TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025085319
公報種別
公開特許公報(A)
公開日
2025-06-05
出願番号
2023199115
出願日
2023-11-24
発明の名称
ワークの製造方法、及びその製造装置
出願人
日東電工株式会社
代理人
弁理士法人まこと国際特許事務所
主分類
B26F
1/20 20060101AFI20250529BHJP(切断手工具;切断;切断機)
要約
【課題】 ウェブを打ち抜いてワークを製造する過程で、ワークの縁部の湾曲を抑制する。
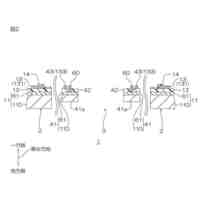
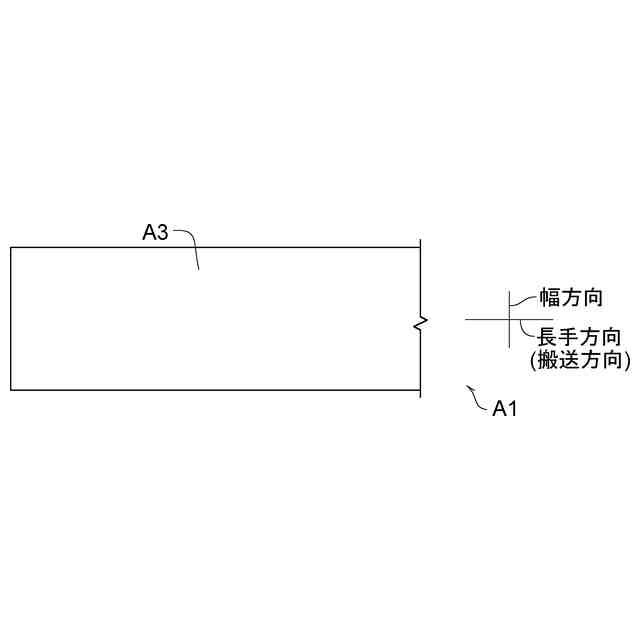
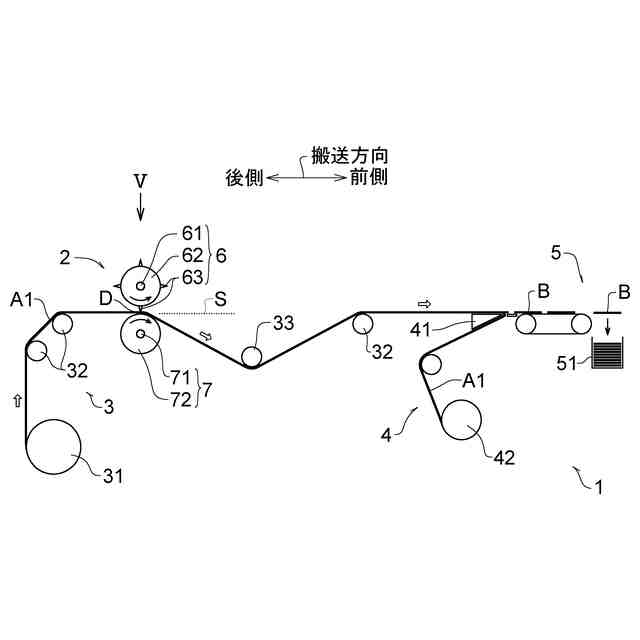
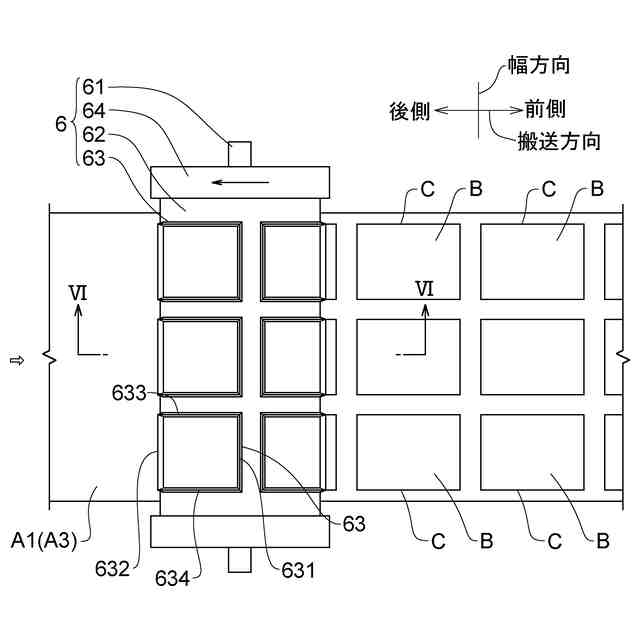
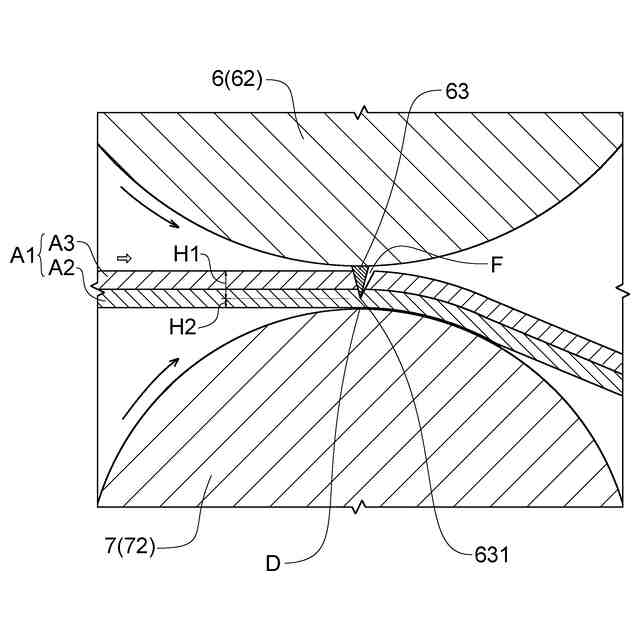
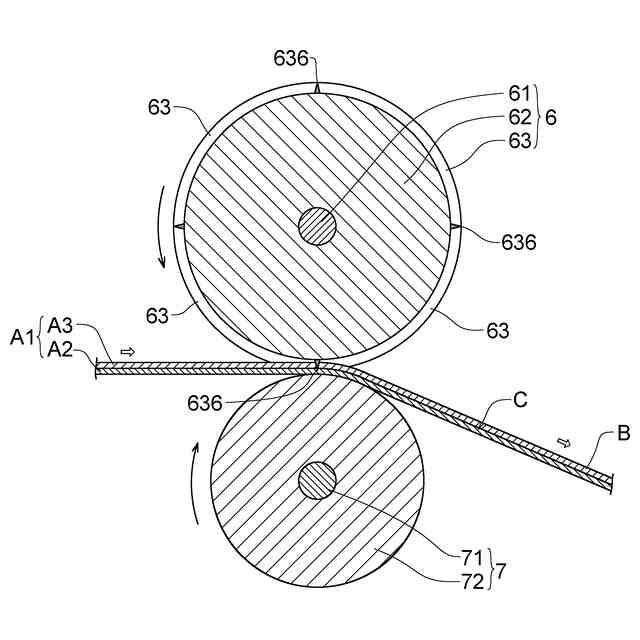
【解決手段】 長尺帯状のウェブA1を搬送し、ダイロール6及びアンビルロール7を有するロータリーダイカッター2の、前記ダイロール6とアンビルロール7の間に前記ウェブA1を通過させることにより、ワークBの輪郭を画成する切込み線Cを前記ウェブA1に形成するワークBの製造方法において、前記ロータリーダイカッター2の出側において、前記ウェブA1を前記アンビルロール7側に変位させて搬送する。
【選択図】 図6
特許請求の範囲
【請求項1】
長尺帯状のウェブを搬送し、ダイロール及びアンビルロールを有するロータリーダイカッターの、前記ダイロールとアンビルロールの間に前記ウェブを通過させることにより、ワークの輪郭を画成する切込み線を前記ウェブに形成するワークの製造方法において、
前記ロータリーダイカッターの出側において、前記ウェブを前記アンビルロール側に変位させて搬送する、ワークの製造方法。
続きを表示(約 900 文字)
【請求項2】
長尺帯状のウェブを搬送し、ダイロール及びアンビルロールを有するロータリーダイカッターの、前記ダイロールとアンビルロールの間に前記ウェブを通過させることにより、ワークの輪郭を画成する切込み線を前記ウェブに形成するワークの製造方法において、
前記ロータリーダイカッターの出側において、前記ウェブを前記アンビルロールの外周面に沿わせて搬送する、ワークの製造方法。
【請求項3】
前記ロータリーダイカッターの出側において、前記ワークを前記ウェブから分離することなく、前記ウェブを搬送する、請求項1または2に記載のワークの製造方法。
【請求項4】
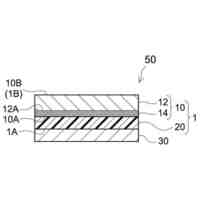
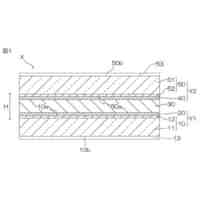
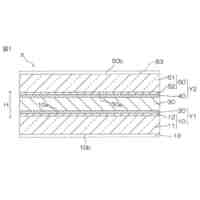
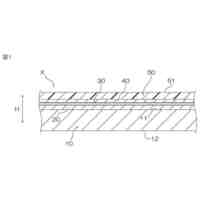
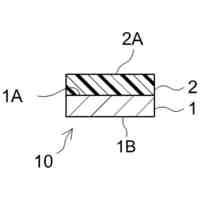
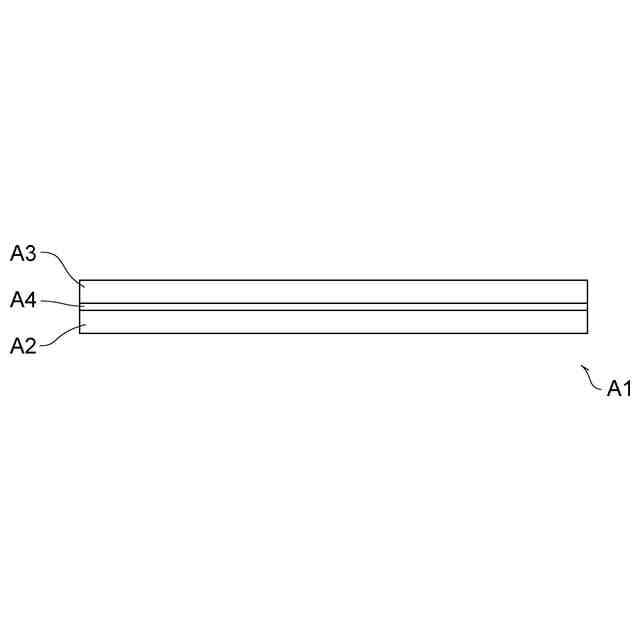
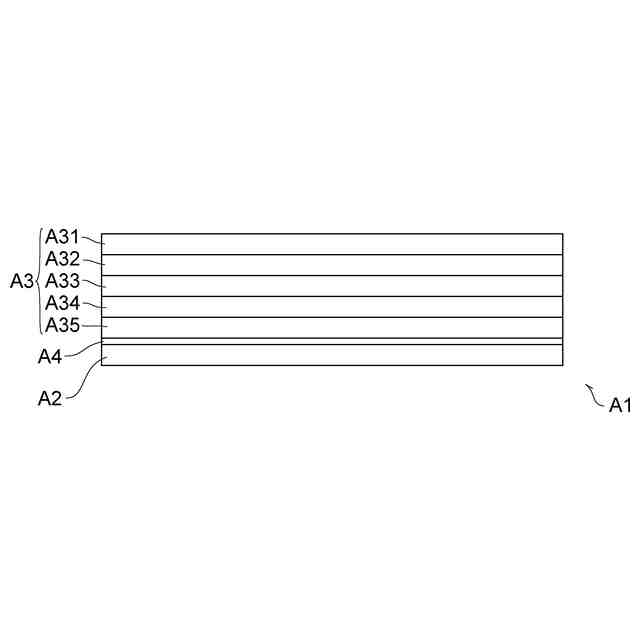
前記ウェブが、支持フィルムと、前記支持フィルム上に積層された加工フィルムと、を有し、
前記ダイロールによって、前記支持フィルムを完全に切り込むことなく、前記加工フィルムに前記切込み線を形成する、請求項1または2に記載のワークの製造方法。
【請求項5】
前記ロータリーダイカッターの入側において、前記ダイロールの回転軸の中心と前記アンビルロールの回転軸の中心とを結んだ線に対して直交する方向に前記ウェブを搬送し、前記ダイロールとアンビルロールの間に通過させる、請求項1または2に記載のワークの製造方法。
【請求項6】
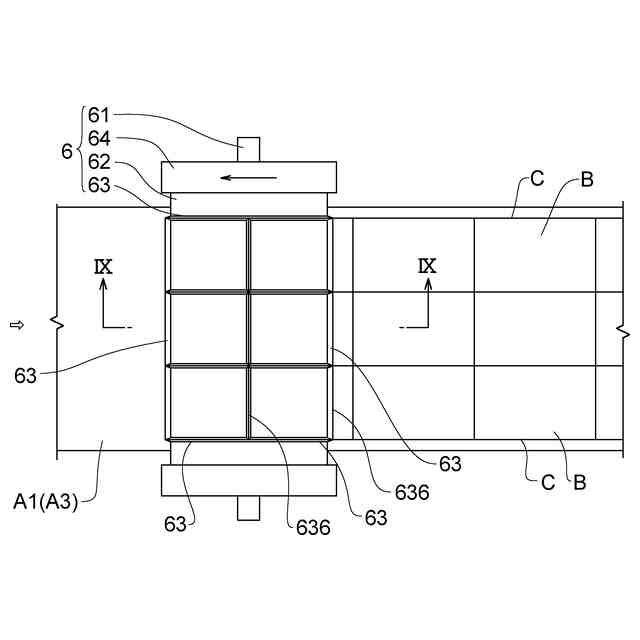
ダイロール及びアンビルロールを有するロータリーダイカッターと、前記ダイロールの入側から出側にかけて長尺帯状のウェブを搬送する搬送部と、を有し、前記搬送部によって前記ダイロールとアンビルロールの間に前記ウェブを通過させることにより、ワークの輪郭を画成する切込み線を形成するワークの製造装置であって、
前記搬送部が、前記ロータリーダイカッターの出側において、前記ウェブの搬送経路を前記アンビルロール側に変位させる誘導ロールを有する、ワークの製造装置。
【請求項7】
前記搬送部が、前記ロータリーダイカッターの出側において、前記ワークを前記ウェブから分離することなく、前記ウェブを搬送する、請求項6に記載のワークの製造装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ウェブに切込み線を形成し、ウェブからワークを製造する方法及び装置に関する。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
従来、ロータリーダイカッターのダイロールとアンビルロールの間に長尺帯状のウェブを通過させることにより、ウェブに切込み線を形成し、前記切込み線で囲われた範囲をウェブから分離することにより、ワークを得ることができる(例えば、特許文献1)。
【先行技術文献】
【特許文献】
【0003】
特開2013-202768号公報
【発明の概要】
【0004】
しかしながら、ロータリーダイカッターを用いてワークを製造すると、ワークの縁部が湾曲する場合がある。
【発明が解決しようとする課題】
【0005】
本発明の目的は、縁部の湾曲が抑制されたワークを得ることができる方法及びその装置を提供することである。
【課題を解決するための手段】
【0006】
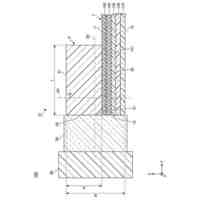
本発明者等は、上記のように湾曲が生じる原因について鋭意研究した。具体的には、本発明者等は、上記湾曲が、ワークの縁部のうちウェブの搬送方向後側の縁部に生じ易いという事象に着目した。図10に示すように、ウェブ100は、ダイロール600の回転軸の中心とアンビルロール700の回転軸の中心とを結んだ線に対して直交する方向に搬送される。ウェブ100の搬送に同期して回転するダイロール600は、その刃部の刃先のうちウェブの搬送方向前側に位置する刃先が最初にウェブに進入し、ウェブの搬送方向後側に位置する刃先が、最後にウェブに進入した後、ウェブから離れる。刃部630はダイロールの外周面から突出されているので、刃部630の刃先6310の周速は、当該刃部630の刃元の周速に比して速くなる。このため、図11に示すように、ウェブ100の搬送方向後側の刃部630の刃先6310がウェブ100から離れる際に、その刃先6310がワークWの縁部W1を跳ね上げる。その結果、ワークWに湾曲が生じたり、さらに、ワークWの縁部W1付近に皺が生じることを突き止めた。本発明者等は、かかる原因解明の下、上記課題を解決した。
【0007】
第1形態に係るワークの製造方法は、長尺帯状のウェブを搬送し、ダイロール及びアンビルロールを有するロータリーダイカッターの、前記ダイロールとアンビルロールの間に前記ウェブを通過させることにより、ワークの輪郭を画成する切込み線を前記ウェブに形成するワークの製造方法において、前記ロータリーダイカッターの出側において、前記ウェブを前記アンビルロール側に変位させて搬送する。
第2形態に係るワークの製造方法は、長尺帯状のウェブを搬送し、ダイロール及びアンビルロールを有するロータリーダイカッターの、前記ダイロールとアンビルロールの間に前記ウェブを通過させることにより、ワークの輪郭を画成する切込み線を前記ウェブに形成するワークの製造方法において、前記ロータリーダイカッターの出側において、前記ウェブを前記アンビルロールの外周面に沿わせて搬送する。
【0008】
第3形態に係るワークの製造方法は、上記第1又は第2形態に係る製造方法において、前記ロータリーダイカッターの出側において、前記ワークを前記ウェブから分離することなく、前記ウェブを搬送する。
第4形態に係るワークの製造方法は、上記第1乃至第3形態の何れかに係る製造方法において、前記ウェブが、支持フィルムと、前記支持フィルム上に積層された加工フィルムと、を有し、前記ダイロールによって、前記支持フィルムを完全に切り込むことなく、前記加工フィルムに前記切込み線を形成する。
第5形態に係るワークの製造方法は、上記第1乃至第4形態の何れかに係る製造方法において、前記ロータリーダイカッターの入側において、前記ダイロールの回転軸の中心と前記アンビルロールの回転軸の中心とを結んだ線に対して直交する方向に前記ウェブを搬送し、前記ダイロールとアンビルロールの間に通過させる。
【0009】
本発明の別の局面によれば、ワークの製造装置を提供する。
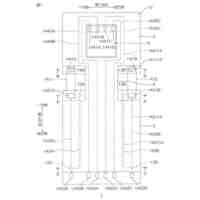
第1形態に係るワークの製造装置は、ダイロール及びアンビルロールを有するロータリーダイカッターと、前記ダイロールの入側から出側にかけて長尺帯状のウェブを搬送する搬送部と、を有し、前記搬送部によって前記ダイロールとアンビルロールの間に前記ウェブを通過させることにより、ワークの輪郭を画成する切込み線を形成するワークの製造装置であって、前記搬送部が、前記ロータリーダイカッターの出側において、前記ウェブの搬送経路を前記アンビルロール側に変位させる誘導ロールを有する。
第2形態に係るワークの製造装置は、上記第1形態の製造装置において、前記搬送部が、前記ロータリーダイカッターの出側において、前記ワークを前記ウェブから分離することなく、前記ウェブを搬送する。
【発明の効果】
【0010】
上記ワークの製造方法及び製造装置を用いてワークを製造することにより、ワークの縁部に湾曲や皺が発生することを抑制できる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日東電工株式会社
分離膜
1か月前
日東電工株式会社
通気部材
2か月前
日東電工株式会社
粘着シート
2か月前
日東電工株式会社
断熱シート
2か月前
日東電工株式会社
配線回路基板
10日前
日東電工株式会社
積層フィルム
1か月前
日東電工株式会社
調光フィルム
1か月前
日東電工株式会社
配線回路基板
3か月前
日東電工株式会社
調光フィルム
1か月前
日東電工株式会社
配線回路基板
1か月前
日東電工株式会社
配線回路基板
1か月前
日東電工株式会社
配線回路基板
1か月前
日東電工株式会社
反射フィルム
2か月前
日東電工株式会社
配線回路基板
10日前
日東電工株式会社
表面保護シート
3か月前
日東電工株式会社
積層光学フィルム
1か月前
日東電工株式会社
積層光学フィルム
1か月前
日東電工株式会社
積層体の製造方法
2か月前
日東電工株式会社
透明導電性フィルム
2か月前
日東電工株式会社
透明導電性フィルム
2か月前
日東電工株式会社
炭酸塩生成システム
13日前
日東電工株式会社
透明導電性フィルム
2か月前
日東電工株式会社
透明導電性フィルム
2か月前
日東電工株式会社
積層フィルムの製造方法
5日前
日東電工株式会社
長尺状積層体の製造方法
3日前
日東電工株式会社
防汚フィルムの製造方法
1か月前
日東電工株式会社
長尺状積層体の製造方法
3日前
日東電工株式会社
延伸フィルムの製造方法
1か月前
日東電工株式会社
長尺状積層体の製造方法
3日前
日東電工株式会社
積層フィルムの製造方法
5日前
日東電工株式会社
位相差フィルムの製造方法
1か月前
日東電工株式会社
積層体および反射フィルム
1か月前
日東電工株式会社
樹脂発泡体および発泡部材
2か月前
日東電工株式会社
樹脂発泡体および発泡部材
2か月前
日東電工株式会社
プラスチック光ファイバー
17日前
日東電工株式会社
導光フィルム、及び照明装置
3か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ