TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025097751
公報種別
公開特許公報(A)
公開日
2025-07-01
出願番号
2023214111
出願日
2023-12-19
発明の名称
積層鋼板の製造方法
出願人
トヨタ自動車株式会社
代理人
個人
主分類
H02K
15/02 20250101AFI20250624BHJP(電力の発電,変換,配電)
要約
【課題】モータのトルクを確保しつつ、ロータコアの積層鋼板の外周ブリッジを強化することが可能な積層鋼板の製造方法を提供する。
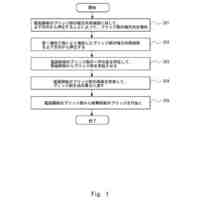
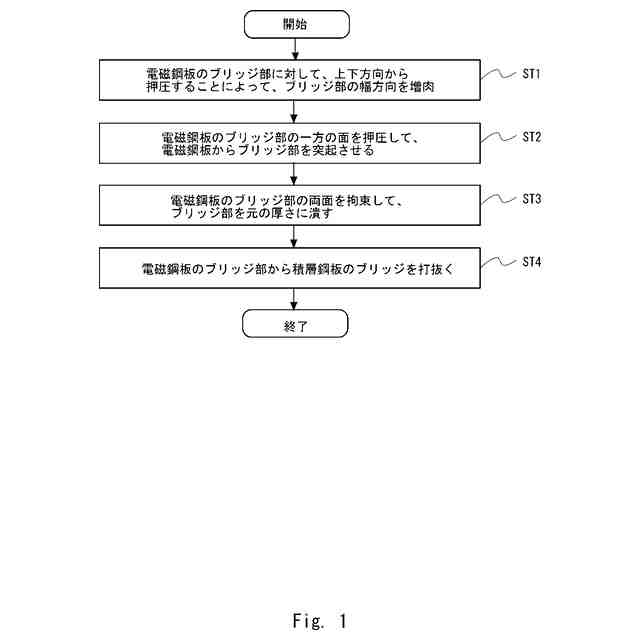
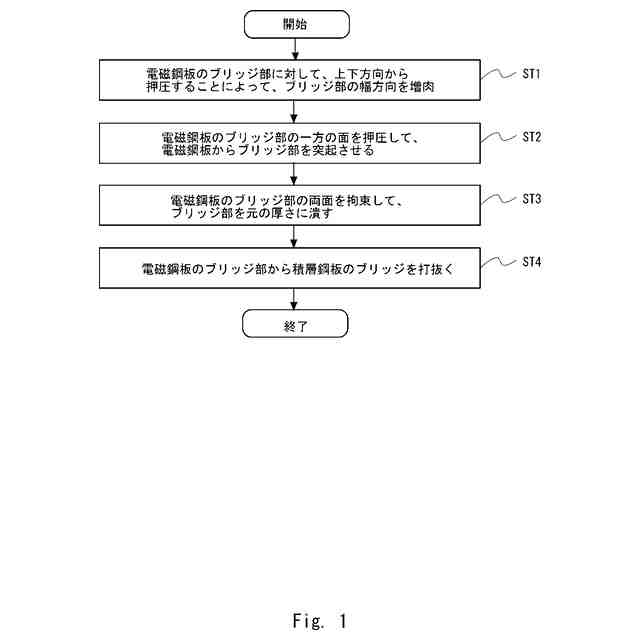
【解決手段】本開示に係る積層鋼板の製造方法は、電磁鋼板からロータコアの積層鋼板を形成する積層鋼板の製造方法であって、電磁鋼板のブリッジ部に対して、上下方向から押圧することによって、ブリッジ部の幅方向を増肉する増肉工程と、ブリッジ部の一方の面を押圧して、電磁鋼板からブリッジ部を突起させる曲げ工程と、ブリッジ部の両面を拘束して、ブリッジ部を元の厚さに潰す工程と、を備える。増肉工程において、ブリッジ部の幅方向の一方の端部であってロータコア外周側の端部を、両面から把持しながら、ブリッジ部の幅方向の他方の端部であってロータコアの内周側の端部を上下方向から押圧する。
【選択図】図1
特許請求の範囲
【請求項1】
電磁鋼板からロータコアの積層鋼板を形成する積層鋼板の製造方法であって、
電磁鋼板のブリッジ部に対して、上下方向から押圧することによって、前記ブリッジ部の幅方向を増肉する増肉工程と、
前記ブリッジ部の一方の面を押圧して、前記電磁鋼板から前記ブリッジ部を突起させる曲げ工程と、
前記ブリッジ部の両面を拘束して、前記ブリッジ部を元の厚さに潰す工程と、
を備え、
前記増肉工程において、
前記ブリッジ部の幅方向の一方の端部であって前記ロータコア外周側の端部を、両面から把持しながら、前記ブリッジ部の幅方向の他方の端部であって前記ロータコアの内周側の端部を上下方向から押圧する、
積層鋼板の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、積層鋼板の製造方法に関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
特許文献1には、ロータコアの積層鋼板のブリッジの強度を向上させたロータコア構造が開示されている。
【先行技術文献】
【特許文献】
【0003】
特開2017-085776号公報
【発明の概要】
【発明が解決しようとする課題】
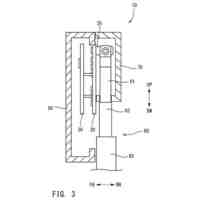
【0004】
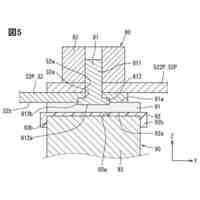
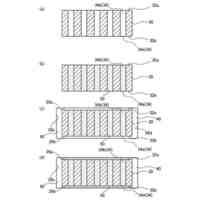
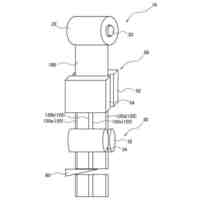
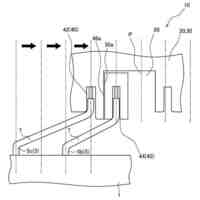
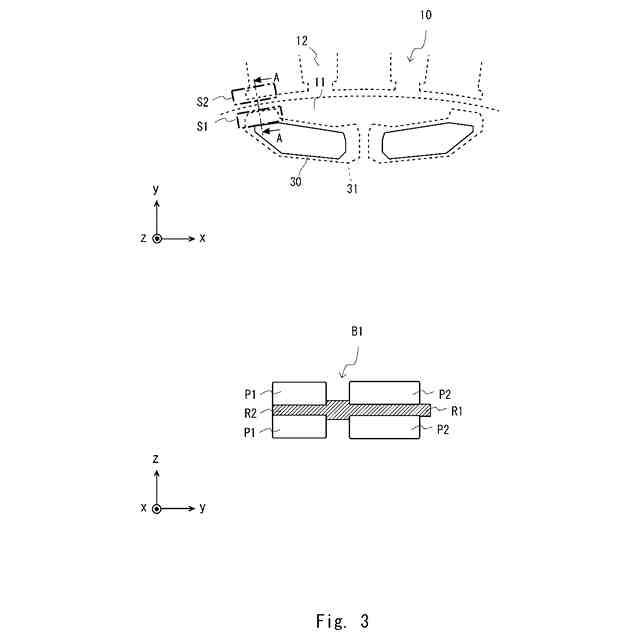
図3の上段には、電磁鋼板のブリッジ部を増肉する状態を示した概念図を例示している。電磁鋼板10のブリッジ部に対して、押圧部S1、及び押圧部S2を上下方向から押圧することによって、ブリッジ部の幅方向を増肉する。押圧部S2は、後にステータコアの積層鋼板に該当する部分を含む。押圧部S2が押圧されると、ステータの板厚が減少する上、透磁率も下がるため、磁束が減少し、モータのトルクが低下する。
【0005】
本開示は、このような事情に鑑みなされたものであって、モータのトルクを確保しつつ、ロータコアの積層鋼板の外周ブリッジを強化することが可能な積層鋼板の製造方法を提供する。
【課題を解決するための手段】
【0006】
本開示に係る積層鋼板の製造方法は、
電磁鋼板からロータコアの積層鋼板を形成する積層鋼板の製造方法であって、
電磁鋼板のブリッジ部に対して、上下方向から押圧することによって、前記ブリッジ部の幅方向を増肉する増肉工程と、
前記ブリッジ部の一方の面を押圧して、前記電磁鋼板から前記ブリッジ部を突起させる曲げ工程と、
前記ブリッジ部の両面を拘束して、前記ブリッジ部を元の厚さに潰す工程と、
を備え、
前記増肉工程において、
前記ブリッジ部の幅方向の一方の端部であって前記ロータコア外周側の端部を、両面から把持しながら、前記ブリッジ部の幅方向の他方の端部であって前記ロータコアの内周側の端部を上下方向から押圧する。
【0007】
本開示に係る積層鋼板の製造方法では、ブリッジ部の幅方向の一方の端部であってロータコア外周側の端部を、両面から把持しながら、ブリッジ部の幅方向の他方の端部であってロータコアの内周側の端部を上下方向から押圧する。このような構成により、モータのトルクを確保しつつ、ロータコアの外周ブリッジを強化した積層鋼板を製造できる。
【発明の効果】
【0008】
本開示により、モータのトルクを確保しつつ、ロータコアの積層鋼板の外周ブリッジを強化することが可能な積層鋼板の製造方法を提供できる。
【図面の簡単な説明】
【0009】
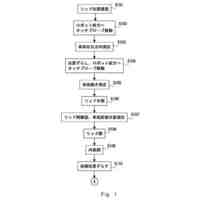
実施形態1に係る積層鋼板の製造方法を例示したフローチャートである。
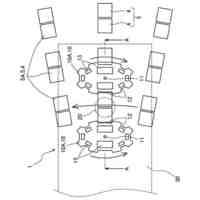
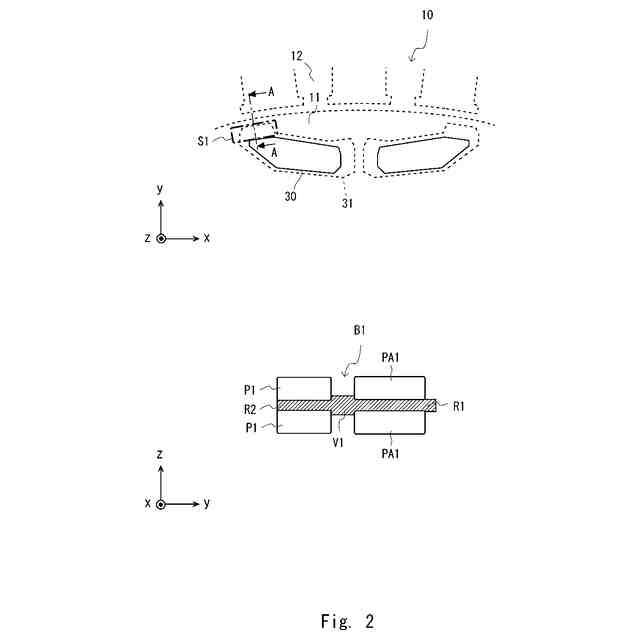
実施形態1に係る積層鋼板の製造方法を示した模式図である。
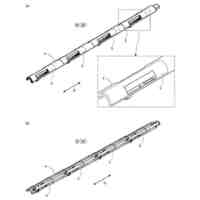
比較例に係る積層鋼板の製造方法を示した模式図である。
【発明を実施するための形態】
【0010】
以下、図面を参照して本開示の実施の形態について説明する。各図面において、同一又は対応する要素には同一の符号が付されており、説明の明確化のため、必要に応じて重複説明は省略される。また、図面が煩雑にならないように、いくつかの符号は省略されている。
なお、当然のことながら、図面に示した右手系xyz直交座標は、構成要素の位置関係を説明するための便宜的なものである。通常、z軸正向きが鉛直上向き、xy平面が水平面である。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
恒久電源開発の装置
6日前
個人
太陽光発電システム
15日前
トヨタ自動車株式会社
充電装置
8日前
ダイハツ工業株式会社
溶接装置
6日前
北勢工業株式会社
保護管
13日前
サンデン株式会社
モータ制御装置
6日前
株式会社デンソー
電気装置
15日前
株式会社セイワ
車両用配線カバー
26日前
愛知電機株式会社
ステータおよびモータ
6日前
株式会社ダイヘン
充電装置
13日前
愛知電機株式会社
ステータおよびモータ
6日前
ダイハツ工業株式会社
ロータ構造
13日前
愛知電機株式会社
ステータおよびモータ
6日前
住友電装株式会社
電気接続箱
13日前
住友電装株式会社
電気接続箱
13日前
因幡電機産業株式会社
充電システム
6日前
個人
バネとクラッチを用いた波浪発電装置
15日前
株式会社豊田自動織機
回転電機
22日前
株式会社ダイヘン
電力システム
13日前
矢崎総業株式会社
電池切替装置
8日前
富士電機株式会社
リニアモータ
26日前
ダイハツ工業株式会社
絶縁紙成型装置
2日前
キヤノン株式会社
画像形成装置
13日前
株式会社豊田自動織機
電動圧縮機
22日前
株式会社IJTT
オイル冷却装置
6日前
住友重機械工業株式会社
回転電機
2日前
スズキ株式会社
車両用モータ構造
6日前
ダイハツ工業株式会社
ステータ製造装置
16日前
三菱電機株式会社
ゲート駆動装置
13日前
三菱電機株式会社
束線器具
9日前
ダイハツ工業株式会社
コイル組付け装置
23日前
多摩川精機株式会社
逆起電圧可変モータ
1日前
ヤマハ発動機株式会社
電力変換装置
1日前
北海道電力株式会社
延線金車
21日前
株式会社明電舎
電動機
14日前
トヨタ自動車株式会社
積層鋼板の製造方法
6日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ