TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025109327
公報種別
公開特許公報(A)
公開日
2025-07-25
出願番号
2024003131
出願日
2024-01-12
発明の名称
ダイカストマシンの射出装置
出願人
株式会社ヒシヌママシナリー
代理人
個人
,
個人
主分類
B22D
17/02 20060101AFI20250717BHJP(鋳造;粉末冶金)
要約
【課題】耐久性の向上を図ると共に、部品コスト及び作業コストがかかることを抑制すること。
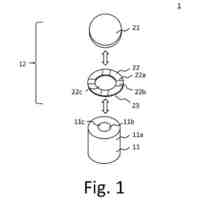
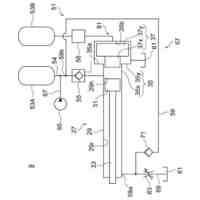
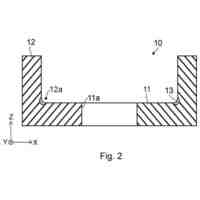
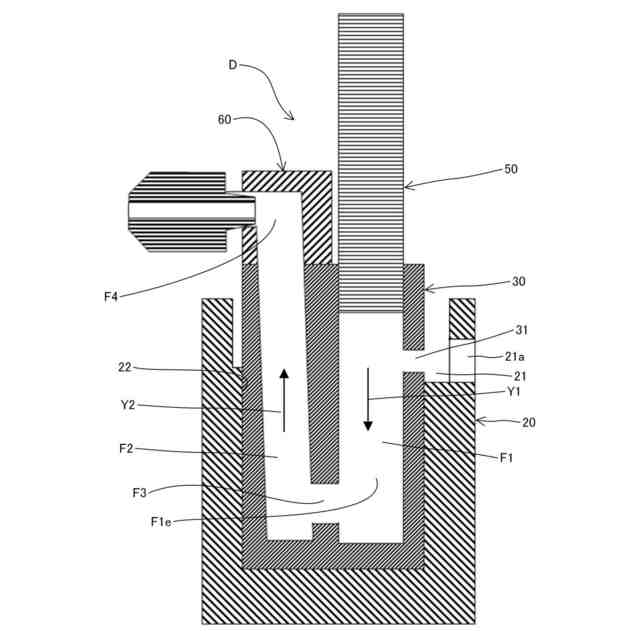
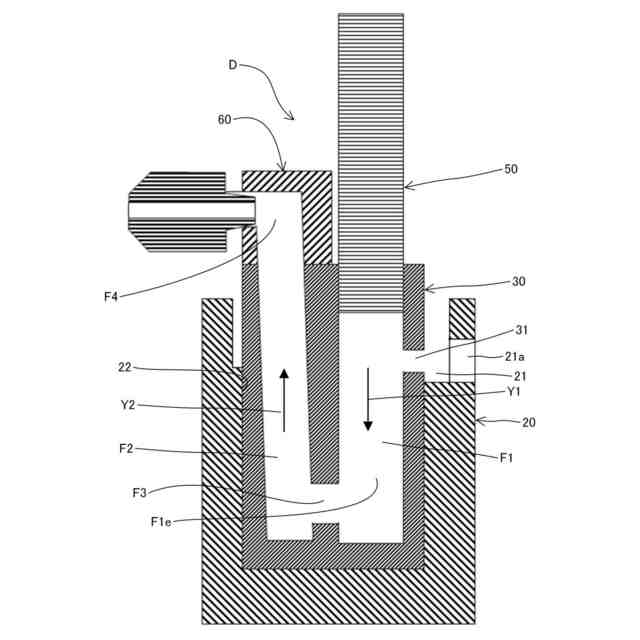
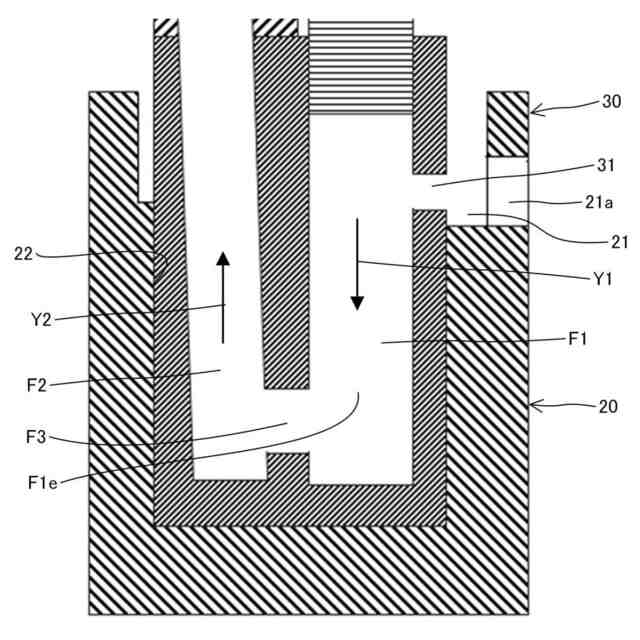
【解決手段】本開示のダイカストマシンの射出装置Dは、溶湯内に浸漬されるグースネック20と、グースネックの内部に配置され溶湯の流路が形成されるスリーブ30と、を備え、スリーブ30の内部に、溶湯が流入される流入口に連通すると共に溶湯を加圧するプランジャが挿入される第一流路F1と、第一流路の流出端側から溶湯が金型に射出される射出口側に向かって連通する第二流路F2と、が形成されており、スリーブ30は、セラミック製であり、グースネックは、耐アルミニウム溶損性を有する金属製である。
【選択図】図2
特許請求の範囲
【請求項1】
溶湯内に浸漬されるグースネックと、
前記グースネックの内部に配置され、溶湯の流路が形成されるスリーブと、
を備え、
前記スリーブの内部に、前記溶湯が流入される流入口に連通すると共に溶湯を加圧するプランジャが挿入される第一流路と、前記第一流路の流出端側から溶湯が金型に射出される射出口側に向かって連通する第二流路と、が形成されており、
前記スリーブは、セラミック製であり、前記グースネックは、耐アルミニウム溶損性を有する金属製である、
ダイカストマシンの射出装置。
続きを表示(約 500 文字)
【請求項2】
請求項1に記載のダイカストマシンの射出装置であって、
前記スリーブの内部に、前記第一流路と前記第二流路とが並列に配置されて形成されている、
ダイカストマシンの射出装置。
【請求項3】
請求項2に記載のダイカストマシンの射出装置であって、
前記スリーブの内部に、並列に配置された前記第一流路と前記第二流路とを連通する第三流路が形成されている、
ダイカストマシンの射出装置。
【請求項4】
請求項1に記載のダイカストマシンの射出装置であって、
前記スリーブを前記プランジャの加圧方向に押さえるブロックを設け、
前記ブロックは、耐アルミニウム溶損性を有する金属製である、
ダイカストマシンの射出装置。
【請求項5】
請求項4に記載のダイカストマシンの射出装置であって、
前記ブロックの内部に、前記第二流路の溶湯の流出側の端部側から溶湯が金型に射出される射出口側に向かって連通するよう前記第二流路が延設された第四流路が形成されている、
ダイカストマシンの射出装置。
発明の詳細な説明
【技術分野】
【0001】
本開示は、ダイカストマシンの射出装置に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
アルミニウム、マグネシウム、亜鉛などの合金を成形する装置として、ダイカストマシンがある。そして、ダイカストマシンには、溶湯を金型に射出する射出装置が溶湯内に浸漬されているホットチャンバー方式のものがある。
【0003】
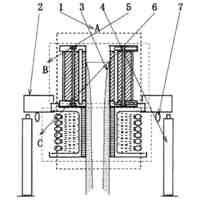
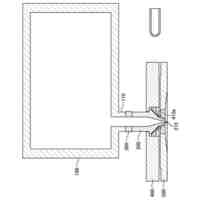
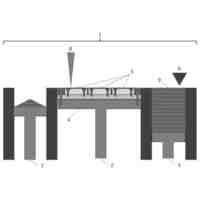
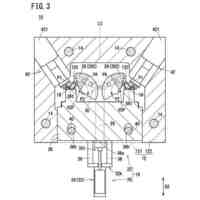
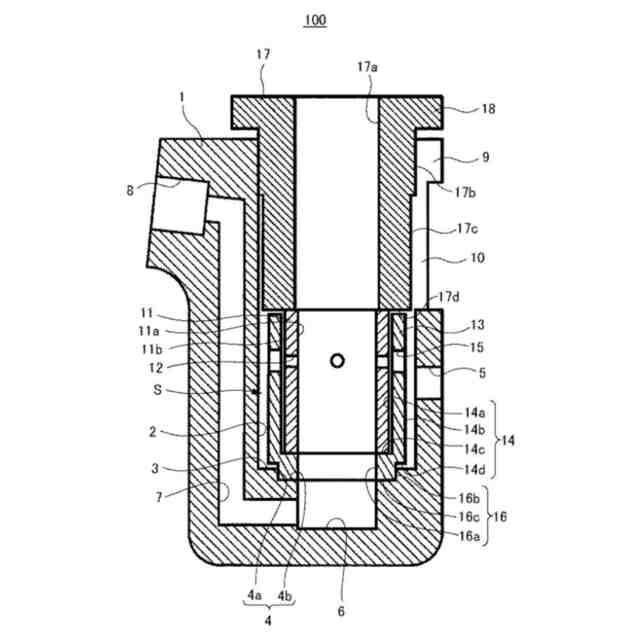
ここで、図1に、特許文献1に開示されているホットチャンバー方式のダイカストマシンにおける射出装置100を示す。特許文献1における射出装置100は、アルミニウム合金の溶湯内に浸漬されるグースネック1を備えており、当該グースネック1内に金型に射出される溶湯の流路が形成されている。具体的に、グースネック1には、溶湯が流入される流入孔5側の広い第一流路(図1の右側の上下方向に延びる流路)と、溶湯が流出されるノズル装着口8に連通する流出孔7にて形成された狭い第二流路(図1の左側の上下方向に延びる流路)と、が形成されている。
【0004】
そして、特許文献1の射出装置100では、グースネック1の流入側の第一流路に、内壁面にて流路自体を形成すると共にプランジャのガイドを形成する略円筒状のスリーブ11が設けられており、そして、さらにスリーブ11の外周側には、当該スリーブ11の外側を囲うよう配置された略円筒形状のホルダ13が設けられている。そして、ホルダ13は、スリーブ11の下端において連結し、スリーブ11とホルダ13との壁面にて第一流路が形成されている。このとき、スリーブ11はセラミック製であり、ホルダ13は耐アルミニウム溶損性を有する金属製である。
【先行技術文献】
【特許文献】
【0005】
特許第6408328号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、上述した特許文献1に記載の技術では、第一流路においてスリーブ11とホルダ13とが連結しているため、かかる連結箇所において、第一流路を流れる溶湯によりホルダ13が溶損することが生じうる。このため、射出装置の耐久性が低下し、部品を頻繁に交換する必要があるなど部品コストや作業コストがかかる、という問題が生じる。
【0007】
このため、本開示の目的は、耐久性の向上を図ると共に、部品コスト及び作業コストがかかることを抑制することができるダイカストマシンの射出装置を提供する、ことにある。
【課題を解決するための手段】
【0008】
本開示の一形態であるダイカストマシンの射出装置は、
溶湯内に浸漬されるグースネックと、
前記グースネックの内部に配置され、溶湯の流路が形成されるスリーブと、
を備え、
前記スリーブの内部に、前記溶湯が流入される流入口に連通すると共に溶湯を加圧するプランジャが挿入される第一流路と、前記第一流路の流出端側から溶湯が金型に射出される射出口側に向かって連通する第二流路と、が形成されており、
前記スリーブは、セラミック製であり、前記グースネックは、耐アルミニウム溶損性を有する金属製である、
という構成をとる。
【発明の効果】
【0009】
本開示は、以上のように構成されることにより、耐久性の向上を図ると共に、部品コスト及び作業コストがかかることを抑制することができる。
【図面の簡単な説明】
【0010】
本開示に関連する背景技術にかかるダイカストマシンの射出装置の構成を示す図である。
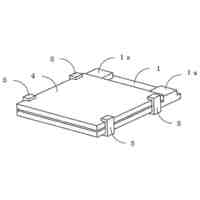
本開示にかかるダイカストマシンの射出装置の構成を示す図である。
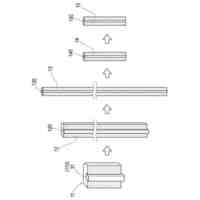
本開示にかかるダイカストマシンの射出装置の一部を示す拡大図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
鋼の連続鋳造用鋳型
1か月前
個人
ピストンの低圧鋳造金型
5か月前
友鉄工業株式会社
錫プレート成形方法
27日前
トヨタ自動車株式会社
押湯入子
2か月前
大阪硅曹株式会社
無機中子用水性塗型剤
1か月前
日本製鉄株式会社
モールドパウダー
5日前
株式会社プロテリアル
合金粉末の製造方法
6か月前
トヨタ自動車株式会社
中子の製造方法
2か月前
山石金属株式会社
ガスアトマイズ装置
1か月前
山石金属株式会社
ガスアトマイズ装置
1か月前
芝浦機械株式会社
射出装置及び成形機
2か月前
トヨタ自動車株式会社
鋳バリ抑制方法
6か月前
トヨタ自動車株式会社
中子の製造方法
3か月前
株式会社キャステム
鋳造品の製造方法
5か月前
山石金属株式会社
アルミニウム含有粒子
4日前
山石金属株式会社
アルミニウム含有粒子
4日前
トヨタ自動車株式会社
ケースの製造方法
4か月前
株式会社日本触媒
窒素被覆金属粒子の製造方法
3か月前
トヨタ自動車株式会社
鋳物砂の再生方法
3か月前
旭有機材株式会社
鋳型の製造方法
2か月前
トヨタ自動車株式会社
突き折り棒
5か月前
トヨタ自動車株式会社
金型冷却構造
5か月前
株式会社プロテリアル
金属付加製造物の製造方法
2か月前
愛知製鋼株式会社
継ぎ目なし管の製造方法
1か月前
JFEミネラル株式会社
Ni合金粉
4日前
株式会社プロテリアル
金属付加製造物の製造方法
7か月前
株式会社豊田中央研究所
積層造形装置
4か月前
住友金属鉱山株式会社
金粉の製造方法
25日前
日本製鉄株式会社
Al脱酸鋼の連続鋳造方法
5か月前
福田金属箔粉工業株式会社
Cu系粉末
4か月前
株式会社神戸製鋼所
炭素-銅含有粉末
5か月前
日立Astemo株式会社
成形装置
6か月前
ポーライト株式会社
焼結部品の製造方法
3か月前
トヨタ自動車株式会社
焼結部材及びその製造方法
5か月前
artience株式会社
接合用ペースト、及び接合体
3か月前
セイコーエプソン株式会社
製造方法
5か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ