TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025114249
公報種別
公開特許公報(A)
公開日
2025-08-05
出願番号
2024008830
出願日
2024-01-24
発明の名称
ボールねじの補修装置及び補修方法
出願人
日本精工株式会社
代理人
弁理士法人栄光事務所
主分類
B23G
9/00 20060101AFI20250729BHJP(工作機械;他に分類されない金属加工)
要約
【課題】ボールねじのねじ軸に表面起点型の剥離が起きたときに、剥離の進展深さまでねじ軸をスムーズ且つ容易に研削することで、表面形状の異常を除去し、ねじ軸上を転動体が円滑に転動して、ボールねじが正常に作動できる状態にする、ボールねじの補修装置及び補修方法を提供する。
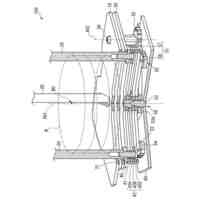
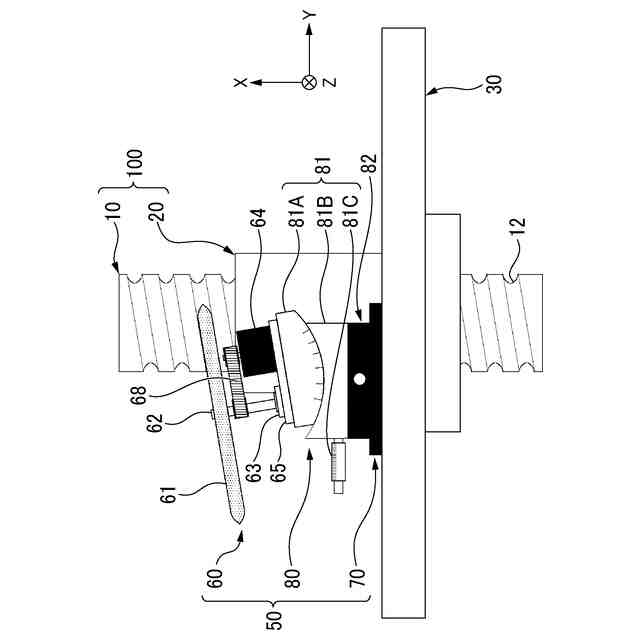
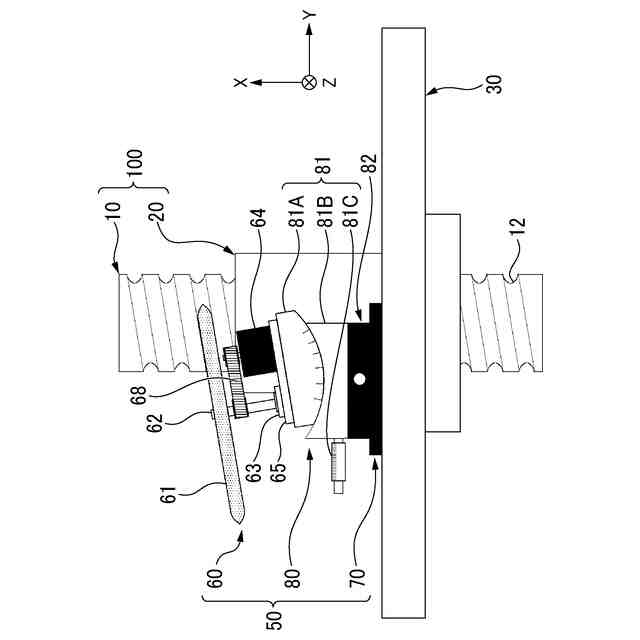
【解決手段】外周面に螺旋溝が形成されたねじ軸と、内周面に螺旋溝が形成されたナットと、複数の転動体と、を備えたボールねじの補修装置であって、ねじ軸の螺旋溝を研削する砥石が設けられた加工部と、ナット又は、ナットが固定される固定部材に着脱可能に取付けられる取付部と、を有し、ねじ軸又はナットの回転によって、砥石がねじ軸の軸方向に沿って移動する。
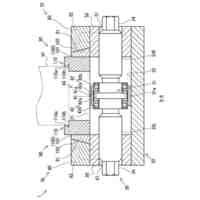
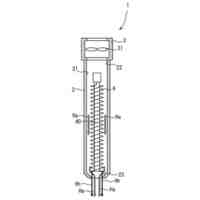
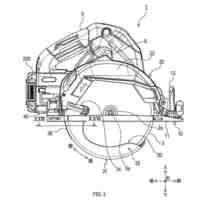
【選択図】図1
特許請求の範囲
【請求項1】
外周面に螺旋溝が形成されたねじ軸と、内周面に螺旋溝が形成されたナットと、複数の転動体と、を備えたボールねじの補修装置であって、
前記ねじ軸の螺旋溝を研削する砥石が設けられた加工部と、
前記ナット又は、前記ナットが固定される固定部材に着脱可能に取付けられる取付部と、を有し、
前記ねじ軸又は前記ナットの回転によって、前記砥石が前記ねじ軸の軸方向に沿って移動する、
ボールねじの補修装置。
続きを表示(約 420 文字)
【請求項2】
前記砥石は、前記ねじ軸の螺旋溝の溝形状に沿った断面形状を有する、
請求項1に記載のボールねじの補修装置。
【請求項3】
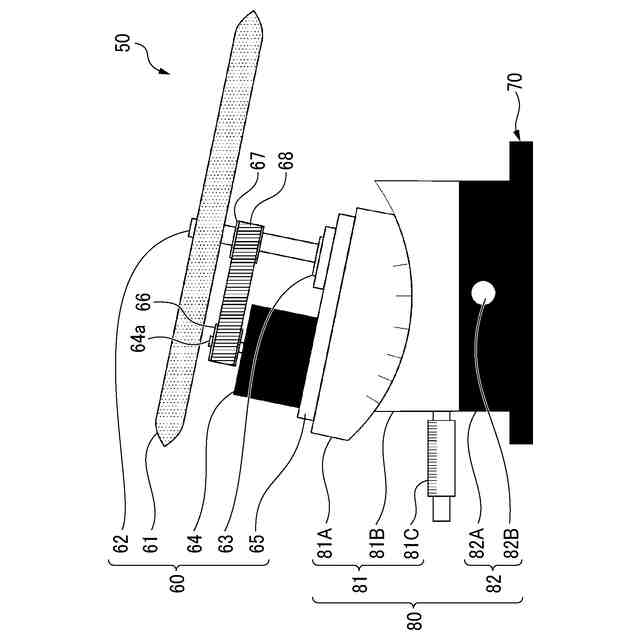
前記加工部は、前記砥石と、前記砥石が軸支される回転軸と、前記回転軸を駆動させるモータと、を有する、
請求項1に記載のボールねじの補修装置。
【請求項4】
前記砥石を前記ねじ軸の螺旋溝に沿って傾斜させる砥石調整部を有する、
請求項3に記載のボールねじの補修装置。
【請求項5】
請求項1~4の何れか1項に記載のボールねじの補修装置を前記ナット又は前記固定部材に取付ける取付工程と、
前記砥石を前記ねじ軸の螺旋溝に沿って配置する調整工程と、
前記ねじ軸の回転駆動によって前記加工部を前記ねじ軸に沿って移動させることにより、前記ねじ軸に沿って前記螺旋溝の研削を行う補修工程と、を有する、
ボールねじの補修方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ボールねじの補修装置及び補修方法に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
ボールねじは、高速若しくは高荷重で長期に亘って使用した場合に、ねじ軸の螺旋溝、ナットの螺旋溝の表面に表面起点型の剥離からなる損傷が発生する。この剥離を有するボールねじは、ねじ軸の螺旋溝と、ナットの螺旋溝の間を転動する転動体である玉の動きが阻害されて、ねじ軸とナットの相対運動に過大なトルクが必要になることがある。
【0003】
この問題に対し、特許文献1では、転動体が転動する軌道面における加工痕に由来する表面起点型の剥離の発生を抑制するために、ねじ軸の軌道面およびナットの軌道面にショットピーニングを施して表面の硬さを向上させる方法が開示されている。
【0004】
特許文献2では、浸炭窒化処理又は窒化処理によって表面の窒素濃度を上昇させ、かつSi・Mn系窒化物の面積率とねじ軸のねじ溝表面部分の残留オーステナイト量を閾値に収めることで、表面起点型の剥離を抑制すると同時に、ボールねじ装置全体の耐久性の向上を図ったボールねじ装置が開示されている。
【先行技術文献】
【特許文献】
【0005】
特許第7176349号
特開2009-204069号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
ところで、玉とねじ軸の接点の面圧は、ナットよりねじ軸の方が大きくなる傾向にあり、ゆえにねじ軸表面の損傷が起きやすく、損傷後にねじ軸の螺旋溝を回復させられる補修技術が求められている。特許文献1及び特許文献2は、いずれもボールねじに表面起点型の剥離が発生することを予め防止するためのものであり、上記技術と異なる。
【0007】
本発明は、上記課題に鑑みてなされたものであり、ボールねじのねじ軸に表面起点型の剥離が起きたときに、剥離の進展深さまでねじ軸をスムーズ且つ容易に研削することで、表面形状の異常を除去し、ねじ軸上を転動体が円滑に転動して、ボールねじが正常に作動できる状態にする、ボールねじの補修装置及び補修方法を提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明の上記目的は、下記[1]、[2]の構成によって達成される。
【0009】
[1] 外周面に螺旋溝が形成されたねじ軸と、内周面に螺旋溝が形成されたナットと、複数の転動体と、を備えたボールねじの補修装置であって、
前記ねじ軸の螺旋溝を研削する砥石が設けられた加工部と、
前記ナット又は、前記ナットが固定される固定部材に着脱可能に取付けられる取付部と、を有し、
前記ねじ軸又は前記ナットの回転によって、前記砥石が前記ねじ軸の軸方向に沿って移動する、
ボールねじの補修装置。
[2] [1]に記載のボールねじの補修装置を前記ナット又は前記固定部材に取付ける取付工程と、
前記砥石を前記ねじ軸の螺旋溝に沿って配置する調整工程と、
前記ねじ軸の回転駆動によって前記加工部を前記ねじ軸に沿って移動させることにより、前記ねじ軸に沿って前記螺旋溝の研削を行う補修工程と、を有する、
ボールねじの補修方法。
【発明の効果】
【0010】
本発明のボールねじの補修装置及び補修方法によれば、ボールねじのねじ軸に表面起点型の剥離が起きた場合であっても、剥離を除去してボールねじを正常に作動する状態に補修できるため、ボールねじの寿命を大幅に延ばすことができる。また、ボールねじを分解することなくボールねじのねじ軸を補修できるため、補修作業をスムーズ且つ容易に実行できる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
日東精工株式会社
ねじ締め機
5日前
株式会社ダイヘン
溶接電源装置
1か月前
株式会社ダイヘン
溶接電源装置
20日前
株式会社ダイヘン
溶接電源装置
1か月前
株式会社FUJI
工作機械
1か月前
個人
切削油供給装置
2日前
キヤノン電子株式会社
加工システム
15日前
大見工業株式会社
ドリル
28日前
株式会社不二越
ブローチ盤
9日前
津田駒工業株式会社
センタリングバイス
9日前
株式会社ダイヘン
溶接装置
1か月前
株式会社ダイヘン
溶接装置
1か月前
大見工業株式会社
エンドミル
1日前
株式会社タマリ工業
レーザ加工装置
14日前
株式会社MOLDINO
被覆切削工具
28日前
株式会社ダイヘン
パルスアーク溶接制御方法
27日前
村田機械株式会社
ワーク位置決め治具
1か月前
株式会社東芝
異常検出装置
13日前
株式会社ダイヘン
パルスアーク溶接制御方法
27日前
株式会社ダイヘン
パルスアーク溶接制御方法
27日前
ブラザー工業株式会社
工作機械
1か月前
三立精機株式会社
流体供給ホルダ
21日前
株式会社東芝
部材の接合方法
15日前
西日本商工株式会社
熱風噴出装置
1か月前
スター精密株式会社
工作機械
7日前
トヨタ自動車株式会社
冷却装置の製造方法
1か月前
キヤノン電子株式会社
加工装置、及び、制御方法
1か月前
三菱マテリアル株式会社
表面被覆切削工具
7日前
株式会社知財事業研究所
電動ハンドドリル
14日前
三菱マテリアル株式会社
表面被覆切削工具
28日前
三菱マテリアル株式会社
表面被覆切削工具
9日前
トヨタ自動車株式会社
熱交換器の製造方法
2日前
三菱マテリアル株式会社
表面被覆切削工具
9日前
千住金属工業株式会社
噴流はんだ装置
1か月前
ダイハツ工業株式会社
工作機械
22日前
株式会社マキタ
電動作業機
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ