TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025116747
公報種別
公開特許公報(A)
公開日
2025-08-08
出願番号
2024011363
出願日
2024-01-29
発明の名称
長尺状積層体の製造方法
出願人
日東電工株式会社
代理人
弁理士法人籾井特許事務所
主分類
G02B
5/30 20060101AFI20250801BHJP(光学)
要約
【課題】高温であっても高い延伸倍率で延伸可能な長尺状積層体の製造方法を提供すること。
【解決手段】本発明によれば、樹脂基材と、結晶化度が45%~55%であるポリビニルアルコール系樹脂層と、を有する長尺状積層体を製造する方法が提供される。この製造方法は、該樹脂基材と、該ポリビニルアルコール系樹脂層と、を有する中間積層体を、把持手段としての複数のクリップを備えるテンター延伸装置を用いて、該中間積層体を長手方向に延伸すること、および、幅方向に収方向に収縮することを含む延伸収縮処理を含み、該延伸収縮処理において、該長手方向への延伸倍率N(倍)と、該幅方向への収縮率ΔW(%)とが、0.135<ΔW/N<0.145を満たす。
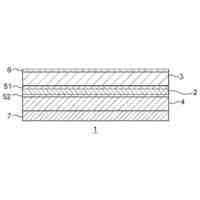
【選択図】図6
特許請求の範囲
【請求項1】
樹脂基材と、結晶化度が45%~55%であるポリビニルアルコール系樹脂層と、を有する長尺状積層体を製造する方法であって、
把持手段としての複数のクリップを備えるテンター延伸装置を用いて、樹脂基材と、ポリビニルアルコール系樹脂層と、を有する中間積層体を長手方向に延伸すること、および、幅方向に収方向に収縮することを含む延伸収縮処理を含み、
該延伸収縮処理において、該長手方向への延伸倍率N(倍)と、該幅方向への収縮率ΔW(%)とが、0.135<ΔW/N<0.145を満たす、長尺状積層体の製造方法。
続きを表示(約 430 文字)
【請求項2】
前記長手方向への延伸倍率Nが、2.0倍~3.5倍である、請求項1に記載の長尺状積層体の製造方法。
【請求項3】
他の延伸工程をさらに含み、前記長尺状積層体の製造方法における総延伸倍率が、5.0倍~6.0倍である、請求項2に記載の長尺状積層体の製造方法。
【請求項4】
前記延伸収縮処理が、処理温度150℃以上で中間積層体を長手方向に延伸すること、および、幅方向に収縮することを含む第1の延伸収縮処理を含む、請求項1に記載の長尺状積層体の製造方法。
【請求項5】
前記延伸収縮処理が、前記第1の延伸収縮処理に次いで、処理温度150℃未満で前記中間積層体を長手方向に延伸すること、および、幅方向に収縮することを含む第2の延伸収縮処理をさらに含む、請求項4に記載の長尺状積層体の製造方法。
【請求項6】
請求項1から5のいずれかに記載の製造方法により得られた、長尺状積層体。
発明の詳細な説明
【技術分野】
【0001】
本発明は、長尺状積層体の製造方法に関する。より詳細には、本発明は、テンター延伸装置を用いた長尺状積層体の製造方法に関する。
続きを表示(約 2,600 文字)
【背景技術】
【0002】
樹脂フィルムは延伸処理されることにより、物理的な強度、耐熱性、表面特性、および、透湿性等の様々な特性が付与され得る。そのため、延伸処理された樹脂フィルムが様々な用途に用いられている(例えば、特許文献1および2)。
【先行技術文献】
【特許文献】
【0003】
国際公開第2023/120642号
特許第7168115号
【発明の概要】
【発明が解決しようとする課題】
【0004】
樹脂フィルムの各種特性(例えば、強度)を高める手段として、熱処理を行うことが知られている。しかしながら、より高い温度で熱処理を行うと樹脂フィルムの延伸性が低下し、延伸処理により得られ得る特性が樹脂フィルムに十分付与されないおそれがある。また、フィルムの破断等により、延伸自体が行えないおそれもある。したがって、高温であっても高い延伸倍率で延伸可能な製造方法が求められている。本発明はこの課題を解決するためになされたものであり、その主たる目的は、高温であっても高い延伸倍率で延伸可能な長尺状積層体の製造方法を提供することにある。
【課題を解決するための手段】
【0005】
1.本発明の実施形態の長尺状積層体の製造方法は、樹脂基材と、結晶化度が45%~55%であるポリビニルアルコール系樹脂層と、を有する長尺状積層体を製造する方法であって、把持手段としての複数のクリップを備えるテンター延伸装置を用いて、樹脂基材と、ポリビニルアルコール系樹脂層と、を有する中間積層体を長手方向に延伸すること、および、幅方向に収方向に収縮することを含む延伸収縮処理を含み、該延伸収縮処理において、該長手方向への延伸倍率N(倍)と、該幅方向への収縮率ΔW(%)とが、0.135<ΔW/N<0.145を満たす。
2.上記1に記載の長尺状積層体の製造方法において、上記長手方向への延伸倍率Nは、2.0倍~3.5倍であってもよい。
3.上記1または2に記載の長尺状積層体の製造方法は、他の延伸工程をさらに含み、長尺状積層体の製造方法における総延伸倍率は、5.0倍~6.0倍であってもよい。
4.上記1から3のいずれかに記載の長尺状積層体の製造方法において、上記延伸収縮処理は、処理温度150℃以上で中間積層体を長手方向に延伸すること、および、幅方向に収縮することを含む第1の延伸収縮処理を含んでいてもよい。
5.上記4に記載の長尺状積層体の製造方法において、上記延伸収縮処理は、上記第1の延伸収縮処理に次いで、処理温度150℃未満で上記中間積層体を長手方向に延伸すること、および、幅方向に収縮することを含む第2の延伸収縮処理をさらに含んでいてもよい。
6.本発明の実施形態の別の局面においては長尺状積層体が提供される。この長尺状積層体は、上記1から5のいずれかに記載の長尺状積層体の製造方法により得られる。
【発明の効果】
【0006】
本発明の実施形態によれば、高温であっても高い延伸倍率で延伸可能な長尺状積層体の製造方法が得られ得る。また、本発明の実施形態の長尺状積層体の製造方法によれば、高温で延伸した場合であってもフィルムの破断を抑制し、効率よく優れた特性を有する長尺状積層体が製造され得る。
【図面の簡単な説明】
【0007】
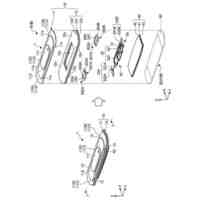
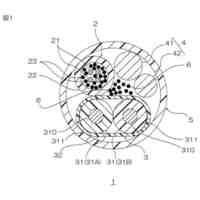
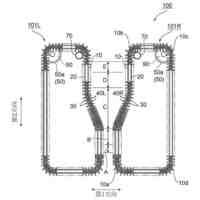
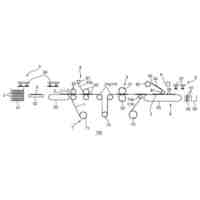
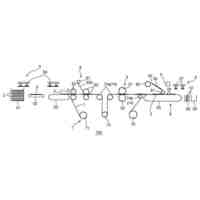
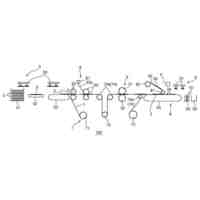
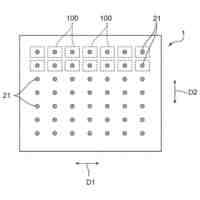
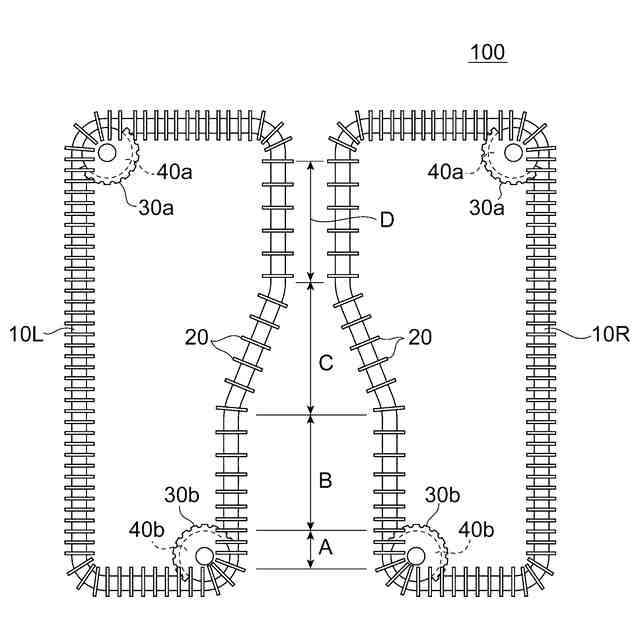
本発明の製造方法に用いられ得る延伸装置の一例の全体構成を説明する概略平面図である。
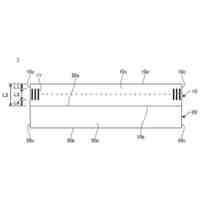
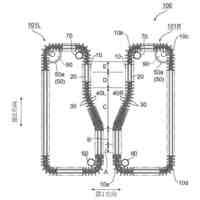
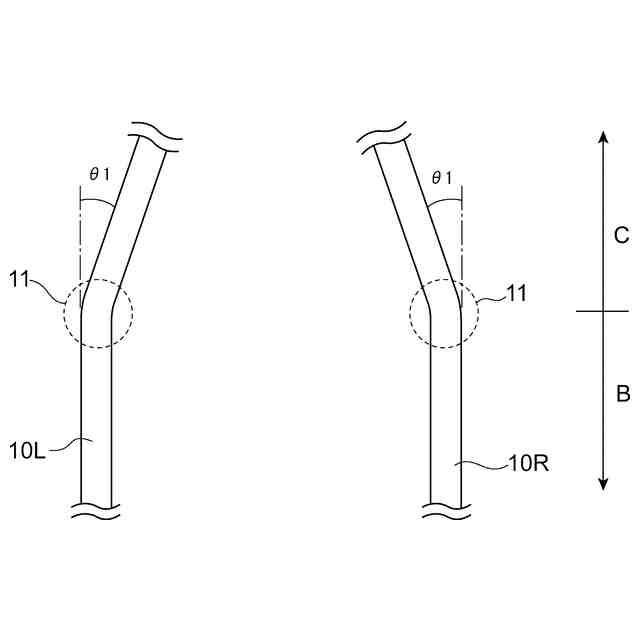
図1の延伸装置の要部概略平面図である。
図1の延伸装置の要部概略平面図である。
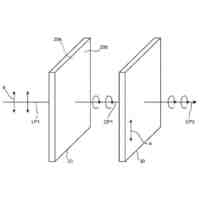
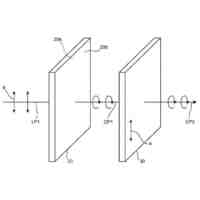
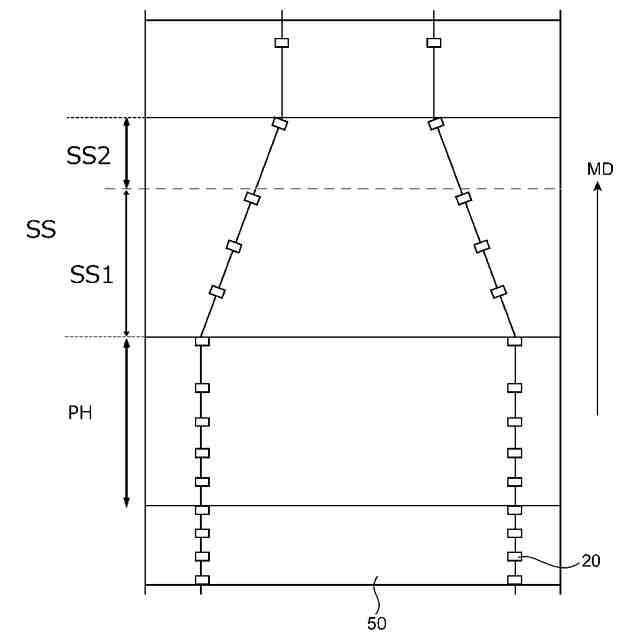
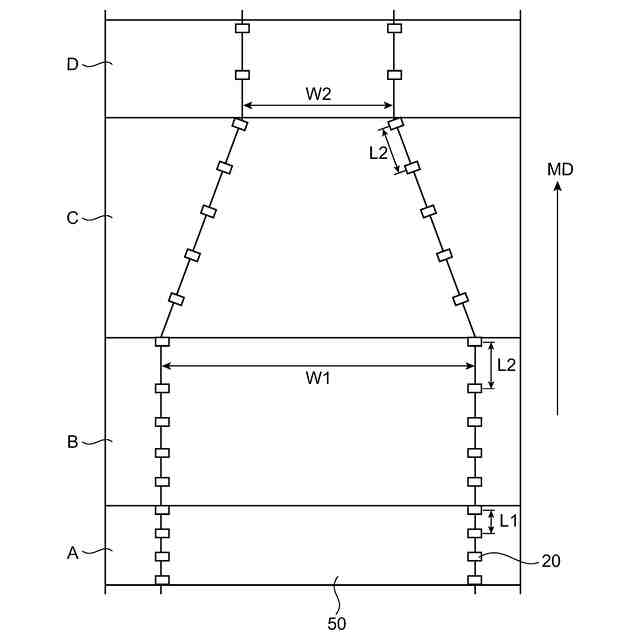
MD延伸・TD収縮工程の一例を説明する概略図である。
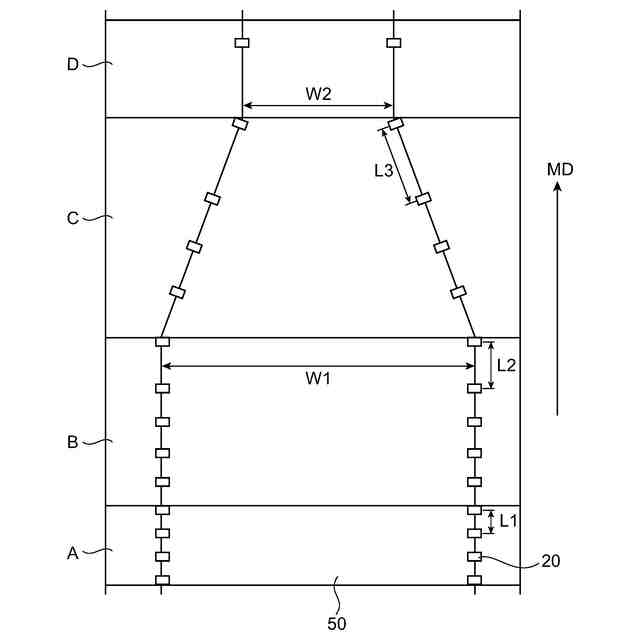
MD延伸・TD収縮工程の別の一例を説明する概略図である。
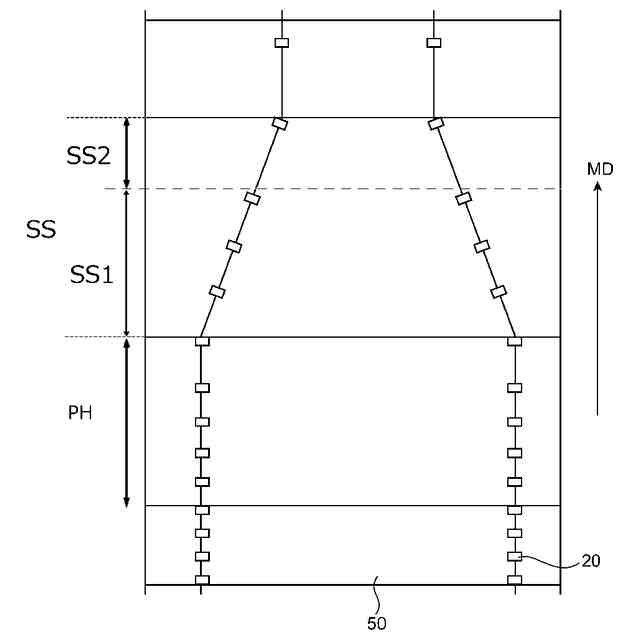
第1の延伸収縮処理、および、第2の延伸収縮処理を含むMD延伸・TD収縮工程の一例を説明する概略図である。
【発明を実施するための形態】
【0008】
A.長尺状積層体の製造方法
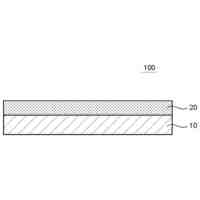
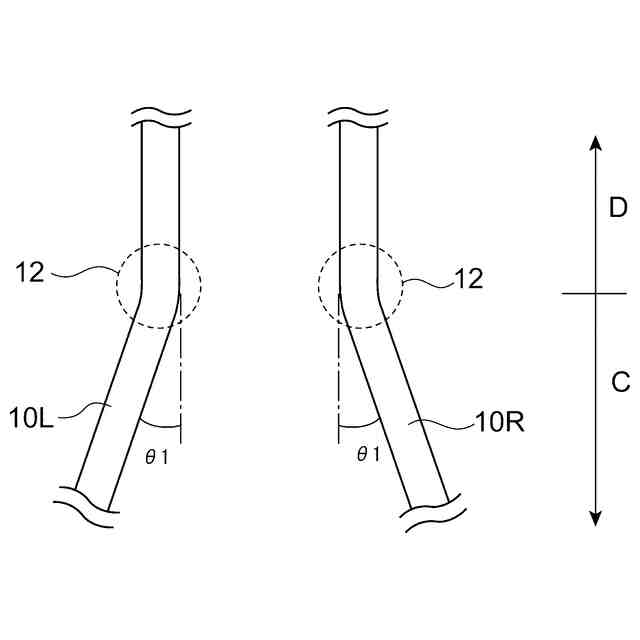
本発明の実施形態の製造方法は、樹脂基材と、結晶化度が45%~55%であるポリビニルアルコール(以下、PVAともいう)系樹脂層と、を有する長尺状積層体を製造する方法である。本発明の実施形態の長尺状積層体の製造方法は、把持手段としての複数のクリップを備えるテンター延伸装置を用いて、樹脂基材と、ポリビニルアルコール系樹脂層と、を有する中間積層体を、長手方向に延伸すること、および、幅方向に収方向に収縮することを含む延伸収縮処理を含む。具体的には、長手方向の延伸は、長尺状の樹脂フィルムの搬送方向におけるクリップ間隔を拡大することを含み、幅方向の収縮は、幅方向のクリップ間隔を減少することを含む。本発明の実施形態の長尺状積層体の製造方法は、長手方向への延伸倍率N(倍)と、幅方向への収縮率ΔW(%)とが、0.135<ΔW/N<0.145を満たす。延伸収縮処理において、長手方向への延伸倍率Nと幅方向への収縮率ΔWとが上記の関係を満たしていれば、延伸性が向上し得る。また、幅方向への収縮率を調整することにより、高い倍率で延伸する際の課題(例えば、フィルムの破断)を解消し得る。また、高温(例えば、150℃以上)でも破断等の不具合の発生を抑制し、中間積層体をより高い温度で、より高い延伸倍率で延伸することが可能となり得る。その結果、結晶化度が45%~55%であるポリビニルアルコール系樹脂層を有する長尺状積層体が得られ得る。また、より高い温度で、高い延伸倍率で延伸することで、様々な特性をPVA系樹脂層に付与し得る。
【0009】
ΔW/Nは、好ましくは0.137<ΔW/N<0.143を満たし、より好ましくは0.138<ΔW/N<0.140を満たす。ΔW/Nが上記範囲であれば、高温であっても高い延伸倍率、および、高い収縮率で中間積層体の延伸収縮処理を行うことができ、例えば、より高い結晶化度を有するPVA系樹脂層を有する長尺状積層体が得られ得る。
【0010】
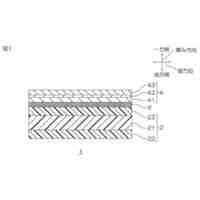
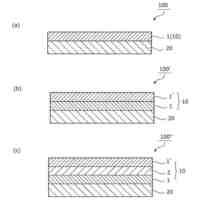
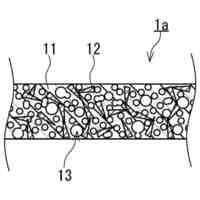
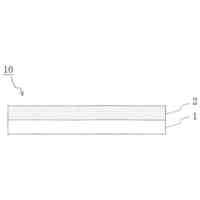
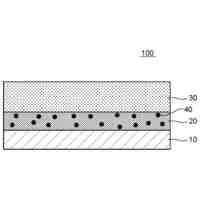
A-1.中間積層体の作製
中間積層体は、樹脂基材上にPVA系樹脂層を形成することにより作製される。樹脂基材は、PVA系樹脂層を片側から支持し得る限り、任意の適切な構成とされる。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
日東電工株式会社
通気構造
1か月前
日東電工株式会社
光学積層体
9日前
日東電工株式会社
光学積層体
22日前
日東電工株式会社
生体センサ
1か月前
日東電工株式会社
反射フィルム
1か月前
日東電工株式会社
偏光フィルム
16日前
日東電工株式会社
複合ケーブル
29日前
日東電工株式会社
ガラス樹脂複合体
29日前
日東電工株式会社
偏光子の製造方法
1か月前
日東電工株式会社
調光用導電性フィルム
8日前
日東電工株式会社
光学積層体の製造方法
24日前
日東電工株式会社
延伸フィルムの製造方法
8日前
日東電工株式会社
延伸フィルムの製造方法
8日前
日東電工株式会社
ウレア化合物の製造方法
2日前
日東電工株式会社
搬送キャリアの再利用方法
24日前
日東電工株式会社
表示システムおよび表示体
29日前
日東電工株式会社
フィルムチップの製造方法
29日前
日東電工株式会社
表示システムおよび表示体
29日前
日東電工株式会社
表示システムおよび表示体
29日前
日東電工株式会社
フィルムチップの製造方法
29日前
日東電工株式会社
フィルムチップの製造方法
29日前
日東電工株式会社
表示システムおよび表示体
29日前
日東電工株式会社
スパイラル型膜モジュール
10日前
日東電工株式会社
発泡体、部材、及び放熱構造
8日前
日東電工株式会社
粘着剤および/または接着剤
1か月前
日東電工株式会社
半導体ウエハ加工用粘着テープ
1か月前
日東電工株式会社
光学積層体および表示システム
24日前
日東電工株式会社
光学フィルムチップの製造方法
1か月前
日東電工株式会社
半導体ウエハ加工用粘着シート
1か月前
日東電工株式会社
光学積層体および画像表示装置
1か月前
日東電工株式会社
積層ホログラム素子の製造方法
1か月前
日東電工株式会社
複合体、及び、複合体の製造方法
2日前
日東電工株式会社
光学部材の製造方法および光学積層体
1か月前
日東電工株式会社
多層断熱材及び多層断熱材の製造方法
24日前
日東電工株式会社
解析装置、解析方法及び解析プログラム
1か月前
日東電工株式会社
光学積層体および光学積層体の製造方法
22日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ