TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025114110
公報種別
公開特許公報(A)
公開日
2025-08-05
出願番号
2024008578
出願日
2024-01-24
発明の名称
板材加工機のテーブル構造
出願人
株式会社アマダ
代理人
個人
,
個人
,
個人
主分類
B23K
26/08 20140101AFI20250729BHJP(工作機械;他に分類されない金属加工)
要約
【課題】板材を支持するローラを昇降する駆動源の数が少なくて済み、ローラ支持とブラシ支持とでパスラインを同じにすることができる板材加工機のテーブル構造を提供する。
【解決手段】板材加工機のテーブル構造(TK)は、水平に配置された回動バー(33)と、回動バー(33)を回動させる駆動源(43)と、回動バー(33)に取り付けられた、加工する板材(W)を支持可能な第1ローラユニット(15)と、板材(W)を支持するブラシ部(22)を有するブラシユニット(2)を支持する第2ローラユニット(16)と、を備える。第1ローラユニット(15)と第2ローラユニット(16)とは、回動バー(33)の回動で一方が上昇し他方が下降する位置に取り付けられている。
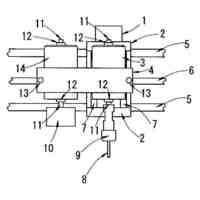
【選択図】図6
特許請求の範囲
【請求項1】
水平に配置された回動バーと、
前記回動バーを回動させる駆動源と、
前記回動バーに取り付けられた、加工する板材を支持可能な第1ローラユニットと、前記板材を支持するブラシ部を有するブラシユニットを支持する第2ローラユニットと、
を備え、
前記第1ローラユニットと前記第2ローラユニットとは、前記回動バーの回動で一方が上昇し他方が下降する位置に取り付けられている板材加工機のテーブル構造。
続きを表示(約 290 文字)
【請求項2】
前記回動バーは、前記駆動源の動作によって第1回動位置と第2回動位置との間で回動し、
前記第1回動位置で、前記第2ローラユニットが支持する前記ブラシ部の上端は前記第1ローラユニットの上端よりも高く、
前記第2回動位置で、前記第1ローラユニットの上端は前記第2ローラユニットが支持する前記ブラシ部の上端よりも高い、
請求項1記載の板材加工機のテーブル構造。
【請求項3】
前記第1回動位置の前記ブラシ部の上端の高さと、前記第2回動位置の前記第1ローラユニットの上端の高さとが同じである請求項2記載の板材加工機のテーブル構造。
発明の詳細な説明
【技術分野】
【0001】
本発明は、板材加工機のテーブル構造に関する。
続きを表示(約 2,400 文字)
【背景技術】
【0002】
板材加工機のテーブルにおいて、厚板はローラで支持し薄板はブラシで支持する、というように、ローラ支持機構とブラシ支持機構とを切り替える構造が知られており、特許文献1に記載されている。
【0003】
特許文献1に記載されたテーブル構造は、比較的薄い板材を支持する多数のブラシを有するブラシプレートと、比較的厚い板材を支持する複数のローラ及びそれぞれのローラに連結されてそのローラをブラシの先端に対して上下に昇降させる複数のエアシリンダとを備えている。そして、特許文献1に記載されたテーブル構造は、複数のエアシリンダを同期駆動させて、複数のローラの上端をブラシ先端に対し上方へ突出した位置にして板材を支持し、下方へ没入した位置にしてブラシで板材を支持するようになっている。
【先行技術文献】
【特許文献】
【0004】
特許第4149556号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
特許文献1に記載されたテーブル構造は、複数のローラそれぞれに昇降の駆動源となるエアシリンダを有する。そのため、駆動源が多数必要となり、その数を減らすための改良の余地がある。また、そのテーブル構造は、支持された板材の高さ位置であるパスラインが、ローラ支持とブラシ支持とで異なる。そのため、支持態様に応じて、テーブルと、テーブルに隣接する板材搬出入装置との間でパスラインの高さ調整が必要になる、という点でも改善の余地がある。
【課題を解決するための手段】
【0006】
1又はそれ以上の実施形態の一態様は、水平に配置された回動バーと、前記回動バーを回動させる駆動源と、前記回動バーに取り付けられた、加工する板材を支持可能な第1ローラユニットと、前記板材を支持するブラシ部を有するブラシユニットを支持する第2ローラユニットと、を備え、前記第1ローラユニットと前記第2ローラユニットとは、前記回動バーの回動で一方が上昇し他方が下降する位置に取り付けられている板材加工機のテーブル構造である。
【発明の効果】
【0007】
1又はそれ以上の実施形態に係る板材加工機のテーブル構造によれば、板材を支持するローラを昇降する駆動源の数が少なくて済み、ローラ支持とブラシ支持とでパスラインを同じにできる。
【図面の簡単な説明】
【0008】
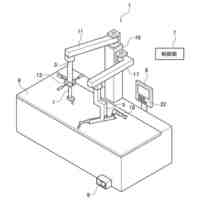
図1は、本発明の実施の形態の一態様であるテーブル構造TKを備えた板材加工機91を示す斜視図である。
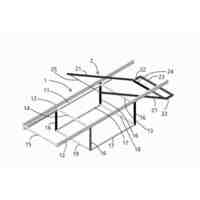
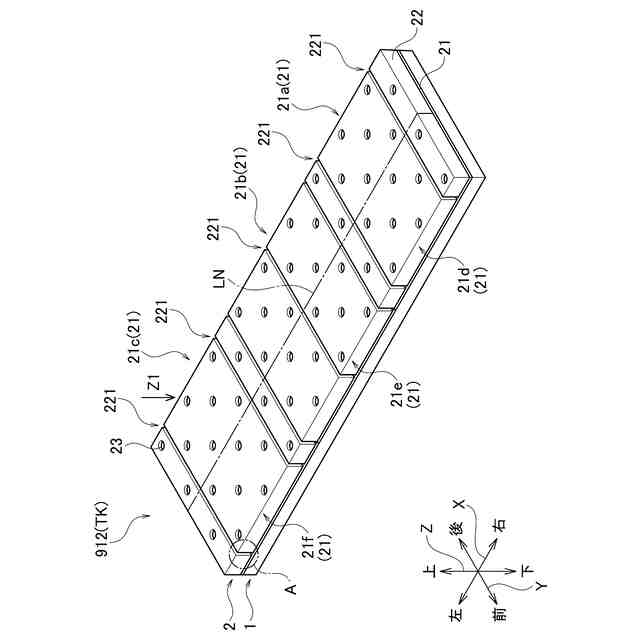
図2Aは、テーブル構造TKを有する切換テーブル912を示す斜視図である。
図2Bは、図2AにおけるA部を示す前面図である。
図2Cは、切換テーブル912に形成されている出没孔23の上面図である。
図3は、切換テーブル912が備えるテーブルベース1の模式的上面図である。
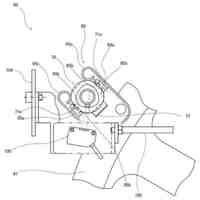
図4は、テーブルベース1が備える支持ユニット13及び回動駆動部14を示す斜視図である。
図5Aは、支持ユニット13が備える第2ローラユニット16を示す平面図である。
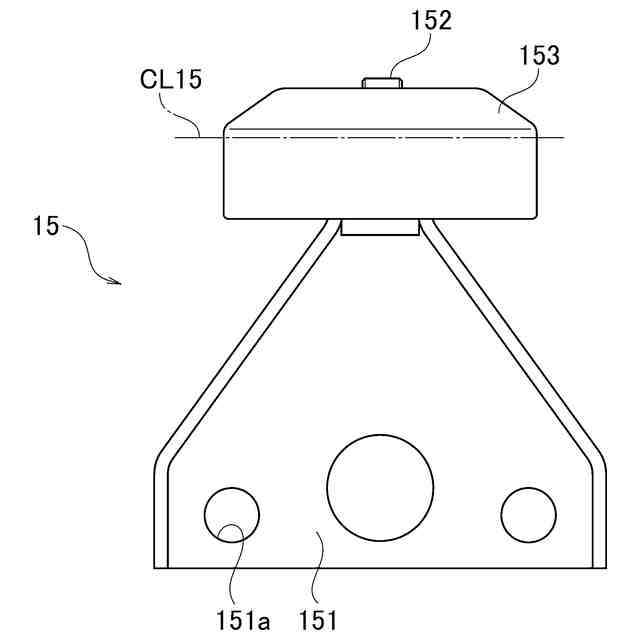
図5Bは、支持ユニット13が備える第1ローラユニット15を示す平面図である。
図6は、支持ユニット13が第1回動状態にあるときの図4におけるS6-S6位置での断面図である。
図7は、支持ユニット13が第2回動状態にあるときの図6に相当する断面図である。
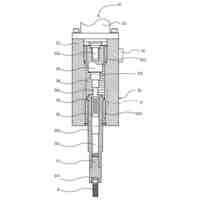
図8Aは、第1ローラユニット15の高さ位置調整機構CK15を示す横断面図である。
図8Bは、第2ローラユニット16の高さ位置調整機構CK16を示す横断面図である。
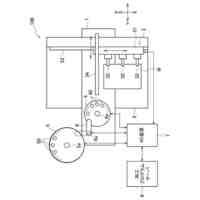
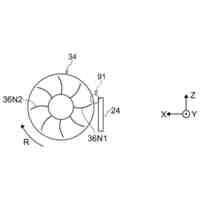
図9は、板材加工機91のブロック図である。
図10Aは、板材加工機91における板材支持態様の切替動作のフローの一部を示す図である。
図10Bは、板材加工機91における板材支持態様の切替動作のフローの残部を示す図である。
【発明を実施するための形態】
【0009】
本発明の板材加工機のテーブル構造の一態様であるテーブル構造TKを、テーブル構造TKを備えた板材加工機91により図1~図9を参照して説明する。図1は、本発明の実施の形態の一態様であるテーブル構造TKを備えた板材加工機91を示す斜視図である。図2Aは、テーブル構造TKを有する切換テーブル912を示す斜視図である。図2Bは、図2AにおけるA部を示す前面図である。図2Cは、切換テーブル912に形成されている出没孔23の上面図である。図3は、切換テーブル912が備えるテーブルベース1の模式的上面図である。図4は、テーブルベース1が備える支持ユニット13及び回動駆動部14を示す斜視図である。図5Aは、支持ユニット13が備える第2ローラユニット16を示す平面図である。図5Bは、支持ユニット13が備える第1ローラユニット15を示す平面図である。図6は、支持ユニット13が第1回動状態にあるときの図4におけるS6-S6位置での断面図である。図7は、支持ユニット13が第2回動状態にあるときの図6に相当する断面図である。図8Aは、第1ローラユニット15の高さ位置調整機構CK15を示す横断面図である。図8Bは、第2ローラユニット16の高さ位置調整機構CK16を示す横断面図である。図9は、板材加工機91のブロック図である。
【0010】
以下の説明において、上下前後左右の各方向を矢印の方向に規定する。左右方向はX軸方向、前後方向はY軸方向、上下方向はZ軸方向とも称する。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社アマダ
レーザ発振器
20日前
株式会社アマダ
スポット溶接機及びスポット溶接機のワーク溶接方法
28日前
株式会社アマダ
タレットパンチプレス及びタレットパンチプレスの制御方法
1日前
株式会社アマダ
図形データ作成装置、図形データ作成方法、及び図形データ作成プログラム
20日前
個人
フライス盤
20日前
個人
加工機
4か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
4か月前
株式会社不二越
ドリル
4か月前
株式会社北川鉄工所
回転装置
3か月前
日東精工株式会社
ねじ締め機
4か月前
日東精工株式会社
ねじ締め機
20日前
日東精工株式会社
ねじ締め機
1か月前
日東精工株式会社
ねじ締め装置
3か月前
日東精工株式会社
ねじ締め装置
11日前
株式会社ダイヘン
溶接電源装置
2か月前
株式会社ダイヘン
溶接電源装置
2か月前
株式会社ダイヘン
溶接電源装置
1か月前
株式会社FUJI
工作機械
2か月前
株式会社FUJI
工作機械
3か月前
個人
切削油供給装置
1か月前
株式会社アンド
半田付け方法
22日前
キヤノン電子株式会社
加工システム
1か月前
個人
型枠製造装置のフレーム
1日前
株式会社アンド
半田付け方法
4か月前
株式会社アンド
半田付け方法
4か月前
株式会社トヨコー
被膜除去方法
4か月前
村田機械株式会社
レーザ加工機
4か月前
大見工業株式会社
ドリル
2か月前
村田機械株式会社
レーザ加工機
4か月前
株式会社ツガミ
工作機械
28日前
有限会社 ナプラ
ソルダペースト
2か月前
株式会社ダイヘン
溶接装置
2か月前
住友重機械工業株式会社
加工装置
2か月前
トヨタ自動車株式会社
溶接マスク
3か月前
株式会社不二越
ブローチ盤
1か月前
トヨタ自動車株式会社
溶接ヘッド
3か月前
続きを見る
他の特許を見る








 特許ウォッチ
特許ウォッチ