TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025101954
公報種別
公開特許公報(A)
公開日
2025-07-08
出願番号
2023219068
出願日
2023-12-26
発明の名称
ワイヤハーネスアッセンブリ、およびワイヤハーネスアッセンブリの製造方法
出願人
矢崎総業株式会社
代理人
弁理士法人虎ノ門知的財産事務所
主分類
H02G
3/04 20060101AFI20250701BHJP(電力の発電,変換,配電)
要約
【課題】ワイヤハーネスの配索性を向上することができるワイヤハーネスアッセンブリ、およびワイヤハーネスアッセンブリの製造方法を提供することを目的とする。
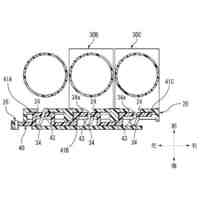
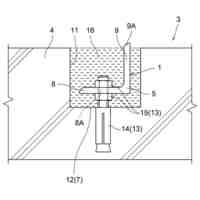
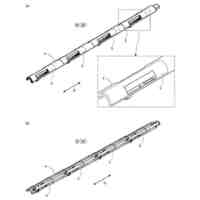
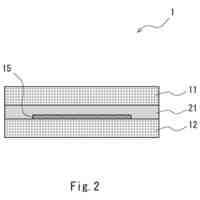
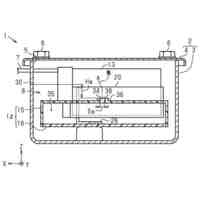
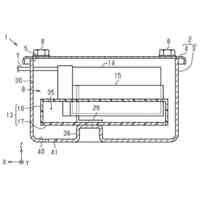
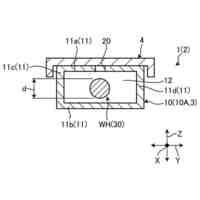
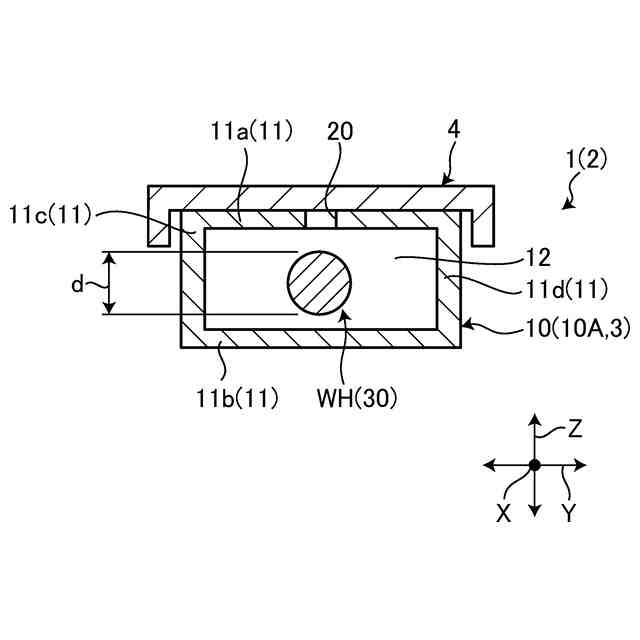
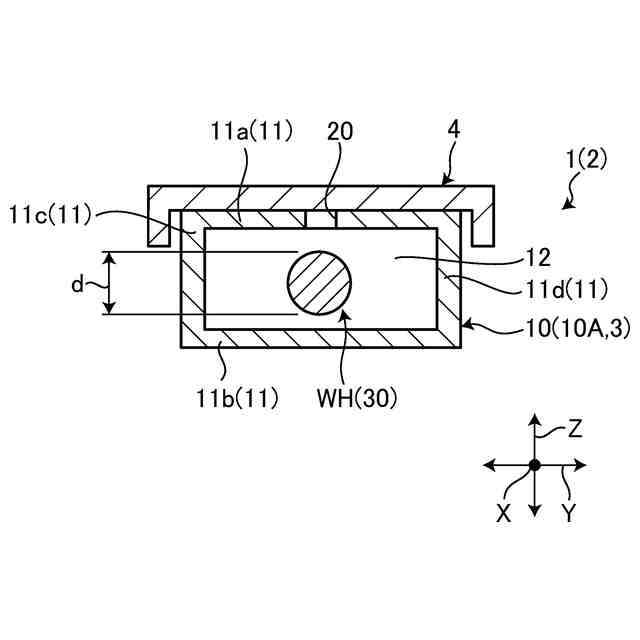
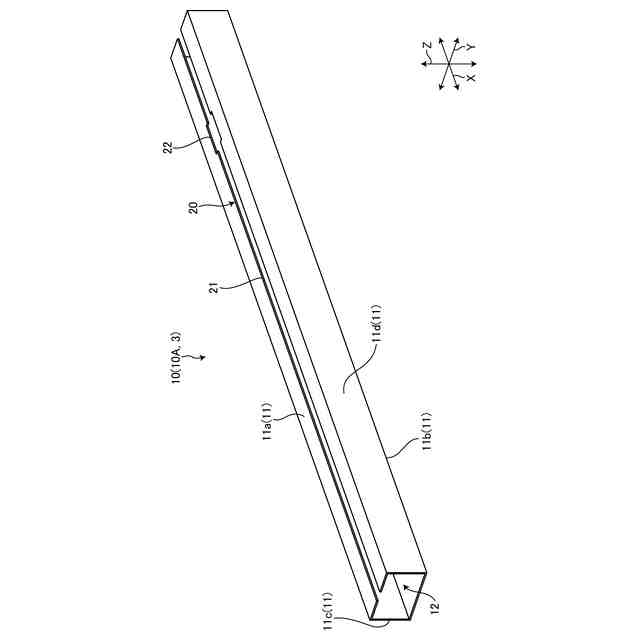
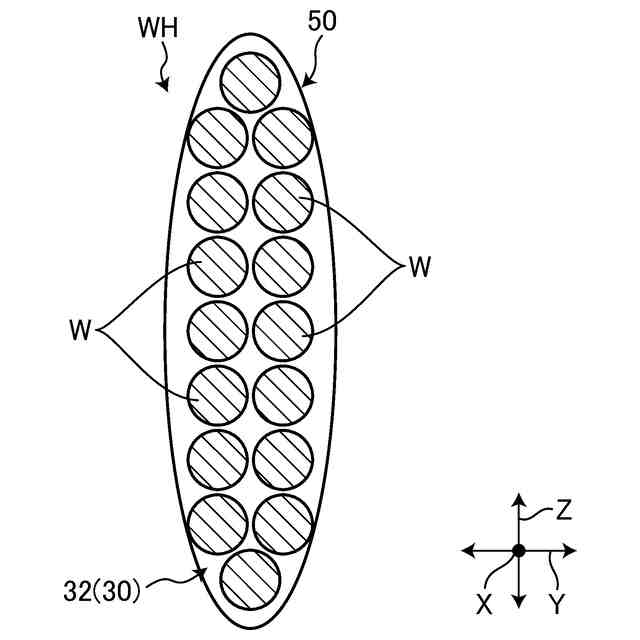
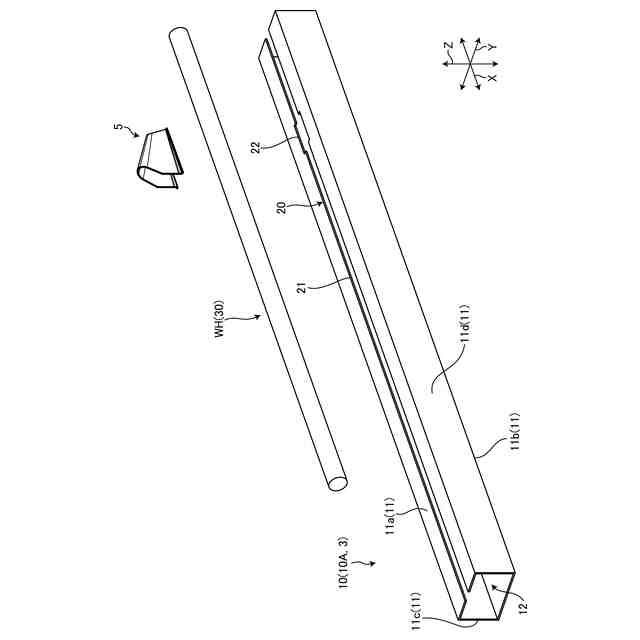
【解決手段】ワイヤハーネスアッセンブリ1は、軸線方向Xに沿って延在する複数の電線Wが束ねられた電線束30を有したワイヤハーネスWHと、電線束WHが軸線方向Xに沿って配索される配索空間部12が設けられた剛性部材10Aと、剛性部材10Aの外壁11に設けられ、軸線方向Xに沿って延在し、外部から配索空間部12に電線束30を挿入可能とするスリット20と、を備える。
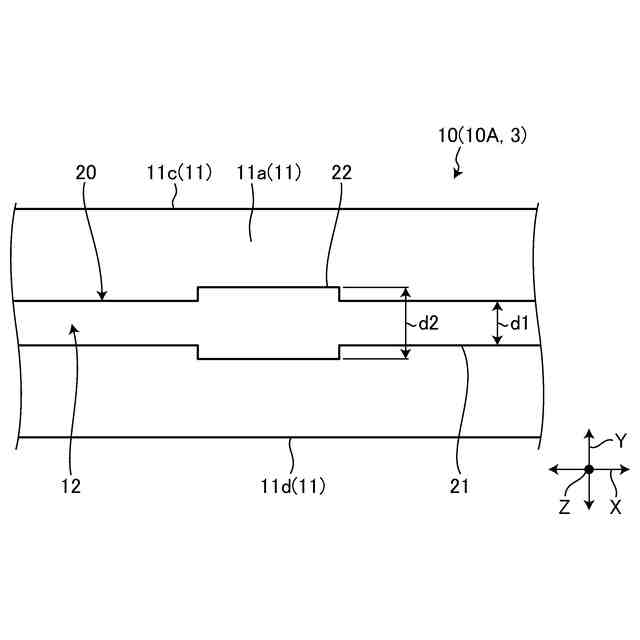
【選択図】図2
特許請求の範囲
【請求項1】
軸線方向に沿って延在する複数の電線が束ねられた電線束を有したワイヤハーネスと、
前記電線束が前記軸線方向に沿って配索される配索空間部が設けられた剛性部材と、
前記剛性部材の外壁に設けられ、前記軸線方向に沿って延在し、外部から前記配索空間部に前記電線束を挿入可能とするスリットと、
を備えた、ワイヤハーネスアッセンブリ。
続きを表示(約 1,000 文字)
【請求項2】
前記剛性部材は、車両の骨格を構成するボデー部材によって構成される、
請求項1に記載のワイヤハーネスアッセンブリ。
【請求項3】
前記スリットは、前記電線束の外径よりも幅狭に形成される幅狭部を有する、
請求項1または2に記載のワイヤハーネスアッセンブリ。
【請求項4】
前記幅狭部の開口幅は、少なくとも前記電線束を構成する前記複数の電線のうち最大外径の一つの前記電線の外径と、前記スリットを介して前記電線束を前記配索空間部に挿入する治具の板厚と、の合計よりも幅広に形成される、
請求項3に記載のワイヤハーネスアッセンブリ。
【請求項5】
前記スリットは、前記幅狭部と連通し、前記電線束の前記外径よりも幅広に形成される幅広部を有する、
請求項3に記載のワイヤハーネスアッセンブリ。
【請求項6】
前記スリットは、前記外壁のうち前記車両の車室内空間と面する第1壁部に設けられる、
請求項2に記載のワイヤハーネスアッセンブリ。
【請求項7】
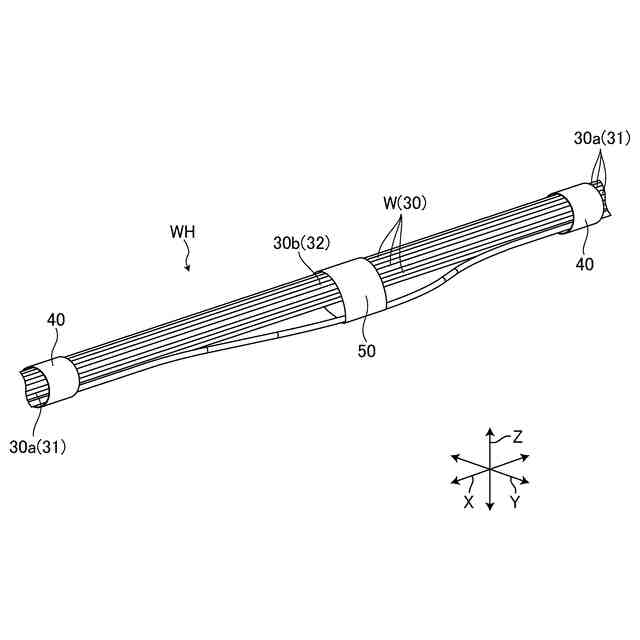
前記電線束は、前記軸線方向の両端部に位置され結束姿勢を維持するように結束された一対の結束姿勢維持部位と、前記軸線方向において前記一対の結束姿勢維持部位の間に位置され結束姿勢を可変とされた結束姿勢可変部位と、を含んで構成される、
請求項1または2に記載のワイヤハーネスアッセンブリ。
【請求項8】
前記結束姿勢可変部位は、前記剛性部材の前記配索空間部に配索され、
前記一対の結束姿勢維持部位は、前記スリットを介して前記剛性部材の外側に引き出される、
請求項7に記載のワイヤハーネスアッセンブリ。
【請求項9】
軸線方向に沿って延在する複数の電線が束ねられた電線束を治具によって保持する第1ステップと、
剛性部材の外壁に設けられ前記軸線方向に沿って延在するスリットに対して、前記治具を挿入する第2ステップと、
前記治具によって前記電線束を保持した状態で前記スリットに沿って前記治具をスライドさせることで、前記電線束を前記スリットの開口幅よりも幅狭となるように変形または変位させつつ、外部から前記剛性部材の配索空間部に前記電線束を挿入する第3ステップと、
を備えた、ワイヤハーネスアッセンブリの製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ワイヤハーネスアッセンブリ、およびワイヤハーネスアッセンブリの製造方法に関する。
続きを表示(約 2,200 文字)
【背景技術】
【0002】
従来のワイヤハーネスアッセンブリに関する技術として、例えば、特許文献1には、軸線方向に沿って延在する複数の電線が束ねられた電線束を有したワイヤハーネスと、電線束が軸線方向に沿って配索される配索空間部が設けられた剛性部材と、を備えたワイヤハーネスアッセンブリが開示されている。
【先行技術文献】
【特許文献】
【0003】
特開2009-274535号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところで、この種のワイヤハーネスアッセンブリでは、例えば、ワイヤハーネスの配索性の向上の点で更なる改善の余地があった。
【0005】
本発明は、上記の事情に鑑みてなされたものであって、ワイヤハーネスの配索性を向上することができるワイヤハーネスアッセンブリ、およびワイヤハーネスアッセンブリの製造方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
上記目的を達成するために、本発明に係るワイヤハーネスアッセンブリは、軸線方向に沿って延在する複数の電線が束ねられた電線束を有したワイヤハーネスと、前記電線束が前記軸線方向に沿って配索される配索空間部が設けられた剛性部材と、前記剛性部材の外壁に設けられ、前記軸線方向に沿って延在し、外部から前記配索空間部に前記電線束を挿入可能とするスリットと、を備える。
【0007】
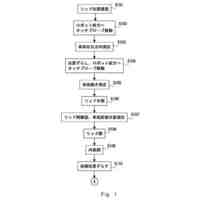
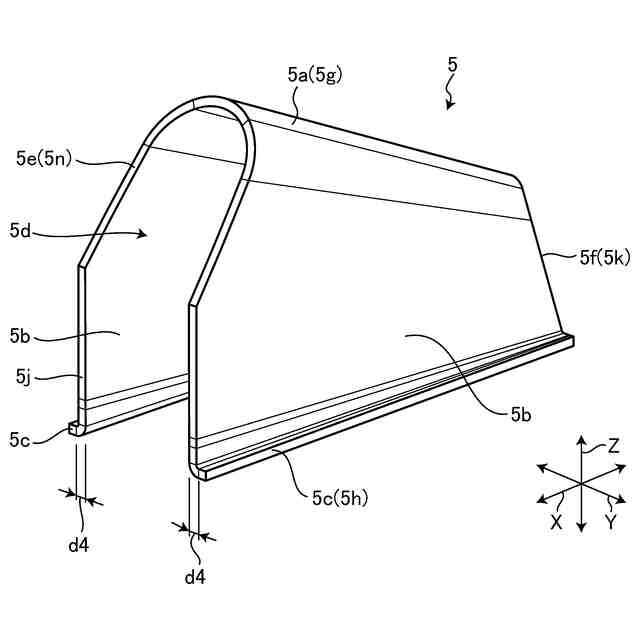
また、上記目的を達成するために、本発明に係るワイヤハーネスアッセンブリの製造方法は、軸線方向に沿って延在する複数の電線が束ねられた電線束を治具によって保持する第1ステップと、剛性部材の外壁に設けられ前記軸線方向に沿って延在するスリットに対して、前記治具を挿入する第2ステップと、前記治具によって前記電線束を保持した状態で前記スリットに沿って前記治具をスライドさせることで、前記電線束を前記スリットの開口幅よりも幅狭となるように変形または変位させつつ、外部から前記剛性部材の配索空間部に前記電線束を挿入する第3ステップと、を備える。
【発明の効果】
【0008】
本発明に係るワイヤハーネスアッセンブリ、およびワイヤハーネスアッセンブリの製造方法では、剛性部材の外壁には、軸線方向に沿って延在し、外部から配索空間部に電線束を挿入可能とするスリットが設けられる。この構成により、ワイヤハーネスアッセンブリ、およびワイヤハーネスアッセンブリの製造方法は、例えば、スリットによって電線束を剛性部材の外部から配索空間部に挿入して配索することができる。この結果、ワイヤハーネスアッセンブリ、ワイヤハーネスアッセンブリの製造方法は、ワイヤハーネスの配索性を向上することができる、という効果を奏する。
【図面の簡単な説明】
【0009】
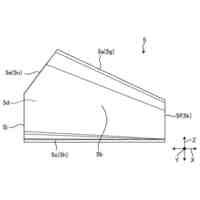
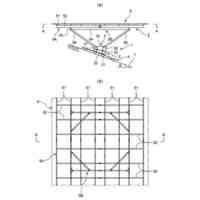
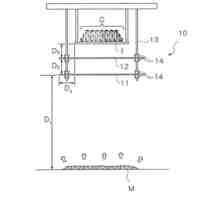
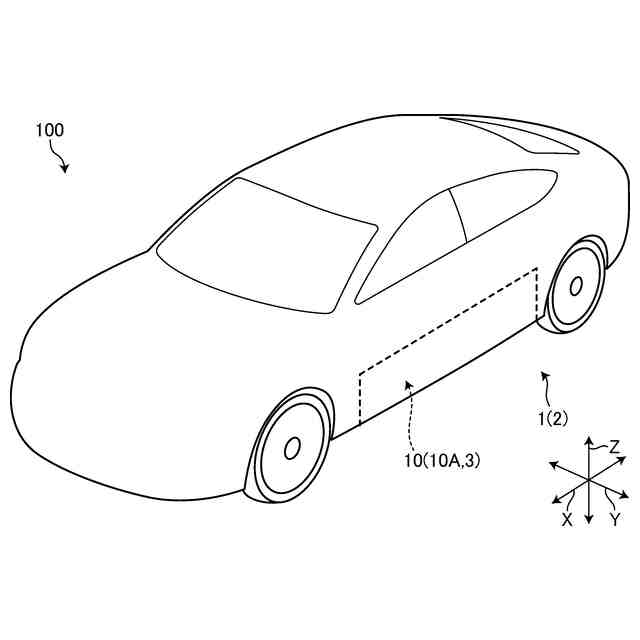
図1は、実施形態に係るワイヤハーネスアッセンブリが適用される車両の例示的な斜視図である。
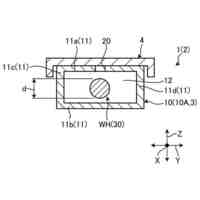
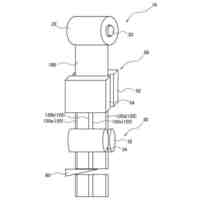
図2は、実施形態に係るワイヤハーネスアッセンブリの例示的な断面図である。
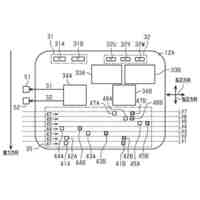
図3は、実施形態に係るワイヤハーネスアッセンブリのボデー部材の例示的な斜視図である。
図4は、実施形態に係るワイヤハーネスアッセンブリのスリットの幅広部の近傍の例示的な平面図である。
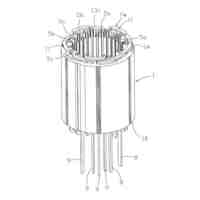
図5は、実施形態に係るワイヤハーネスアッセンブリのワイヤハーネスの例示的な斜視図である。
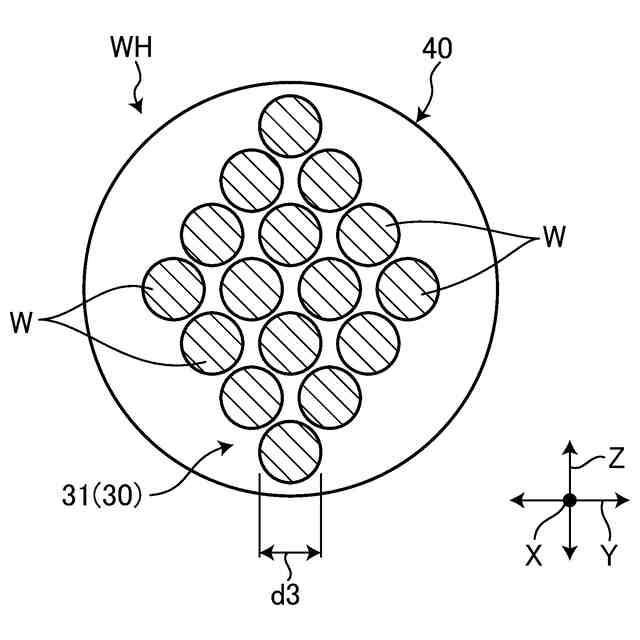
図6は、実施形態に係るワイヤハーネスの結束姿勢維持部位の例示的な断面図である。
図7は、実施形態に係るワイヤハーネスの結束姿勢可変部位の例示的な断面図である。
図8は、実施形態に係るワイヤハーネスアッセンブリの例示的な分解斜視図である。
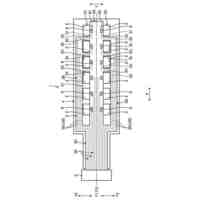
図9は、実施形態に係る治具の例示的な斜視図である。
図10は、実施形態に係る治具の例示的な側面図である。
図11は、実施形態に係るワイヤハーネスアッセンブリの製造方法の例示的なフローチャートである。
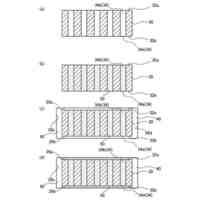
図12は、実施形態に係るワイヤハーネスアッセンブリの例示的な斜視図であって、第1ステップを示した図である。
図13は、実施形態に係るワイヤハーネスアッセンブリの例示的な斜視図であって、第2ステップを示した図である。
図14は、実施形態に係るワイヤハーネスアッセンブリの例示的な斜視図であって、第3ステップを示した図である。
図15は、実施形態に係るワイヤハーネスアッセンブリの例示的な斜視図であって、第4ステップを示した図である。
図16は、変形例に係るワイヤハーネスアッセンブリのワイヤハーネスの例示的な斜視図である。
図17は、変形例に係るワイヤハーネスの結束姿勢可変部位の例示的な断面図である。
【発明を実施するための形態】
【0010】
以下、本発明に係る実施形態および変形例を図面に基づいて詳細に説明する。なお、下記実施形態および変形例によりこの発明が限定されるものではない。また、下記実施形態および変形例における構成要素には、当業者が置換可能かつ容易なもの、あるいは実質的に同一のものが含まれる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
矢崎総業株式会社
治具
6日前
矢崎総業株式会社
端子台
7日前
矢崎総業株式会社
コネクタ
5日前
矢崎総業株式会社
車体構造
6日前
矢崎総業株式会社
ワイヤハーネス
6日前
矢崎総業株式会社
バスバモジュール
7日前
矢崎総業株式会社
バスバモジュール
7日前
矢崎総業株式会社
バスバモジュール
7日前
矢崎総業株式会社
蓄電池制御装置、及び蓄電システム
4日前
矢崎総業株式会社
ワイヤハーネスアッセンブリ、およびワイヤハーネスアッセンブリの製造方法
6日前
個人
恒久電源開発の装置
18日前
キヤノン株式会社
電源装置
11日前
株式会社竹中工務店
避雷設備
11日前
トヨタ自動車株式会社
充電方法
4日前
ダイハツ工業株式会社
溶接装置
18日前
北勢工業株式会社
保護管
25日前
トヨタ自動車株式会社
充電装置
20日前
サンデン株式会社
モータ制御装置
18日前
愛知電機株式会社
ステータおよびモータ
18日前
愛知電機株式会社
ステータおよびモータ
18日前
ダイハツ工業株式会社
ロータ構造
25日前
株式会社ダイヘン
充電装置
25日前
愛知電機株式会社
ステータおよびモータ
18日前
株式会社エスイー
上載物の支持装置
11日前
AGC株式会社
太陽電池モジュール
11日前
因幡電機産業株式会社
充電システム
18日前
新電元工業株式会社
充電装置
4日前
住友電装株式会社
電気接続箱
25日前
住友電装株式会社
電気接続箱
25日前
三菱電機株式会社
回転子および電動機
11日前
株式会社ダイヘン
電力システム
25日前
矢崎総業株式会社
電池切替装置
20日前
ダイハツ工業株式会社
絶縁紙成型装置
14日前
キヤノン株式会社
画像形成装置
25日前
住友金属鉱山株式会社
遮熱装置
5日前
株式会社ジェイテクト
モータ装置
7日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ