TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025123901
公報種別
公開特許公報(A)
公開日
2025-08-25
出願番号
2024019675
出願日
2024-02-13
発明の名称
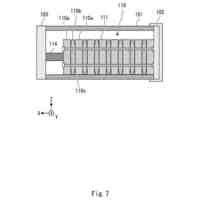
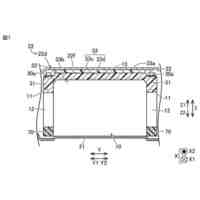
熱交換器の製造方法
出願人
トヨタ自動車株式会社
代理人
個人
主分類
B23K
1/00 20060101AFI20250818BHJP(工作機械;他に分類されない金属加工)
要約
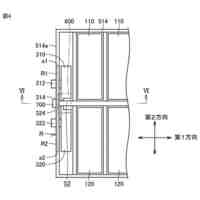
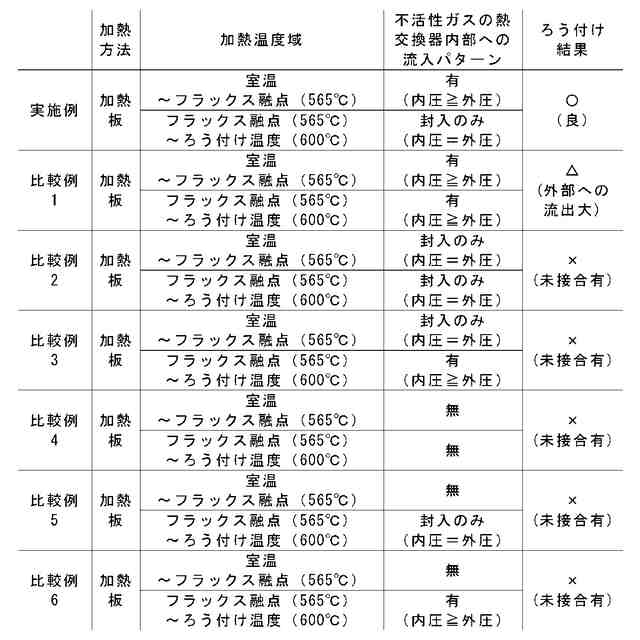
【課題】簡易な装置を用いてろう付けを行うことができる熱交換器の製造方法を提供する。
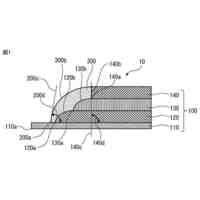
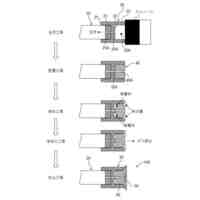
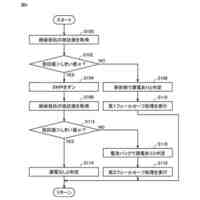
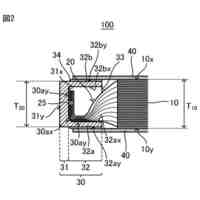
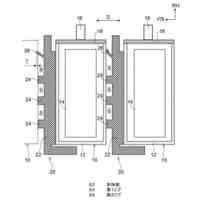
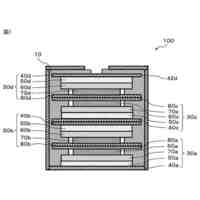
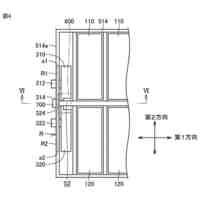
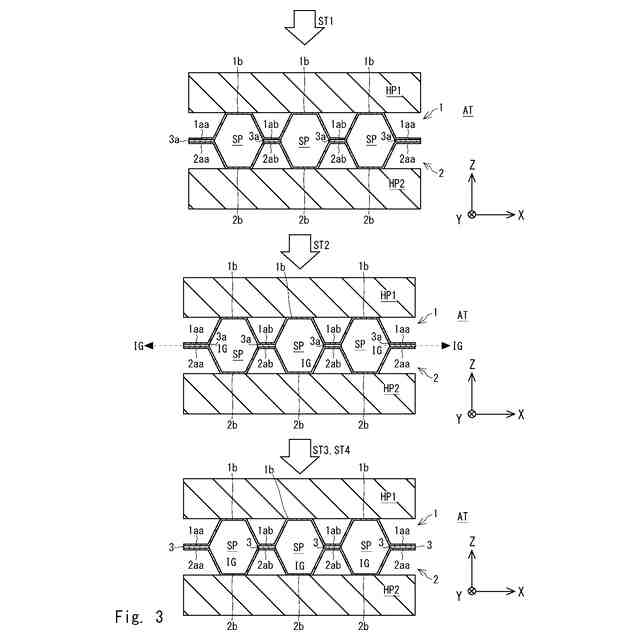
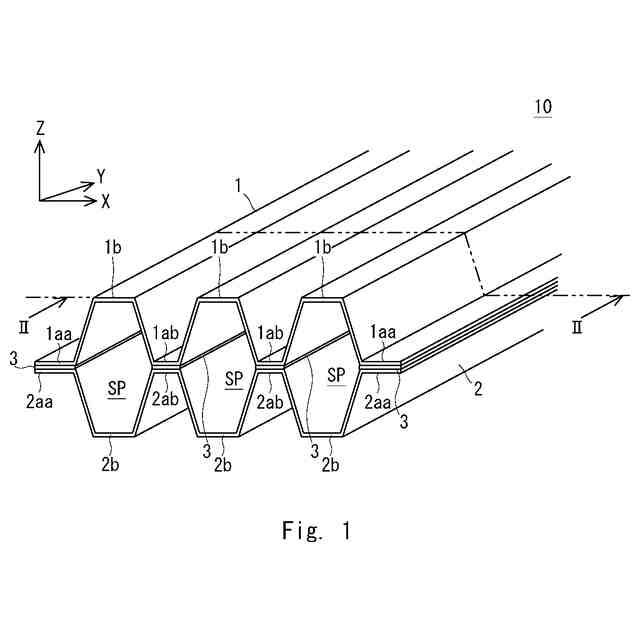
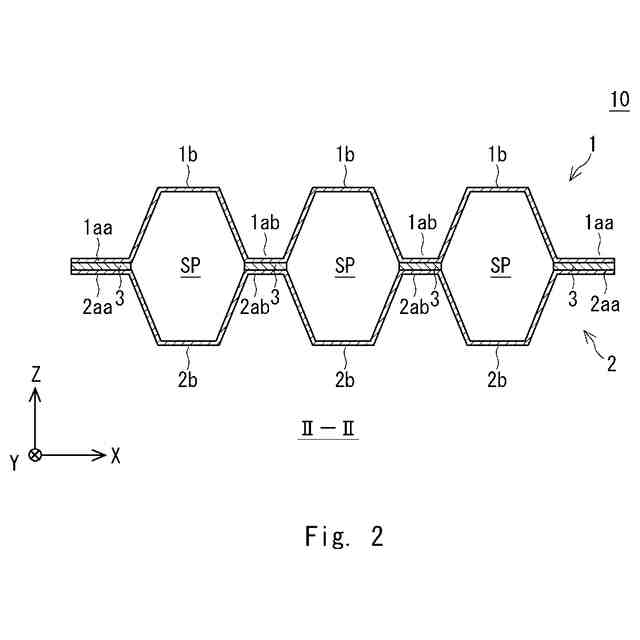
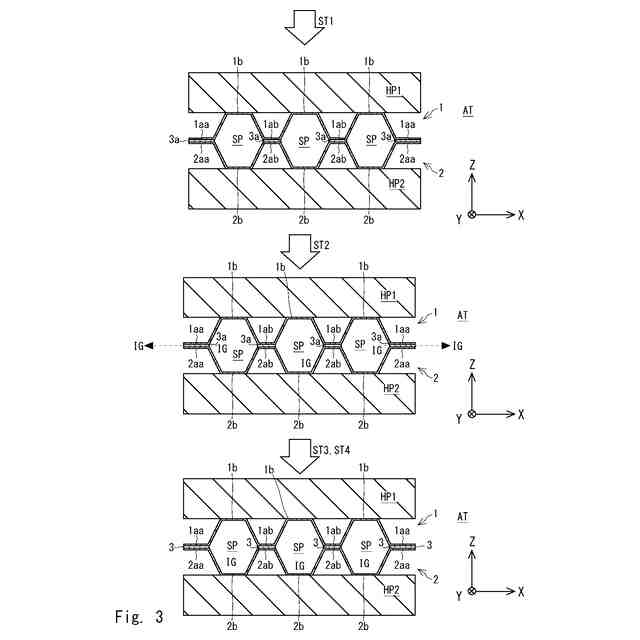
【解決手段】本開示に係る熱交換器10の製造方法は、平面部1aa、2aaと凸部1b、2bとを備えた第1及び第2の金属板を備えた熱交換器10の製造方法である。当該製造方法は、第1及び第2の金属板の少なくとも一方の平面部1aa、2aaにフラックスを塗布し、第1及び第2の金属板の平面部1aa、2aa同士がろう材3aを挟み込むように、第1及び第2の金属板を重ね合わせる工程ST1と、第1及び第2の金属板の内側に不活性ガスIGを供給しつつ、第1及び第2の金属板を加熱する工程ST2であって、不活性ガスIGが第1及び第2の金属板の外側に漏れる工程ST2と、第1及び第2の金属板の温度がフラックスの融点と同じ温度にまで上昇すると、不活性ガスIGの供給を停止する工程ST3とを備える。
【選択図】図3
特許請求の範囲
【請求項1】
平面部と凸部とを備えた第1及び第2の金属板を備えた熱交換器の製造方法であって、
前記第1及び第2の金属板の少なくとも一方の前記平面部にフラックスを塗布し、前記第1及び第2の金属板の前記平面部同士がろう材を挟み込むように、前記第1及び第2の金属板を重ね合わせる工程と、
前記第1及び第2の金属板の内側に不活性ガスを供給しつつ、前記第1及び第2の金属板を加熱する工程であって、前記不活性ガスが前記第1及び第2の金属板の外側に漏れる工程と、
前記第1及び第2の金属板の温度が前記フラックスの融点と同じ温度にまで上昇すると、前記不活性ガスの供給を停止する工程と、を備えた、
熱交換器の製造方法。
続きを表示(約 580 文字)
【請求項2】
前記第1及び第2の金属板を加熱する工程において、
前記ろう材の融点温度よりも高い温度を有するよう加熱された2枚の加熱板が前記2枚の金属板を挟み込むことによって、前記第1及び第2の金属板を加熱する、
請求項1に記載の熱交換器の製造方法。
【請求項3】
前記第1及び第2の金属板の主面は略長方形であり、
前記略長方形の長辺及び短辺の長さは1m以上3m以下である、
請求項1又は2に記載の熱交換器の製造方法。
【請求項4】
前記第1及び第2の金属板を加熱する工程において、
大気雰囲気下において、前記第1及び第2の金属板の内側に前記不活性ガスを供給しつつ、前記第1及び第2の金属板を加熱する、
請求項1又は2に記載の熱交換器の製造方法。
【請求項5】
前記熱交換器は、前記第1及び第2の金属板の間に設けられた第3の金属板をさらに備え、
前記第1及び第2の金属板を重ね合わせる工程において、前記第1及び第2の金属板の少なくとも一方の前記平面部に前記フラックスを塗布し、前記第1及び第2の金属板の前記平面部同士が前記ろう材及び前記第3の金属板を挟み込むように、前記第1及び第2の金属板を重ね合わせる、
請求項1又は2に記載の熱交換器の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は熱交換器の製造方法に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
特許文献1には、アルミニウム合金製の外管及び内管からなる二重管の接合方法が開示される。二重管は、内管と外管との間を流れる流体と内管の内部を流れる流体との間での熱交換を行う熱交換器に適用される。当該接合方法では、外管と内管との間を不活性ガスで満たすとともに内管の内部に昇温用のガスを流す。その後、高温の炉内に外管及び内管を入れた状態で保持するろう付加熱を行う。さらに、外管と内管とをそれらの間のろう材を通じて接合する。
【先行技術文献】
【特許文献】
【0003】
特許第7105111号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
本願発明者等は、以下の技術的な課題を発見した。
2枚の金属板を重ね合わせた後、これらをろう付けすることによって形成される熱交換器がある。このような熱交換器の製造方法では、この重ね合わせた2枚の金属板を不活性ガス雰囲気下においてろう付けする。そのため、この重ね合わせた2枚の金属板を不活性ガス雰囲気下におくため、炉などの大きな装置を必要とする。よって、簡易な装置を用いてろう付けすることができなかった。
【0005】
本開示は、上述した課題を鑑みてなされたものであり、簡易な装置を用いてろう付けを行うことができる熱交換器の製造方法を提供するものである。
【課題を解決するための手段】
【0006】
本開示に係る熱交換器の製造方法は、
平面部と凸部とを備えた第1及び第2の金属板を備えた熱交換器の製造方法であって、
前記第1及び第2の金属板の少なくとも一方の前記平面部にフラックスを塗布し、前記第1及び第2の金属板の前記平面部同士がろう材を挟み込むように、前記第1及び第2の金属板を重ね合わせる工程と、
前記第1及び第2の金属板の内側に不活性ガスを供給しつつ、前記第1及び第2の金属板を加熱する工程であって、前記不活性ガスが前記第1及び第2の金属板の外側に漏れる工程と、
前記第1及び第2の金属板の温度が前記フラックスの融点と同じ温度にまで上昇すると、前記不活性ガスの供給を停止する工程と、を備える。
【0007】
上述した熱交換器の製造方法では、
前記第1及び第2の金属板を加熱する工程において、
前記ろう材の融点温度よりも高い温度を有するよう加熱された2枚の加熱板が前記2枚の金属板を挟み込むことによって、前記第1及び第2の金属板を加熱してもよい。
【0008】
上述した熱交換器の製造方法において、
前記第1及び第2の金属板の主面は略長方形であり、
前記略長方形の長辺及び短辺の長さは1m以上3m以下であるとよい。
【0009】
上述した熱交換器の製造方法において、
前記第1及び第2の金属板を加熱する工程において、
大気雰囲気下において、前記第1及び第2の金属板の内側に前記不活性ガスを供給しつつ、前記第1及び第2の金属板を加熱してもよい。
【0010】
上述した熱交換器の製造方法において、
前記熱交換器は、前記第1及び第2の金属板の間に設けられた第3の金属板をさらに備え、
前記第1及び第2の金属板を重ね合わせる工程において、前記第1及び第2の金属板の少なくとも一方の前記平面部に前記フラックスを塗布し、前記第1及び第2の金属板の前記平面部同士が前記ろう材及び前記第3の金属板を挟み込むように、前記第1及び第2の金属板を重ね合わせるとよい。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
トヨタ自動車株式会社
電池
2日前
トヨタ自動車株式会社
電池
2日前
トヨタ自動車株式会社
車両
5日前
トヨタ自動車株式会社
電池
8日前
トヨタ自動車株式会社
電池
4日前
トヨタ自動車株式会社
車両
4日前
トヨタ自動車株式会社
方法
1日前
トヨタ自動車株式会社
車両
8日前
トヨタ自動車株式会社
電池
8日前
トヨタ自動車株式会社
車両
4日前
トヨタ自動車株式会社
車両
4日前
トヨタ自動車株式会社
電動車
8日前
トヨタ自動車株式会社
負極層
8日前
トヨタ自動車株式会社
モータ
8日前
トヨタ自動車株式会社
電動車
5日前
トヨタ自動車株式会社
水系電池
2日前
トヨタ自動車株式会社
内燃機関
4日前
トヨタ自動車株式会社
スペーサ
5日前
トヨタ自動車株式会社
制御装置
5日前
トヨタ自動車株式会社
駆動装置
8日前
トヨタ自動車株式会社
蓄電セル
4日前
トヨタ自動車株式会社
制御装置
8日前
トヨタ自動車株式会社
蓄電装置
9日前
トヨタ自動車株式会社
蓄電装置
8日前
トヨタ自動車株式会社
更新装置
1日前
トヨタ自動車株式会社
充電装置
8日前
トヨタ自動車株式会社
蓄電装置
9日前
トヨタ自動車株式会社
制御装置
5日前
トヨタ自動車株式会社
電動車両
9日前
トヨタ自動車株式会社
駆動装置
8日前
トヨタ自動車株式会社
路側装置
1日前
トヨタ自動車株式会社
路側装置
1日前
トヨタ自動車株式会社
積層電池
4日前
トヨタ自動車株式会社
蓄電装置
8日前
トヨタ自動車株式会社
蓄電装置
9日前
トヨタ自動車株式会社
蓄電装置
9日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ