TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025114454
公報種別
公開特許公報(A)
公開日
2025-08-05
出願番号
2024178917
出願日
2024-10-11
発明の名称
ステンレス鋼およびステンレス鋼の製造方法
出願人
日本製鉄株式会社
代理人
弁理士法人 HARAKENZO WORLD PATENT & TRADEMARK
主分類
B23K
26/352 20140101AFI20250729BHJP(工作機械;他に分類されない金属加工)
要約
【課題】非金属材料と良好に接合可能なステンレス鋼等を実現する。
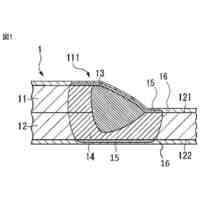
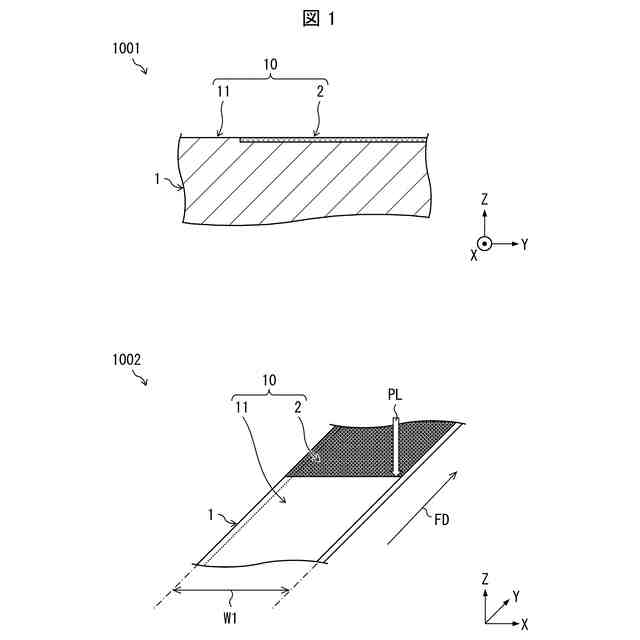
【解決手段】ステンレス鋼(1)であって、表面(10)の少なくとも一部に、パルスレーザ(PL)により照射された照射部(2)を有しており、照射部(2)は、複数の窪み部と、窪み部に隣接する複数の隆起部とを含み、窪み部および隆起部は、それぞれ不定形状であり、隆起部は、平面視において、幅が0.1μm以上200μm以下であり、窪み部を挟んで位置する隆起部同士の間隔が300μmを超えず、照射部における表面拡大率が1.1以上である。
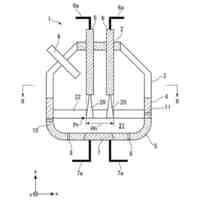
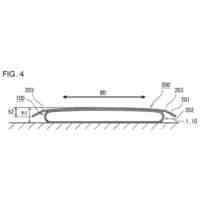
【選択図】図1
特許請求の範囲
【請求項1】
表面の少なくとも一部に、パルスレーザにより照射された照射部を有しており、
前記照射部は、複数の窪み部と、前記窪み部に隣接する複数の隆起部とを含み、
前記窪み部および前記隆起部は、それぞれ不定形状であり、
前記隆起部は、平面視において、幅が0.1μm以上200μm以下であり、前記窪み部を挟んで位置する前記隆起部同士の間隔が300μmを超えず、
前記照射部における表面拡大率が1.1以上である、ステンレス鋼。
続きを表示(約 1,400 文字)
【請求項2】
前記パルスレーザの照射により前記照射部が形成される前の表面を仮想面とし、
前記窪み部は、断面視において、前記仮想面に対する深さが0.1μmよりも大きく、
前記隆起部は、断面視において、前記仮想面に対する高さが0.1μmよりも大きい、請求項1に記載のステンレス鋼。
【請求項3】
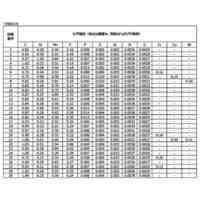
質量%で、C:0.005~0.300%、Si:0.01~3.00%、Mn:0.01~15.00%、P:0.045%以下、S:0.0300%以下、Ni:0.01~20.00%、Cr:10.0~35.0%、Cu:0.01~3.50%、N:0.400%以下、Al:0.001~3.500%を含み、残部がFeおよび不可避的不純物からなる、請求項1に記載のステンレス鋼。
【請求項4】
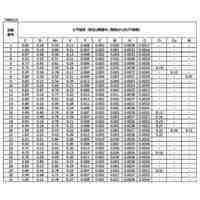
質量%で、Mo:0.01~3.20%、Nb:0.60%以下、Ti:0.60%以下、V:0.60%以下、B:0.010%以下、Ca:0.0002~0.0150%、Hf:0.001~0.600%、Zr:0.01~0.60%、Sb:0.005~0.600%、Co:0.60%以下、W:0.60%以下、Ta:0.001~1.000%、Sn:0.002~1.000%、Ga:0.0002~0.5000%、Mg:0.0003~0.0050%およびREM:0.001~0.200%からなる群から選択される少なくとも1種をさらに含む、請求項3に記載のステンレス鋼。
【請求項5】
前記照射部は、最小自己相関長さSalが45.0μm以下である、請求項1に記載のステンレス鋼。
【請求項6】
前記複数の窪み部は、それぞれ、前記隆起部に囲繞されているとともに、平均径が0.1μm以上200μm以下である平滑な底面を有する形状であり、
前記複数の隆起部は、それぞれが連結して網状の構造を構成しているとともに、前記網状の構造の一部として、上方に突出した複数の突出部を有しており、
前記隆起部が介在して隣り合う前記窪み部の間隔が300μmを超えない、請求項1に記載のステンレス鋼。
【請求項7】
前記突出部の少なくとも一部の頂部は、球形状または涙滴形状である、請求項6に記載のステンレス鋼。
【請求項8】
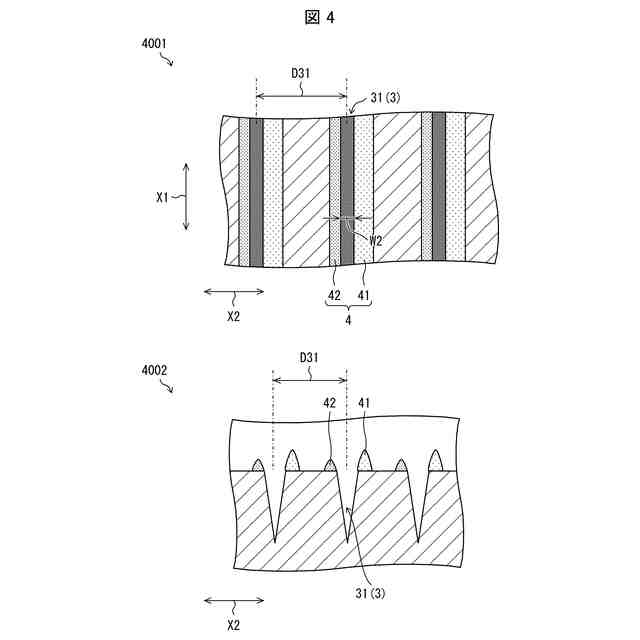
前記複数の窪み部の少なくとも一部は、前記表面に沿って第1方向に延びる溝形状を有する第1の溝部であり、
前記第1の溝部は、前記表面において前記第1方向に直交する方向の開口幅が300μmよりも小さく、
前記複数の隆起部は、
前記第1の溝部に隣接して位置し、前記第1の溝部に沿って前記第1方向に延びる第1の畝部と、
前記第1の畝部とは反対側で前記第1の溝部に隣接して位置し、前記第1の溝部に沿って前記第1方向に延びる第2の畝部と、を含み、
前記照射部における表面拡大率が2.0以上である、請求項1に記載のステンレス鋼。
【請求項9】
前記第1の畝部の高さは、前記第2の畝部の高さよりも大きく、
前記第1の畝部の幅は、前記第2の畝部の幅よりも大きい、請求項8に記載のステンレス鋼。
【請求項10】
複数の前記第1の溝部を含み、
前記第1の溝部の間隔が300μmを超えない、請求項8に記載のステンレス鋼。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、ステンレス鋼およびステンレス鋼の製造方法に関する。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
ステンレス鋼は、優れた耐食性、磁性および表面外観等の特性を活かして、自動車、建材または電子機器等の広い分野で使用されている。従来、ステンレス鋼を部品素材に用いる場合、各種溶接またはロウ付け等によりステンレス鋼同士を接合していた。
【0003】
近年、各分野で特徴ある材料を適材適所に組み合わせて使用するマルチマテリアル化が進んでいる。そのため、従来の溶接等の方法では接合が困難な、金属材料と樹脂との組み合わせ等の、異種材料同士の接合方法が求められている。
【0004】
このような接合の一例として、例えば、ステンレス鋼と、接着剤または熱可塑性樹脂等の非金属材料との直接接合が要望されている。しかしながら、ステンレス鋼は表面に不働態被膜および酸化被膜を有しており、非金属材料との親和性が低いことから接着性および直接接合性に劣る場合がある。
【0005】
例えば特許文献1には、一方の被接合材がフッ素樹脂材であり、他方の被接合材の表面にナトリウムを含む混合溶液を塗布した後に、表面にレーザ照射を施す工程を有するフッ素樹脂の接合方法が開示されている。
【先行技術文献】
【特許文献】
【0006】
特開2019-123153号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
環境保護の観点から、アルカリ洗浄または有機溶剤等を含む薬剤の使用を回避するニーズが高まっている。特許文献1に記載の技術は、ナトリウムを含む混合溶液の使用が求められる。また、特許文献1には、レーザ照射の具体的な条件について何ら開示されていない。
【0008】
本発明の一態様は、表面の薬剤処理を要さず、非金属材料と良好に接合可能なステンレス鋼等を実現することを目的とする。
【課題を解決するための手段】
【0009】
前記の課題を解決するために、本発明の一態様に係るステンレス鋼は、表面の少なくとも一部に、パルスレーザにより照射された照射部を有しており、前記照射部は、複数の窪み部と、前記窪み部に隣接する複数の隆起部とを含み、前記窪み部および前記隆起部は、それぞれ不定形状であり、前記隆起部は、平面視において、幅が0.1μm以上200μm以下であり、前記窪み部を挟んで位置する前記隆起部同士の間隔が300μmを超えず、前記照射部における表面拡大率が1.1以上である。
【0010】
前記の課題を解決するために、本発明の一態様に係るステンレス鋼の製造方法は、ステンレス鋼の表面の少なくとも一部に、パルスレーザによる照射を行う工程を有し、前記照射は、フルエンスが1.2~6.5J/cm
2
となり、下記式(1)により示されるパルスレーザ痕の重畳数が0.5~200となるように行う;
重畳数=S×fs/(W×VL)・・・(1)
前記式(1)において、Sはビーム面積(mm
2
)を、fsはパルス照射速度(Hz)を、Wは照射幅(mm)を、VLは被照射体の送り速度(mm/s)を示す。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本製鉄株式会社
鋼材
2か月前
日本製鉄株式会社
線材
1か月前
日本製鉄株式会社
鋼線
1か月前
日本製鉄株式会社
鋼材
13日前
日本製鉄株式会社
床構造
1か月前
日本製鉄株式会社
鉄道車輪
2か月前
日本製鉄株式会社
溶接継手
1か月前
日本製鉄株式会社
角形鋼管
29日前
日本製鉄株式会社
評価方法
1か月前
日本製鉄株式会社
鉄道車輪
2か月前
日本製鉄株式会社
直流電気炉
1か月前
日本製鉄株式会社
柱梁接合部
28日前
日本製鉄株式会社
直流電気炉
1か月前
日本製鉄株式会社
軸受用鋼管
1か月前
日本製鉄株式会社
圧延H形鋼
29日前
日本製鉄株式会社
金属溶解方法
1か月前
日本製鉄株式会社
転炉吹錬方法
1か月前
日本製鉄株式会社
鋼の製造方法
1か月前
日本製鉄株式会社
転炉吹錬方法
1か月前
日本製鉄株式会社
鋼線及び撚り線
29日前
日本製鉄株式会社
高炉の操業方法
1か月前
日本製鉄株式会社
パネル用支持具
28日前
日本製鉄株式会社
鋼管用ねじ継手
28日前
日本製鉄株式会社
溶鉄の製造方法
2日前
日本製鉄株式会社
鋼線及びロープ
29日前
日本製鉄株式会社
直流電気溶解炉
1か月前
日本製鉄株式会社
溶鉄の製造方法
2日前
日本製鉄株式会社
パネル用支持具
28日前
日本製鉄株式会社
ステンレス鋼材
9日前
日本製鉄株式会社
ステンレス鋼材
8日前
日本製鉄株式会社
ステンレス鋼材
8日前
日本製鉄株式会社
溶鋼の製造方法
2日前
日本製鉄株式会社
高炉の操業方法
1か月前
日本製鉄株式会社
溶銑の脱りん方法
1か月前
日本製鉄株式会社
補強H形鋼有孔梁
1か月前
日本製鉄株式会社
棒製品の製造方法
1か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ