TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025109550
公報種別
公開特許公報(A)
公開日
2025-07-25
出願番号
2024003509
出願日
2024-01-12
発明の名称
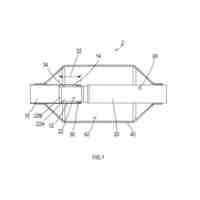
焼入れ方法、及び焼入れ装置
出願人
フタバ産業株式会社
代理人
名古屋国際弁理士法人
主分類
C21D
1/09 20060101AFI20250717BHJP(鉄冶金)
要約
【課題】プレス成形品に焼入れを行う場合に、冷却用の水に起因するレーザ光の散乱を抑制する技術を提供する。
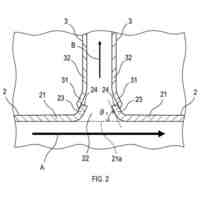
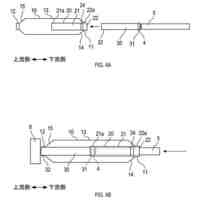
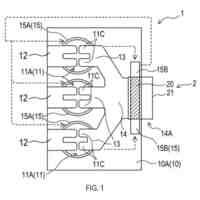
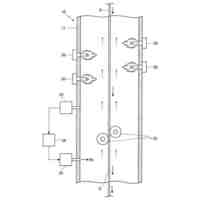
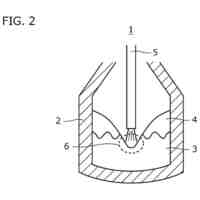
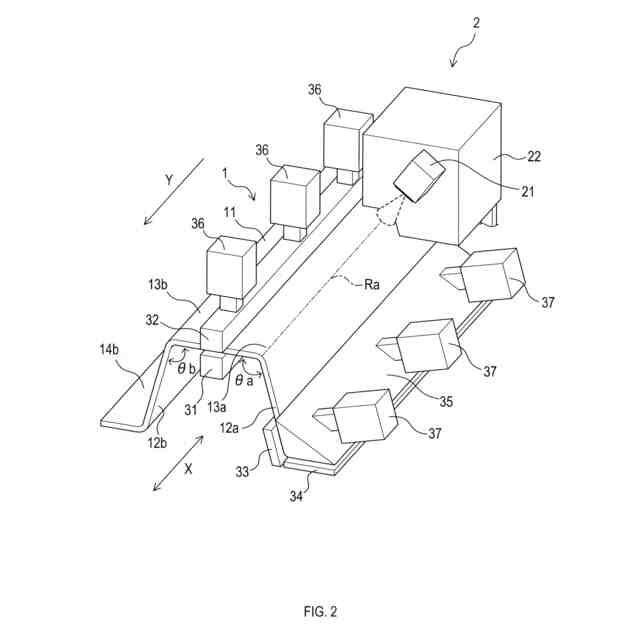
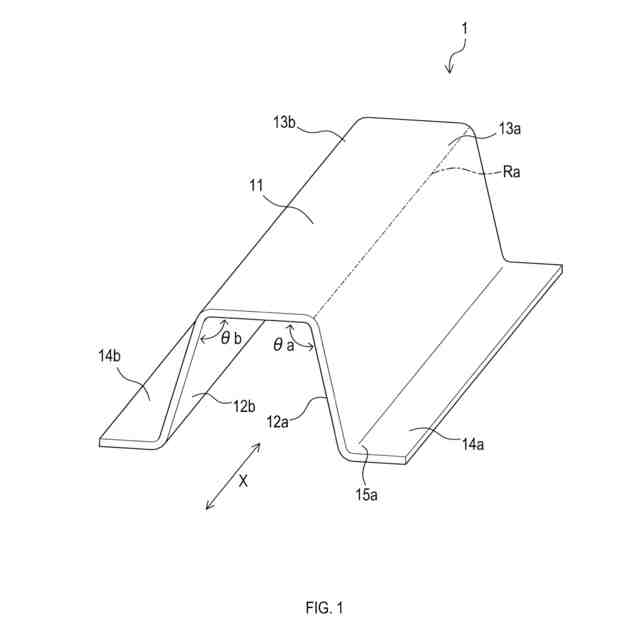
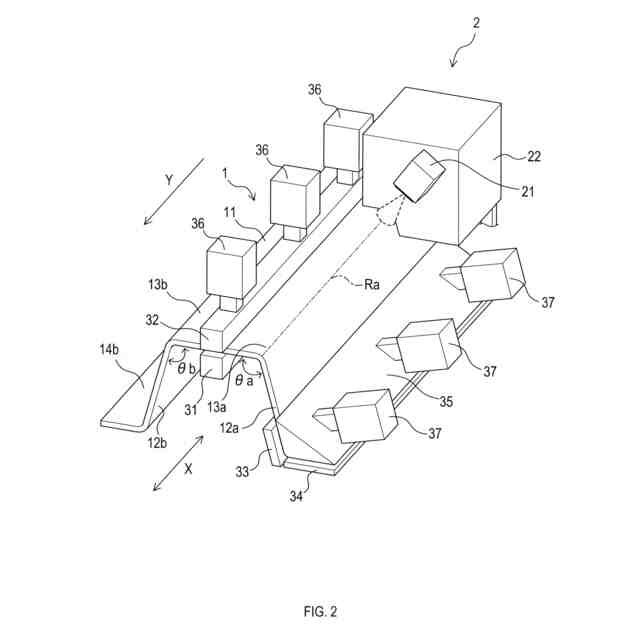
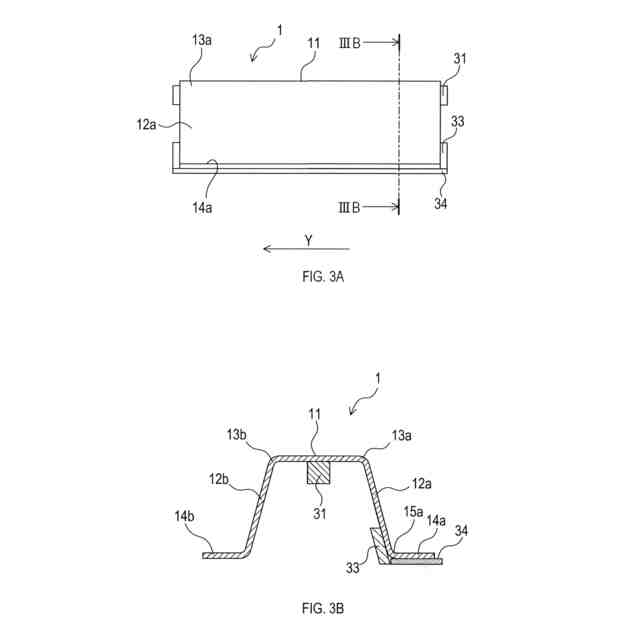
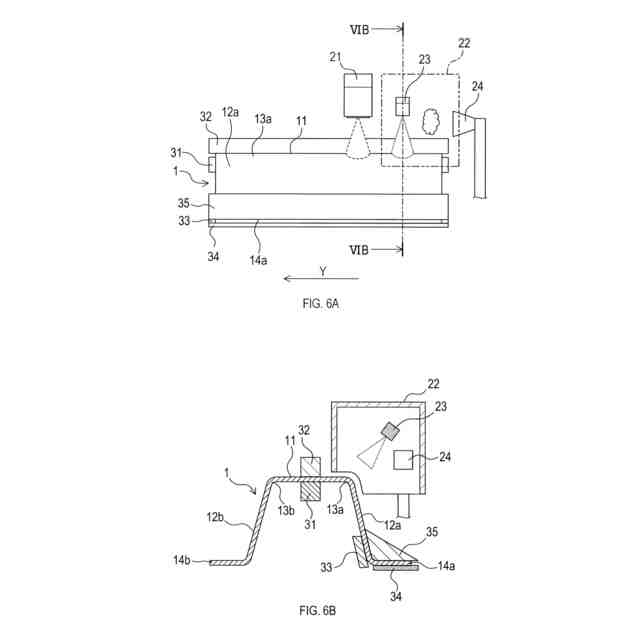
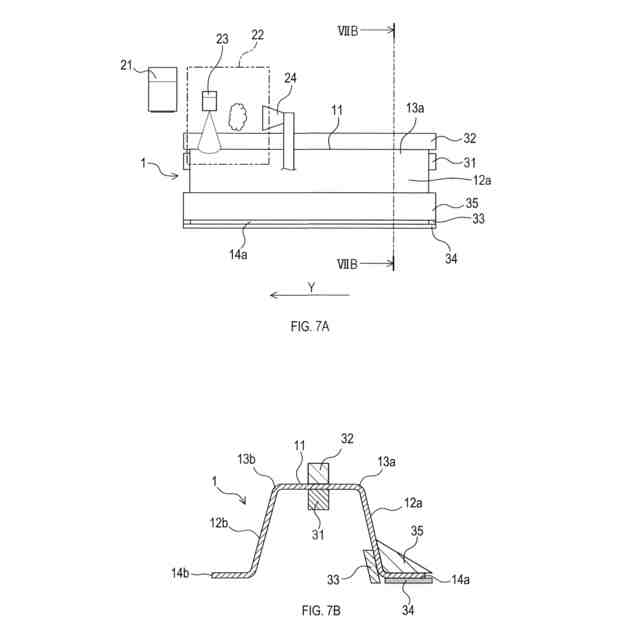
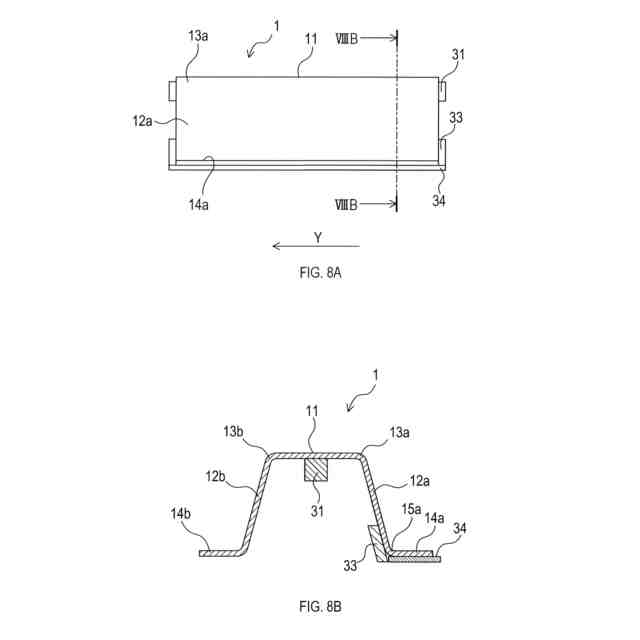
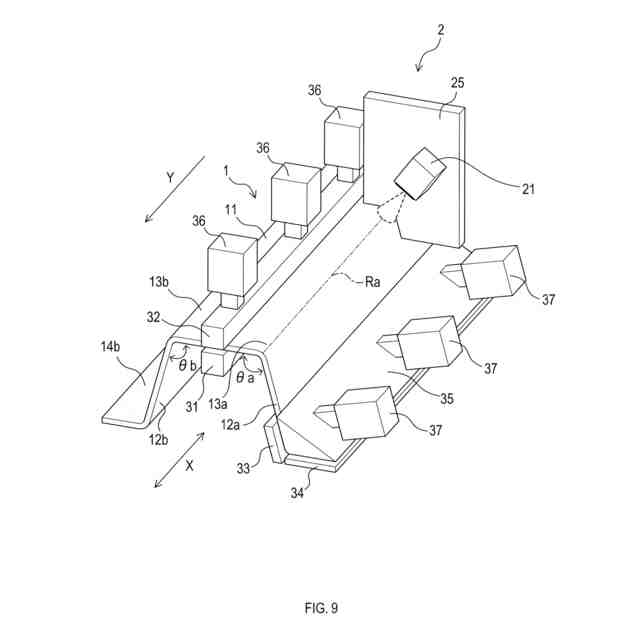
【解決手段】第1壁部と、第1壁部と交差する第2壁部と、第1壁部と第2壁部とを繋ぐ曲げ部と、を有するプレス成形品の焼入れ方法は、曲げ部へのレーザ光の照射により曲げ部を加熱することと、レーザ光の照射に追従する、曲げ部への水の噴射により、加熱された曲げ部を冷却することと、を含む。水の噴射は、遮蔽部材がレーザ光の照射領域と水の噴射領域とを隔てるように配置された状態で行われる。
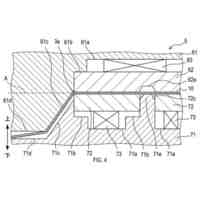
【選択図】図2
特許請求の範囲
【請求項1】
第1壁部と、前記第1壁部と交差する第2壁部と、前記第1壁部と前記第2壁部とを繋ぐ曲げ部と、を有するプレス成形品の焼入れ方法であって、
前記曲げ部へのレーザ光の照射により前記曲げ部を加熱することと、
前記レーザ光の照射に追従する、前記曲げ部への水の噴射により、加熱された前記曲げ部を冷却することと、
を含み、
前記水の噴射は、遮蔽部材が前記レーザ光の照射領域と前記水の噴射領域とを隔てるように配置された状態で行われる、焼入れ方法。
続きを表示(約 1,100 文字)
【請求項2】
請求項1に記載の焼入れ方法であって、
前記水の噴射は、前記遮蔽部材が前記水の噴射領域を覆い、前記レーザ光の照射領域を覆わないように配置された状態で行われる、焼入れ方法。
【請求項3】
請求項1又は請求項2に記載の焼入れ方法であって、
前記水の噴射は、前記遮蔽部材により隔てられた前記レーザ光の照射領域及び前記水の噴射領域のうち、前記水の噴射領域の側において、気体が吸引されている状態で行われる、焼入れ方法。
【請求項4】
請求項1又は請求項2に記載の焼入れ方法であって、
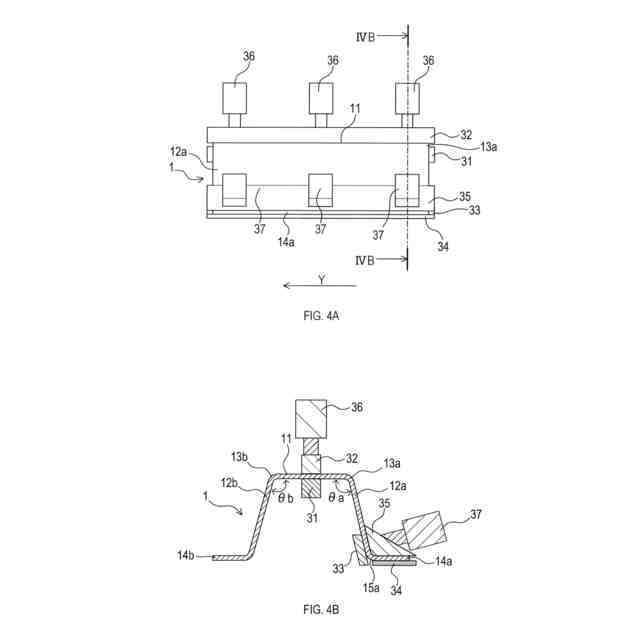
前記レーザ光の照射、及び前記水の噴射は、前記第1壁部が固定され、前記第2壁部が前記第1壁部に近づく向きに押圧されている状態で行われる、焼入れ方法。
【請求項5】
請求項1又は請求項2に記載の焼入れ方法であって、
前記プレス成形品は、高張力鋼材により構成される、焼入れ方法。
【請求項6】
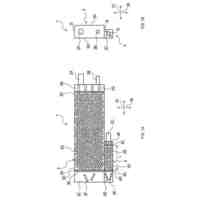
第1壁部と、前記第1壁部と交差する第2壁部と、前記第1壁部と前記第2壁部とを繋ぐ曲げ部と、を有するプレス成形品の焼入れ装置であって、
前記曲げ部へのレーザ光の照射を行うように構成されたレーザ照射部と、
前記レーザ光の照射に追従して前記曲げ部への水の噴射を行うように構成された水噴射部と、
前記レーザ光の照射領域と前記水の噴射領域とを隔てるように配置された遮蔽部材と、
を備える、焼入れ装置。
【請求項7】
請求項6に記載の焼入れ装置であって、
前記遮蔽部材は、前記水の噴射領域を覆い、前記レーザ光の照射領域を覆わないように配置される、焼入れ装置。
【請求項8】
請求項6又は請求項7に記載の焼入れ装置であって、
前記遮蔽部材により隔てられた前記レーザ光の照射領域及び前記水の噴射領域のうち、前記水の噴射領域の側において、気体を吸引するように構成された気体吸引部を更に備える、焼入れ装置。
【請求項9】
請求項6又は請求項7に記載の焼入れ装置であって、
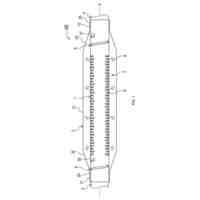
前記第1壁部を挟んだ両側に配置され、前記第1壁部を挟持するように構成された2つの固定部と、
前記第2壁部を挟んだ両側に配置され、前記第2壁部を挟持するように構成された2つの押圧部と、
を更に備え、
前記2つの押圧部は、前記第2壁部を前記第1壁部に近づく向きに押圧した状態で、前記第2壁部を挟持するように構成される、焼入れ装置。
【請求項10】
請求項6又は請求項7に記載の焼入れ装置であって、
前記プレス成形品は、高張力鋼材により構成される、焼入れ装置。
発明の詳細な説明
【技術分野】
【0001】
本開示は、プレス成形品に焼入れを行う技術に関する。
続きを表示(約 1,100 文字)
【背景技術】
【0002】
例えば、特許文献1には、ワークである鋼板の焼入れ方法が開示されている。当該方法では、ワークへのレーザ光の照射による加熱処理と、加熱されたワークへの水の噴射による冷却処理とが、連続的に行われる。
【先行技術文献】
【特許文献】
【0003】
特開2016-194132号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、特許文献1に記載の技術では、噴射された冷却用の水が加熱されたワークによって熱せられることにより、水蒸気が生じる場合がある。このような場合、水蒸気がレーザ光の照射領域に侵入し、レーザ光を散乱させてしまうことがある。水蒸気がレーザ光を散乱させた場合、焼入れが不均一になる可能性がある。
【0005】
本開示の一局面は、プレス成形品に焼入れを行う場合に、冷却用の水に起因するレーザ光の散乱を抑制する技術を提供する。
【課題を解決するための手段】
【0006】
本開示の一態様は、第1壁部と、第1壁部と交差する第2壁部と、第1壁部と第2壁部とを繋ぐ曲げ部と、を有するプレス成形品の焼入れ方法である。プレス成形品の焼入れ方法は、曲げ部へのレーザ光の照射により曲げ部を加熱することと、レーザ光の照射に追従する、曲げ部への水の噴射により、加熱された曲げ部を冷却することと、を含む。水の噴射は、遮蔽部材がレーザ光の照射領域と水の噴射領域とを隔てるように配置された状態で行われる。
【0007】
このような構成によれば、プレス成形品に焼入れを行う場合に、冷却用の水に起因するレーザ光の散乱を抑制することができる。
【0008】
本開示の一態様では、水の噴射は、遮蔽部材が水の噴射領域を覆い、レーザ光の照射領域を覆わないように配置された状態で行われてもよい。このような構成によれば、プレス成形品に焼入れを行う場合に、冷却用の水に起因するレーザ光の散乱を一層抑制することができる。
【0009】
本開示の一態様では、水の噴射は、遮蔽部材により隔てられたレーザ光の照射領域及び水の噴射領域のうち、水の噴射領域の側において、気体が吸引されている状態で行われてもよい。このような構成によれば、プレス成形品に焼入れを行う場合に、冷却用の水に起因するレーザ光の散乱を一層抑制することができる。
【0010】
本開示の一態様では、レーザ光の照射、及び水の噴射は、第1壁部が固定され、第2壁部が第1壁部に近づく向きに押圧されている状態で行われてもよい。このような構成によれば、焼入れに伴う変形を生じにくくすることができる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
フタバ産業株式会社
マフラ
2か月前
フタバ産業株式会社
排気部品
2か月前
フタバ産業株式会社
排水装置
1か月前
フタバ産業株式会社
キャニスタ
1か月前
フタバ産業株式会社
排気系部品
1か月前
フタバ産業株式会社
消音器の製造方法
17日前
フタバ産業株式会社
ロボット制御装置
24日前
フタバ産業株式会社
金属部材の製造方法
2日前
フタバ産業株式会社
排気部品の製造方法
1か月前
フタバ産業株式会社
排気系部品の製造方法
3日前
フタバ産業株式会社
内燃機関及び浄化装置
2か月前
フタバ産業株式会社
プレス成形品の製造方法
1か月前
フタバ産業株式会社
焼入れ方法、及び焼入れ装置
2日前
フタバ産業株式会社
抵抗スポット溶接方法及び抵抗スポット溶接装置
1か月前
新和環境株式会社
炉システム
4か月前
新和環境株式会社
炉システム
4か月前
日本製鉄株式会社
転炉精錬方法
3か月前
株式会社戸畑製作所
高炉用羽口
5か月前
日本製鉄株式会社
溶鋼の製造方法
4か月前
日本製鉄株式会社
スラグの排出方法
4か月前
個人
製鋼用副資材及びその製造方法
5か月前
中外炉工業株式会社
連続式熱処理炉
2か月前
富士電子工業株式会社
焼き入れ装置
5か月前
株式会社伊原工業
還元鉄の製造方法
4か月前
日本製鉄株式会社
溶銑の予備処理方法
19日前
株式会社デンケン
高温炉
4か月前
バイオメッド バレー ディスカバリーズ,インコーポレイティド
C21H22Cl2N4O2の結晶形態
1か月前
中外炉工業株式会社
前処理装置
1か月前
大同特殊鋼株式会社
浸炭部材の製造方法
1か月前
日本製鉄株式会社
脱りん方法
2か月前
東京窯業株式会社
溶鋼処理用の浸漬管
19日前
東京窯業株式会社
溶鋼処理用の浸漬管
4か月前
JFEスチール株式会社
高炉の原料装入方法
2日前
日本製鉄株式会社
高炉の操業方法
2か月前
日本製鉄株式会社
脱炭精錬方法
5か月前
日本製鉄株式会社
高炉の操業方法
1か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ