TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025107732
公報種別
公開特許公報(A)
公開日
2025-07-22
出願番号
2024001108
出願日
2024-01-09
発明の名称
冷却装置の製造方法
出願人
トヨタ自動車株式会社
代理人
個人
主分類
B23K
26/21 20140101AFI20250714BHJP(工作機械;他に分類されない金属加工)
要約
【課題】冷却装置の製造の簡略化に寄与する冷却装置の製造方法を実現する。
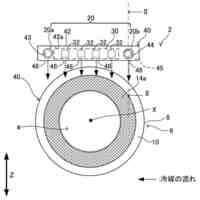
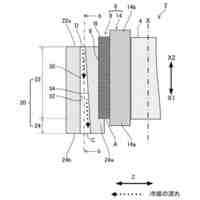
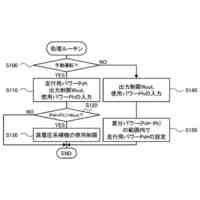
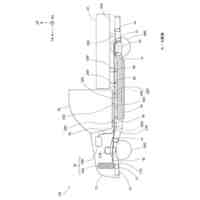
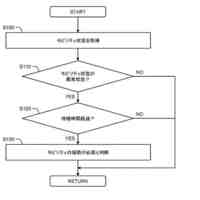
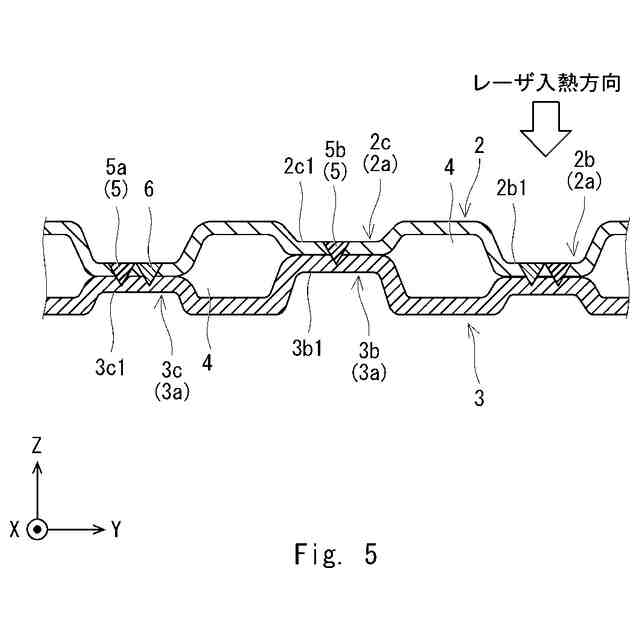
【解決手段】本開示の一形態に係る冷却装置(1)の製造方法は、第1の凹部と、第1の凹部に対して深さが浅い第2の凹部と、が形成された2枚のアルミニウム板材を対向するように配置して、第1の凹部の底部と第2の凹部の底部とを突き合わせ、2枚のアルミニウム板材における一方のアルミニウム板材の側から第1の凹部の底部と第2の凹部の底部とをレーザ溶接する工程と、レーザ溶接した2枚のアルミニウム板材の反りを矯正するために、一方のアルミニウム板材の側から第1の凹部又は第2の凹部に入熱する工程と、を備える。
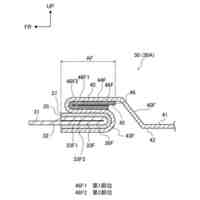
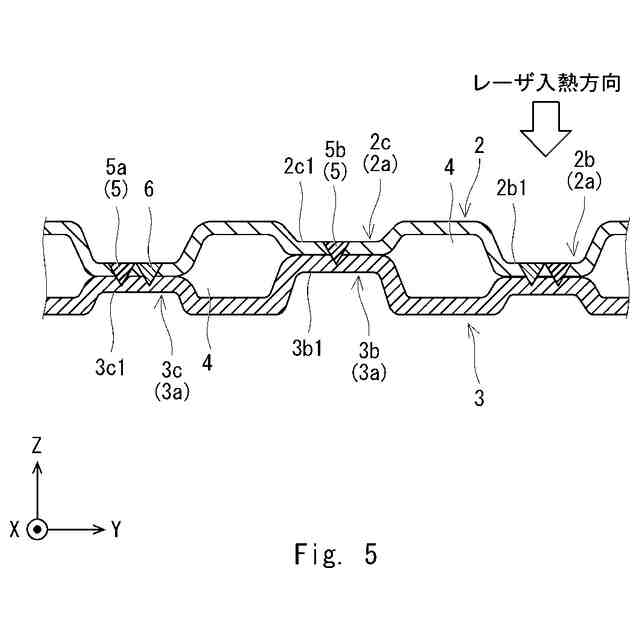
【選択図】図5
特許請求の範囲
【請求項1】
2枚のアルミニウム板材における一軸方向に延在する凹部の底部同士を突き合わせてレーザ溶接することで、冷媒の流路を有する冷却装置を製造する方法であって、
第1の凹部と、前記第1の凹部に対して深さが浅い第2の凹部と、が形成された2枚のアルミニウム板材を対向するように配置して、前記第1の凹部の底部と前記第2の凹部の底部とを突き合わせ、前記2枚のアルミニウム板材における一方のアルミニウム板材の側から前記第1の凹部の底部と前記第2の凹部の底部とをレーザ溶接する工程と、
前記レーザ溶接した2枚のアルミニウム板材の反りを矯正するために、前記一方のアルミニウム板材の側から前記第1の凹部又は前記第2の凹部に入熱する工程と、
を備える、冷却装置の製造方法。
続きを表示(約 430 文字)
【請求項2】
前記第1の凹部と前記第2の凹部とが交互に隣接するように配置されている、請求項1に記載の冷却装置の製造方法。
【請求項3】
前記レーザ溶接した後に前記2枚のアルミニウム板材が前記一方のアルミニウム板材の側に凸状に反る場合、前記第2の凹部に入熱し、前記レーザ溶接した後に前記2枚のアルミニウム板材が他方のアルミニウム板材の側に凸状に反る場合、前記第1の凹部に入熱する、請求項1又は2に記載の冷却装置の製造方法。
【請求項4】
前記2枚のアルミニウム板材における他方のアルミニウム板材の厚さは、前記一方のアルミニウム板材の厚さ以上である、請求項1又は2に記載の冷却装置の製造方法。
【請求項5】
前記第1の凹部における当該第1の凹部の底部又は前記第2の凹部における当該第2の凹部の底部に対して前記2枚のアルミニウム板材への入熱影響が小さい部分に入熱する、請求項1又は2に記載の冷却装置の製造方法。
発明の詳細な説明
【技術分野】
【0001】
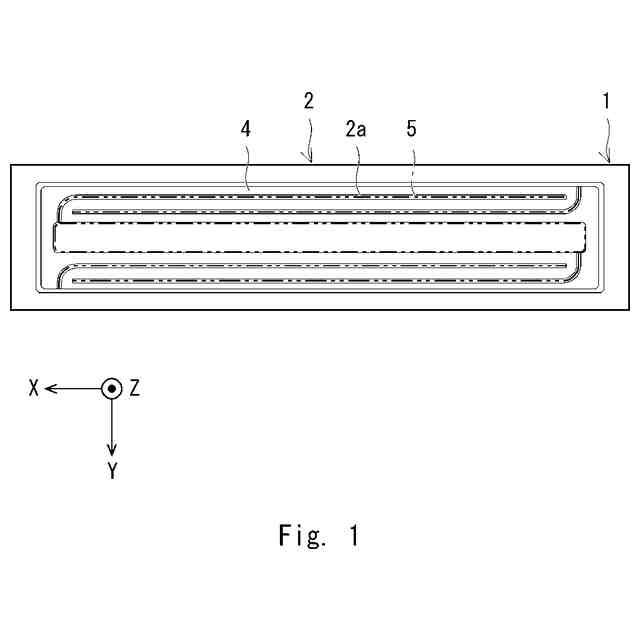
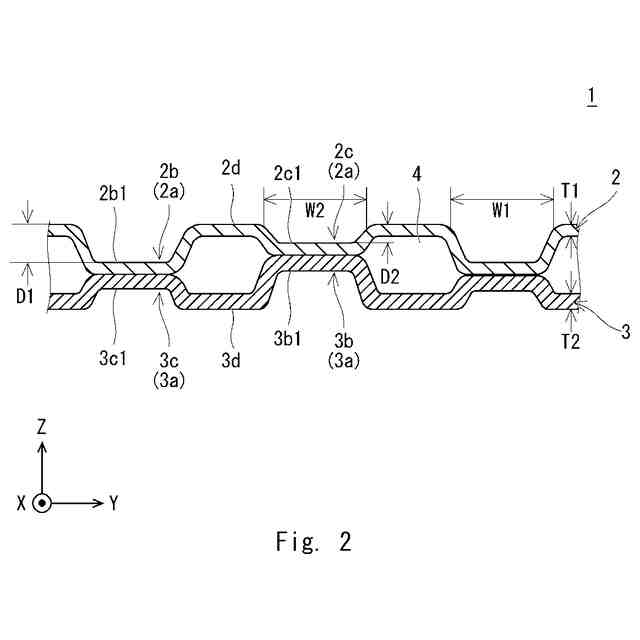
本開示は、冷却装置の製造方法に関し、例えば、2枚のアルミニウム板材における一軸方向に延在する凹部の底部同士を突き合わせてレーザ溶接することで、冷媒の流路を有する冷却装置を製造する方法に関する。
続きを表示(約 1,200 文字)
【背景技術】
【0002】
例えば、冷媒の流路を有する冷却装置を製造する場合、2枚のアルミニウム板材をレーザ溶接することがあるが、レーザ溶接した部分の熱収縮によって2枚のアルミニウム板材に反りが生じる。
【0003】
そこで、特許文献1の製造方法は、2枚のアルミニウム板材をレーザ溶接した後に、レーザ溶接した2枚のアルミニウム板材を反転させて、レーザ溶接した部分に対して対向する部分に入熱することで、2枚のアルミニウム板材の反りを矯正している。
【先行技術文献】
【特許文献】
【0004】
特開2020-89901号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
本出願人は、以下の課題を見出した。特許文献1の製造方法は、レーザ溶接した2枚のアルミニウム板材の反りを矯正するために、当該2枚のアルミニウム板材を反転する必要があり、冷却装置の製造が煩雑である課題を有する。
【0006】
本開示は、このような問題点に鑑みてなされたものであり、冷却装置の製造の簡略化に寄与する冷却装置の製造方法を実現する。
【課題を解決するための手段】
【0007】
本開示の一態様に係る冷却装置の製造方法は、2枚のアルミニウム板材における一軸方向に延在する凹部の底部同士を突き合わせてレーザ溶接することで、冷媒の流路を有する冷却装置を製造する方法であって、
第1の凹部と、前記第1の凹部に対して深さが浅い第2の凹部と、が形成された2枚のアルミニウム板材を対向するように配置して、前記第1の凹部の底部と前記第2の凹部の底部とを突き合わせ、前記2枚のアルミニウム板材における一方のアルミニウム板材の側から前記第1の凹部の底部と前記第2の凹部の底部とをレーザ溶接する工程と、
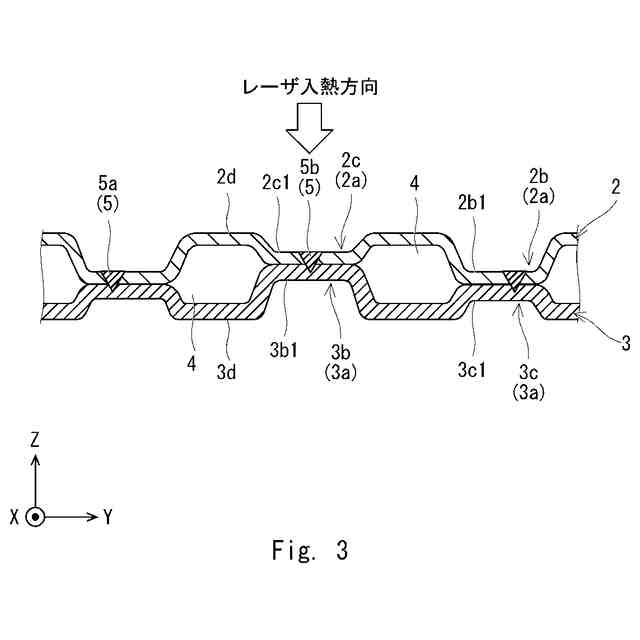
前記レーザ溶接した2枚のアルミニウム板材の反りを矯正するために、前記一方のアルミニウム板材の側から前記第1の凹部又は前記第2の凹部に入熱する工程と、
を備える。
【0008】
上述の冷却装置の製造方法は、前記第1の凹部と前記第2の凹部とが交互に隣接するように配置されていることが好ましい。
【0009】
上述の冷却装置の製造方法は、前記レーザ溶接した後に前記2枚のアルミニウム板材が前記一方のアルミニウム板材の側に凸状に反る場合、前記第2の凹部に入熱し、前記レーザ溶接した後に前記2枚のアルミニウム板材が他方のアルミニウム板材の側に凸状に反る場合、前記第1の凹部に入熱することが好ましい。
【0010】
上述の冷却装置の製造方法は、前記2枚のアルミニウム板材における他方のアルミニウム板材の厚さは、前記一方のアルミニウム板材の厚さ以上であることが好ましい。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
トヨタ自動車株式会社
電極
25日前
トヨタ自動車株式会社
方法
25日前
トヨタ自動車株式会社
車両
1日前
トヨタ自動車株式会社
電池
29日前
トヨタ自動車株式会社
電池
18日前
トヨタ自動車株式会社
車両
17日前
トヨタ自動車株式会社
方法
18日前
トヨタ自動車株式会社
車両
24日前
トヨタ自動車株式会社
車両
16日前
トヨタ自動車株式会社
車両
今日
トヨタ自動車株式会社
車両
3日前
トヨタ自動車株式会社
方法
1日前
トヨタ自動車株式会社
車両
25日前
トヨタ自動車株式会社
電極
29日前
トヨタ自動車株式会社
方法
29日前
トヨタ自動車株式会社
膜体
3日前
トヨタ自動車株式会社
方法
15日前
トヨタ自動車株式会社
車両
22日前
トヨタ自動車株式会社
車両
15日前
トヨタ自動車株式会社
モータ
24日前
トヨタ自動車株式会社
電動車
17日前
トヨタ自動車株式会社
充電器
18日前
トヨタ自動車株式会社
モータ
15日前
トヨタ自動車株式会社
電極体
23日前
トヨタ自動車株式会社
電動車
24日前
トヨタ自動車株式会社
充電器
15日前
トヨタ自動車株式会社
移動体
17日前
トヨタ自動車株式会社
モータ
17日前
トヨタ自動車株式会社
電動車
18日前
トヨタ自動車株式会社
電動車両
25日前
トヨタ自動車株式会社
コネクタ
3日前
トヨタ自動車株式会社
充電設備
3日前
トヨタ自動車株式会社
電動車両
22日前
トヨタ自動車株式会社
管理装置
22日前
トヨタ自動車株式会社
充電装置
25日前
トヨタ自動車株式会社
蓄電装置
29日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ