TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025115408
公報種別
公開特許公報(A)
公開日
2025-08-07
出願番号
2024009843
出願日
2024-01-26
発明の名称
鋳造装置
出願人
本田金属技術株式会社
代理人
個人
,
個人
,
個人
,
個人
,
個人
主分類
B22D
18/04 20060101AFI20250731BHJP(鋳造;粉末冶金)
要約
【課題】薄肉大型鋳物であっても最終凝固部を非製品部に留めることができ、且つ湯回り不良やガスの巻き込みが起こらないような鋳造技術を提供する。
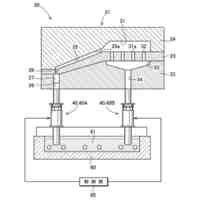
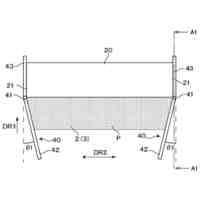
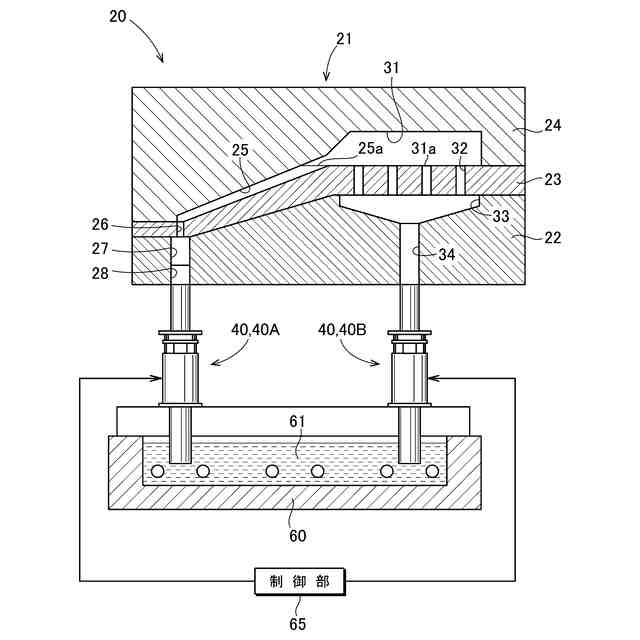
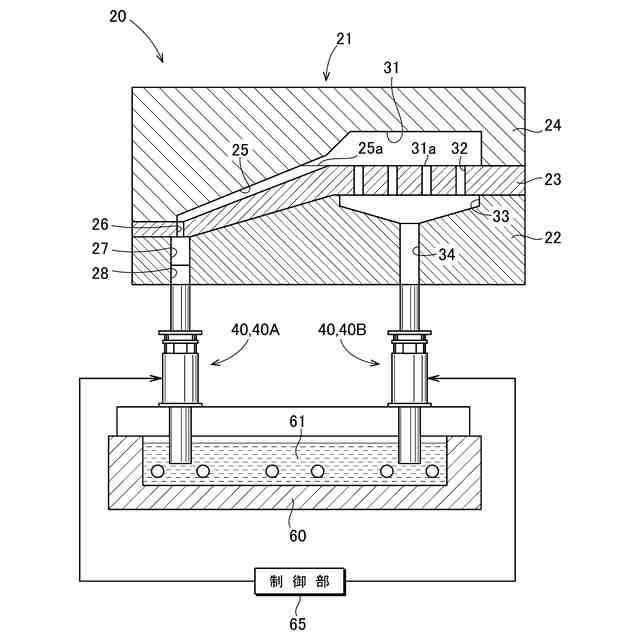
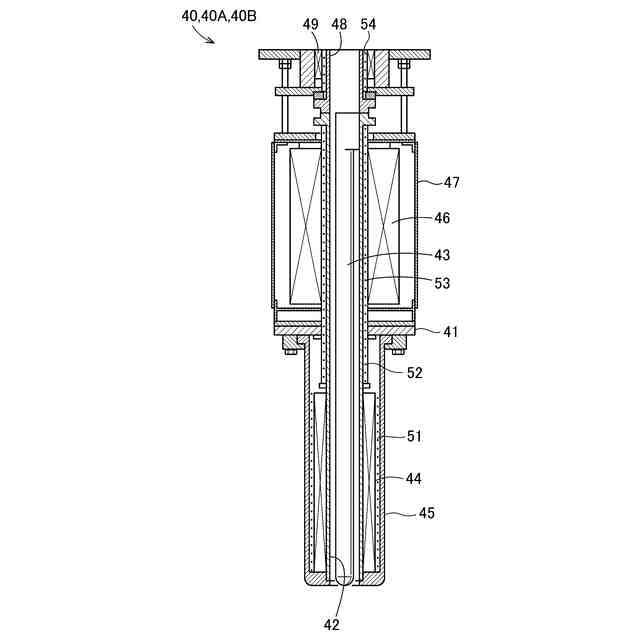
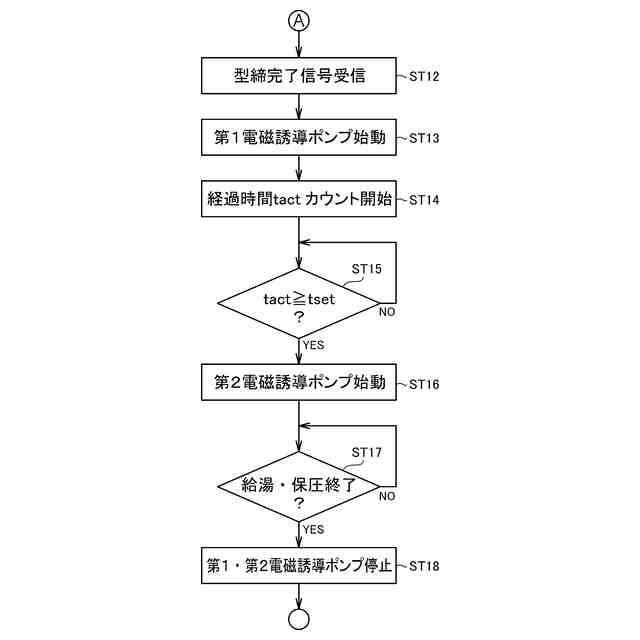
【解決手段】鋳造装置(20)は、金型(21)と、第1電磁誘導ポンプ(40A)と第2電磁誘導ポンプ(40B)を含む少なくとも2基の電磁誘導ポンプ(40)と、溶湯(61)を保持する少なくとも1基の保持炉(60)と、電磁誘導ポンプ(40)を制御する制御部(65)とからなる。第1電磁誘導ポンプ(40A)は、第1湯口(28)に接続され保持炉(60)の溶湯(61)を第1キャビティ(25)へ送り、第2電磁誘導ポンプ(40B)は、第2湯口(34)に接続され保持炉(60)の溶湯(61)を第2キャビティ(31)へ送る役割を果たす。制御部(65)は、第1電磁誘導ポンプ(40A)を始動してから所定の時間差が経過したときに第2電磁誘導ポンプ(40B)を始動する。
【選択図】図3
特許請求の範囲
【請求項1】
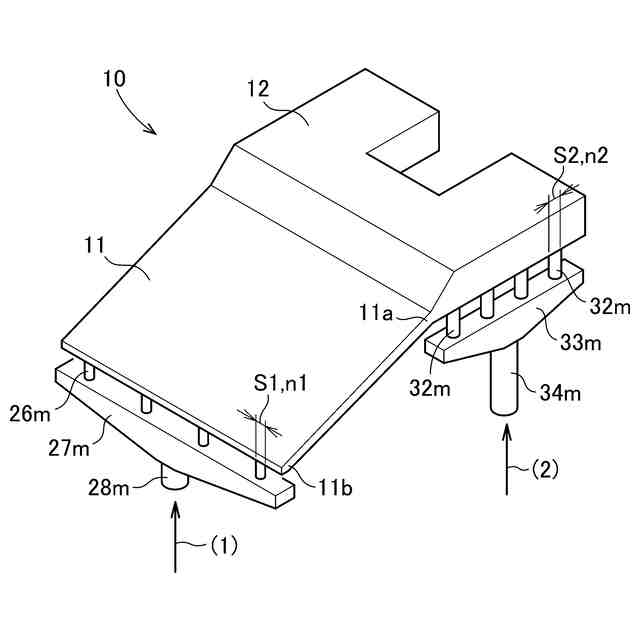
薄肉部と厚肉部が混在する鋳物であり、且つ大型である薄肉大型鋳物を鋳造する鋳造装置であって、
この鋳造装置は、金型と、第1電磁誘導ポンプと第2電磁誘導ポンプを含む少なくとも2基の電磁誘導ポンプと、溶湯を保持する少なくとも1基の保持炉と、前記電磁誘導ポンプを制御する制御部とからなり、
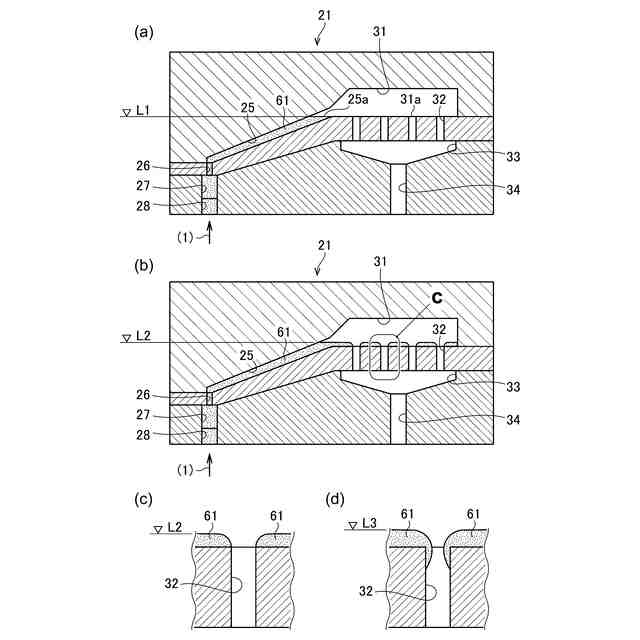
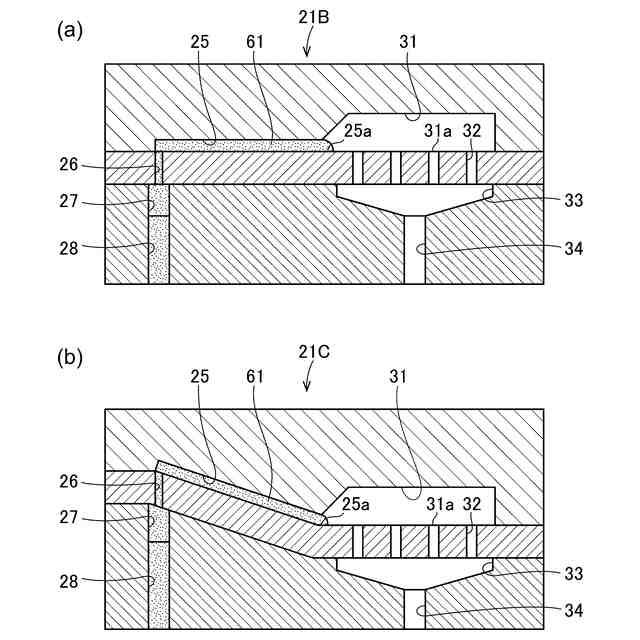
前記金型は、前記薄肉部に対応する第1キャビティと、この第1キャビティへ溶湯を供給する第1せきと、前記第1せきへ溶湯を供給する第1湯道と、この第1湯道へ溶湯を供給する第1湯口を備えると共に、前記厚肉部に対応し、且つ前記第1キャビティに繋がっている第2キャビティと、この第2キャビティへ溶湯を供給する第2せきと、前記第2せきへ溶湯を供給する第2湯道と、この第2湯道へ溶湯を供給する第2湯口を備え、
前記第1電磁誘導ポンプは、前記第1湯口に接続され前記保持炉の溶湯を前記第1キャビティへ送る役割を果たし、
前記第2電磁誘導ポンプは、前記第2湯口に接続され前記保持炉の溶湯を前記第2キャビティへ送る役割を果たし、
前記制御部は、前記第1電磁誘導ポンプを始動してから所定の時間差が経過したときに前記第2電磁誘導ポンプを始動する時間差運転制御をなし、
前記第1キャビティと前記第2キャビティの接続部位を前記第1キャビティの出口とし、前記第2せきと前記第2キャビティの接続部位を前記第2キャビティの入口としたときに、前記第1キャビティの出口と前記第2キャビティの入口は同じ高さに設定され、
前記所定の時間差は、前記第1電磁誘導ポンプを始動してから前記溶湯が前記第1キャビティの出口に到達するまでの第1到達時間と、前記第2電磁誘導ポンプを始動してから前記溶湯が前記第2キャビティの入口に到達するまでの第2到達時間との差であることを特徴とする鋳造装置。
続きを表示(約 440 文字)
【請求項2】
請求項1記載の鋳造装置であって、
前記制御部は、前記時間差運転制御に加えて、
前記第1電磁誘導ポンプの吐出圧より前記第2電磁誘導ポンプの吐出圧を低圧にする個別圧力制御をなすことを特徴とする鋳造装置。
【請求項3】
請求項1記載の鋳造装置であって、
前記制御部は、前記時間差運転制御に加えて、
前記第1電磁誘導ポンプに内蔵するヒータより前記第2電磁ポンプに内蔵するヒータの出力を下げる温度差制御をなすことを特徴とする鋳造装置。
【請求項4】
請求項1記載の鋳造装置であって、
前記第1せきの断面積より前記第2せきの断面積を大きくしたことを特徴とする鋳造装置。
【請求項5】
請求項1記載の鋳造装置であって、
前記第1キャビティは前記第1せきから上り勾配となるように傾斜して配置され、前記第1キャビティの出口が前記第2キャビティに繋がっていることを特徴とする鋳造装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は薄肉大型鋳物を鋳造する鋳造装置に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
繰り返して使用することができる金型にて鋳造する方法として、ダイカストマシンが知られている。
ダイカストマシンであれば、自動車部品のような薄肉で、且つ大型の鋳物の製造が可能である。ただし、薄肉で、且つ大型の鋳物の鋳造には、高圧で大型のダイカストマシンが必要となる。
しかし、高圧で大型のダイカストマシンは、非常に高価である。
【0003】
ダイカストマシンに代わる技術の一つが低圧鋳造であり、この低圧鋳造に係る技術が色々提案されてきた(例えば、特許文献1(図1)参照)。なお、低圧鋳造の意味は次の通りである。
【0004】
[用語の説明]
低圧鋳造は、英語でlow pressure die castingと表記される。我が国ではdieを省いて、low pressure casting、すなわち低圧鋳造と表記される。
【0005】
[従来の低圧鋳造装置]
特許文献1を次図に基づいて説明する。
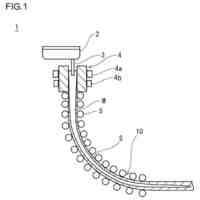
図10は従来の低圧鋳造の基本原理を説明する図である。
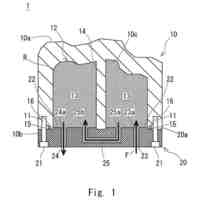
図10に示すように、低圧鋳造装置100は、内部にキャビティ101L、101Rを有する金型102と、この金型102の下方に配置され溶湯103が満たされた保持炉104と、この保持炉104内の溶湯103に下端部を浸漬させ、且つ上端部がキャビティ101L、101Rに繋がっている導管105L、105Rと、保持炉104に接続され溶湯103に下向きの空気圧を与える空気圧ポンプ106及び空気弁107と、金型102内に置かれる中子109と、キャビティ101L、101Rを減圧する減圧ポンプ111、減圧タンク112及び減圧弁113とからなる。
【0006】
[従来の低圧鋳造方法]
保持炉104には所定量の溶湯103が満たされている。空気弁107は閉じた状態で、減圧弁113を開き、キャビティ101L、101R内を大気圧以下に減圧する。この減圧と同時又は適当な時間経過後に、空気弁107を開く。すると、空気圧が溶湯103の上面を下向きに押す。結果、溶湯103が導管105L、105Rを通ってキャビティ101L、101Rへ供給される。
導管105L、105Rが2本であるため、単位時間当たり2倍の溶湯103が供給され、大型の鋳物が製造可能となる。
【0007】
しかし、従来の低圧鋳造装置100には、次に述べる欠点がある。
空気圧で溶湯103が押され、溶湯103が導管105L、105R内を上昇するが、このとき溶湯103は左の導管105Lと右の導管105Rにおいて同速で上昇する。
【0008】
左右の導管105L、105Rから供給された溶湯103が、キャビティ101L及びキャビティ101R内を上昇し、充満する。溶湯103は低温の金型102で冷却され凝固する。
最後に凝固した部位は最終凝固部と呼ばれる。この最終凝固部には不可避的に引け巣が残ることが知られている。
【0009】
引け巣は鋳造欠陥の一種であるため、製品部には残したくない。しかし、特許文献1の技術では、最終凝固部の位置を人為的に定めることは困難である。
【0010】
また、近年、車両を構成する車体は、プレス成形品の他、軽量鋳物で構成されるようになってきた。車体用の鋳物は、大型である上に薄肉部と厚肉部が混在する。
このような薄肉大型鋳物に、特許文献1の技術を適用すると、次に述べる欠点が新たに発生する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
ピストンの低圧鋳造金型
3か月前
株式会社キャステム
鋳造品の製造方法
3か月前
トヨタ自動車株式会社
中子の製造方法
1か月前
トヨタ自動車株式会社
中子の製造方法
10日前
トヨタ自動車株式会社
突き折り棒
2か月前
トヨタ自動車株式会社
鋳物砂の再生方法
1か月前
旭有機材株式会社
鋳型の製造方法
15日前
トヨタ自動車株式会社
ケースの製造方法
1か月前
株式会社日本触媒
窒素被覆金属粒子の製造方法
1か月前
トヨタ自動車株式会社
金型冷却構造
3か月前
株式会社豊田中央研究所
積層造形装置
2か月前
福田金属箔粉工業株式会社
Cu系粉末
1か月前
株式会社神戸製鋼所
炭素-銅含有粉末
3か月前
ポーライト株式会社
焼結部品の製造方法
1か月前
セイコーエプソン株式会社
製造方法
3か月前
artience株式会社
接合用ペースト、及び接合体
1か月前
artience株式会社
接合用ペースト、及び接合体
1か月前
artience株式会社
接合用ペースト、及び接合体
1か月前
大同特殊鋼株式会社
金属溶湯の出湯状態判定方法
1か月前
トヨタ自動車株式会社
ダイカスト装置
2か月前
花王株式会社
消臭剤組成物
24日前
トヨタ自動車株式会社
金型
2か月前
寧波力勁科技有限公司
鋳造装置の圧力射出システム
1日前
日本鋳造株式会社
押湯切断装置および押湯切断方法
2か月前
虹技株式会社
耐熱鋳鉄系金属短繊維とその製造方法
3か月前
新東工業株式会社
中子セット装置
1か月前
日本製鉄株式会社
鋳片の連続鋳造方法
3か月前
昭栄化学工業株式会社
Fe-Si系合金粉末の製造方法
3か月前
三菱重工業株式会社
鋳造方法および鋳造品
5日前
本田金属技術株式会社
鋳造装置
2日前
信越化学工業株式会社
磁気冷凍材料の製造方法
1か月前
福田金属箔粉工業株式会社
銅系粉末
1か月前
トヨタ自動車株式会社
鋳造システムの冷却機能付き金型
16日前
ユニチカ株式会社
絶縁性被膜を有するナノワイヤーを含有する構造体
15日前
株式会社AESCジャパン
電極箔の製造装置、及び電池
10日前
株式会社AESCジャパン
電極箔の製造装置、及び電池
10日前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ