コイルの巻数や大きさなどの仕様が適宜調整される。かかる構成によれば、もしパンチプレートの面に対してダイスプレートの面が傾いて、両面の平行状態が崩れると、コイルに流れる電流が互いに異なることとなり、かくして、電磁鋼板の打ち抜き加工の実施中に、パンチプレートの面とダイスプレートの面とが平行状態を保っているか否かの確認がより容易に達成できることとなる。
【0010】
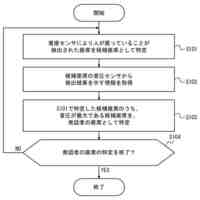
上記の構成に於いて、各コイル流れる電流の差、或いは、コイル間で流れる電流の差は、パンチプレートの面に対するダイスプレートの面の傾きの大きさに対応して増大するので、パンチプレートの面に対するダイスプレートの面の傾きの許容できない大きさに対応する電流の差が検知されたときには、電磁鋼板の打ち抜き加工を中断して、パンチプレートの面に対するダイスプレートの面の傾きの調整が実行されてよい
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
トヨタ自動車株式会社
方法
22日前
トヨタ自動車株式会社
車両
今日
トヨタ自動車株式会社
電池
19日前
トヨタ自動車株式会社
車体
15日前
トヨタ自動車株式会社
車両
6日前
トヨタ自動車株式会社
車両
6日前
トヨタ自動車株式会社
方法
14日前
トヨタ自動車株式会社
車両
14日前
トヨタ自動車株式会社
車両
13日前
トヨタ自動車株式会社
治具
7日前
トヨタ自動車株式会社
方法
13日前
トヨタ自動車株式会社
車両
19日前
トヨタ自動車株式会社
車両
12日前
トヨタ自動車株式会社
車両
8日前
トヨタ自動車株式会社
方法
13日前
トヨタ自動車株式会社
方法
12日前
トヨタ自動車株式会社
方法
22日前
トヨタ自動車株式会社
電池
今日
トヨタ自動車株式会社
電池
12日前
トヨタ自動車株式会社
車両
21日前
トヨタ自動車株式会社
サーバ
9日前
トヨタ自動車株式会社
正極層
12日前
トヨタ自動車株式会社
モータ
14日前
トヨタ自動車株式会社
自動車
13日前
トヨタ自動車株式会社
飛行体
19日前
トヨタ自動車株式会社
モータ
9日前
トヨタ自動車株式会社
モータ
20日前
トヨタ自動車株式会社
電動機
12日前
トヨタ自動車株式会社
蓄電装置
6日前
トヨタ自動車株式会社
蓄電装置
6日前
トヨタ自動車株式会社
塗工装置
14日前
トヨタ自動車株式会社
燃料電池
14日前
トヨタ自動車株式会社
蓄電装置
15日前
トヨタ自動車株式会社
制御装置
9日前
トヨタ自動車株式会社
蓄電装置
9日前
トヨタ自動車株式会社
電源装置
19日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ