TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025115589
公報種別
公開特許公報(A)
公開日
2025-08-07
出願番号
2024010130
出願日
2024-01-26
発明の名称
研削盤及び研削方法
出願人
株式会社ジェイテクト
代理人
弁理士法人明成国際特許事務所
主分類
B24B
5/04 20060101AFI20250731BHJP(研削;研磨)
要約
【課題】研削盤に取り付けられている砥石を交換することなく荒研削と仕上研削を実行できる技術を提供する。
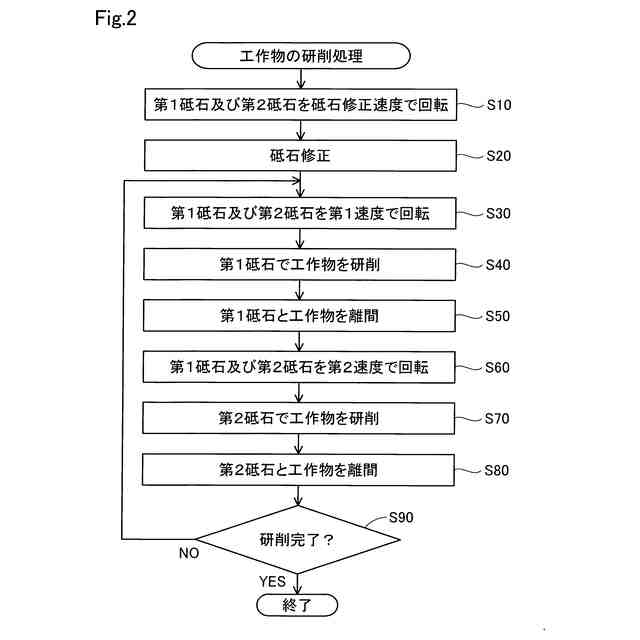
【解決手段】研削盤は、第1砥石と、第1砥石よりも弾性率の小さい第2砥石と、第1砥石及び第2砥石が取り付けられた砥石軸と、砥石軸を回転させる砥石軸回転モータと、砥石軸の回転速度を制御して工作物を研削する制御部と、を備え、回転速度が第1速度である場合、第2砥石の径は第1砥石の径よりも小さく、回転速度が第1速度よりも速い第2速度である場合、第2砥石の径は第1砥石の径よりも大きく、制御部は、第1速度と第2速度を切り替えて工作物を研削する。
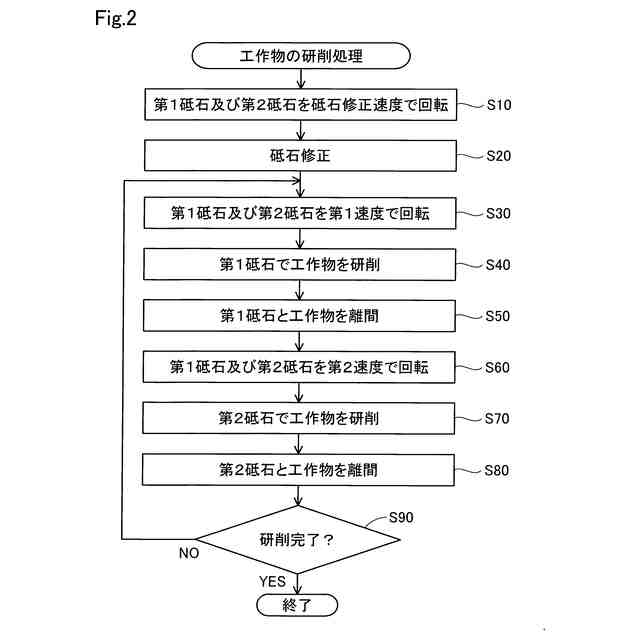
【選択図】図2
特許請求の範囲
【請求項1】
研削盤であって、
第1砥石と、
前記第1砥石よりも弾性率の小さい第2砥石と、
前記第1砥石及び前記第2砥石が取り付けられた砥石軸と、
前記砥石軸を回転させる砥石軸回転モータと、
前記砥石軸の回転速度を制御して工作物を研削する制御部と、を備え、
前記回転速度が第1速度である場合、前記第2砥石の径は前記第1砥石の径よりも小さく、
前記回転速度が前記第1速度よりも速い第2速度である場合、前記第2砥石の径は前記第1砥石の径よりも大きく、
前記制御部は、前記第1速度と前記第2速度を切り替えて前記工作物を研削する、
研削盤。
続きを表示(約 990 文字)
【請求項2】
請求項1に記載の研削盤であって、
前記第1砥石及び前記第2砥石の砥石修正を行うドレッサをさらに備え、
前記砥石修正において、
前記制御部は、前記回転速度を、前記第1速度よりも速くかつ前記第2速度よりも遅い砥石修正速度とし、
前記制御部は、前記ドレッサを用いて、前記回転速度が前記砥石修正速度であるときの前記第1砥石の径と前記第2砥石の径が等しくなるように、前記第1砥石と前記第2砥石の少なくともいずれか一方の径を修正する、
研削盤。
【請求項3】
請求項1に記載の研削盤であって、
前記制御部は、前記工作物の荒研削における前記回転速度を前記第1速度とし、前記工作物の仕上研削における前記回転速度を前記第2速度とする、
研削盤。
【請求項4】
砥石軸に取り付けられた第1砥石及び第2砥石による工作物の研削方法であって、
前記第2砥石の弾性率は前記第1砥石の弾性率よりも小さく、
前記砥石軸の回転速度が第1速度である場合、前記第2砥石の径は前記第1砥石の径よりも小さく、
前記回転速度が前記第1速度よりも速い第2速度である場合、前記第2砥石の径は前記第1砥石の径よりも大きく、
前記研削方法は、
前記回転速度が前記第1速度である状態で、前記第1砥石が前記工作物を研削する第1研削工程と、
前記回転速度が前記第2速度である状態で、前記第2砥石が前記工作物を研削する第2研削工程と、を備える、
研削方法。
【請求項5】
請求項4に記載の研削方法であって、
前記回転速度が前記第1速度よりも速くかつ前記第2速度よりも遅い砥石修正速度である状態で、前記第1砥石の径と前記第2砥石の径が等しくなるように、前記第1砥石と前記第2砥石の少なくともいずれか一方の径を修正する砥石修正工程をさらに備える、
研削方法。
【請求項6】
請求項5に記載の研削方法であって、
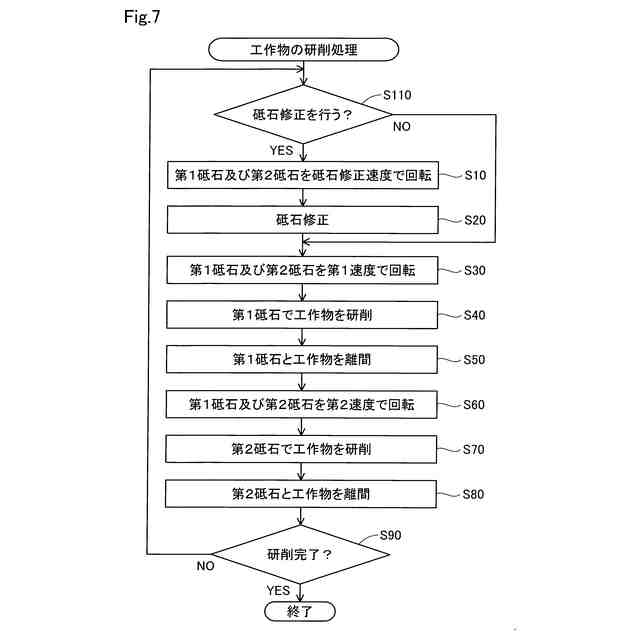
前記砥石修正工程を実行した後に、前記第1研削工程と前記第2研削工程を含む研削工程を複数回繰り返し実行し、
前記研削工程において、前記第1研削工程の後に前記第2研削工程を実行する、
研削方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、研削盤及び研削方法に関する。
続きを表示(約 3,000 文字)
【背景技術】
【0002】
特許文献1には、複数の砥石車を備える数値制御研削盤が開示されている。この研削盤は、工作物に複数のテーパを形成する場合に、砥石台の旋回角度に応じて砥石車の補正量を演算し、補正量に相当する量砥石車を修正することで砥石車に段差を付けている。
【先行技術文献】
【特許文献】
【0003】
実公平6-27334号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
工作物の研削加工では、工作物の荒研削が行われた後に仕上研削が行われることが一般的である。従来、荒研削と仕上研削で研削盤に取り付けられている砥石を交換する必要があり、手間がかかるという問題があった。
【課題を解決するための手段】
【0005】
本開示は、以下の形態として実現することが可能である。
【0006】
(1)本開示の第1の形態によれば、研削盤が提供される。この研削盤は、第1砥石と、前記第1砥石よりも弾性率の小さい第2砥石と、前記第1砥石及び前記第2砥石が取り付けられた砥石軸と、前記砥石軸を回転させる砥石軸回転モータと、前記砥石軸の回転速度を制御して工作物を研削する制御部と、を備え、前記回転速度が第1速度である場合、前記第2砥石の径は前記第1砥石の径よりも小さく、前記回転速度が前記第1速度よりも速い第2速度である場合、前記第2砥石の径は前記第1砥石の径よりも大きく、前記制御部は、前記第1速度と前記第2速度を切り替えて前記工作物を研削する。
この形態の研削盤によれば、研削盤に取り付けられている砥石を交換することなく、弾性率の異なる第1砥石及び第2砥石を用いて工作物を研削できる。したがって、ユーザーが研削盤に取り付けられている砥石を交換する手間を減らすことができる。
(2)上記形態の研削盤において、前記第1砥石及び前記第2砥石の砥石修正を行うドレッサをさらに備え、前記砥石修正において、前記制御部は、前記回転速度を、前記第1速度よりも速くかつ前記第2速度よりも遅い砥石修正速度とし、前記制御部は、前記ドレッサを用いて、前記回転速度が前記砥石修正速度であるときの前記第1砥石の径と前記第2砥石の径が等しくなるように、前記第1砥石と前記第2砥石の少なくともいずれか一方の径を修正してもよい。
この形態の研削盤によれば、特定の回転速度における第1砥石の径と第2砥石の径を等しくできる。
(3)上記形態の研削盤において、前記制御部は、前記工作物の荒研削における前記回転速度を前記第1速度とし、前記工作物の仕上研削における前記回転速度を前記第2速度としてもよい。
この形態の研削盤によれば、荒研削と仕上研削で、研削盤に取り付けられている砥石を交換することなく工作物を研削できる。
(4)本開示の第2の形態によれば、砥石軸に取り付けられた第1砥石及び第2砥石による工作物の研削方法が提供される。この研削方法は、前記第2砥石の弾性率は前記第1砥石の弾性率よりも小さく、前記砥石軸の回転速度が第1速度である場合、前記第2砥石の径は前記第1砥石の径よりも小さく、前記回転速度が前記第1速度よりも速い第2速度である場合、前記第2砥石の径は前記第1砥石の径よりも大きく、前記研削方法は、前記回転速度が前記第1速度である状態で、前記第1砥石が前記工作物を研削する第1研削工程と、前記回転速度が前記第2速度である状態で、前記第2砥石が前記工作物を研削する第2研削工程と、を備える。
この形態の研削方法によれば、砥石軸に取り付けられている砥石を交換することなく、弾性率の異なる第1砥石及び第2砥石を用いて工作物を研削できる。したがって、ユーザーが砥石軸に取り付けられている砥石を交換する手間を減らすことができる。
(5)上記形態の研削方法において、前記回転速度が前記第1速度よりも速くかつ前記第2速度よりも遅い砥石修正速度である状態で、前記第1砥石の径と前記第2砥石の径が等しくなるように、前記第1砥石と前記第2砥石の少なくともいずれか一方の径を修正する砥石修正工程をさらに備えてもよい。
この形態の研削方法によれば、特定の回転速度における第1砥石の径と第2砥石の径を等しくできる。
(6)上記形態の研削方法において、前記砥石修正工程を実行した後に、前記第1研削工程と前記第2研削工程を含む研削工程を複数回繰り返し実行し、前記研削工程において、前記第1研削工程の後に前記第2研削工程を実行してもよい。
この形態の研削方法によれば、研削工程を実行する毎に砥石修正工程が実行されることを抑制できる。また、弾性率の大きい第1砥石による工作物の荒研削が行われた後に、弾性率の小さい第2砥石による工作物の仕上研削を実行できる。
【図面の簡単な説明】
【0007】
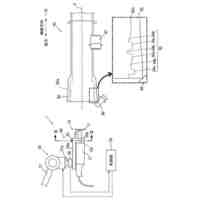
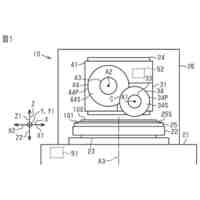
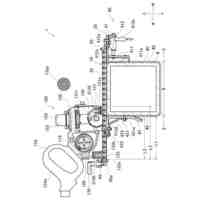
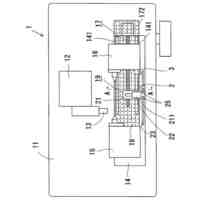
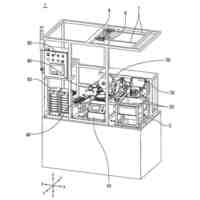
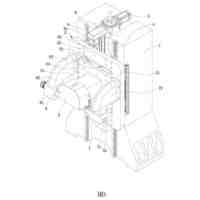
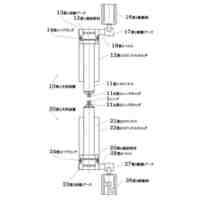
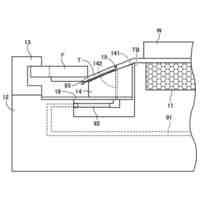
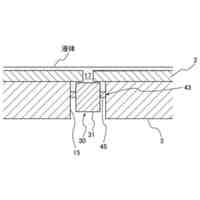
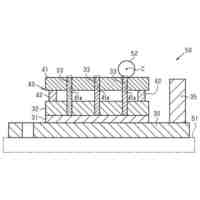
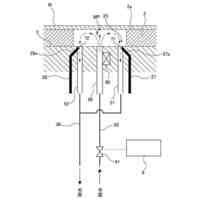
研削盤の概略構成を示す説明図。
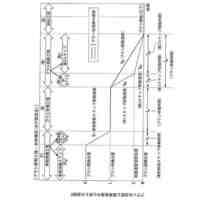
工作物の研削処理の工程図。
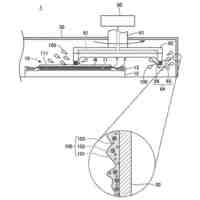
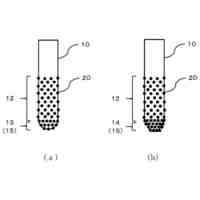
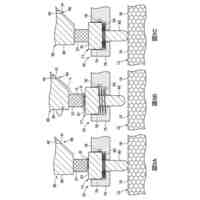
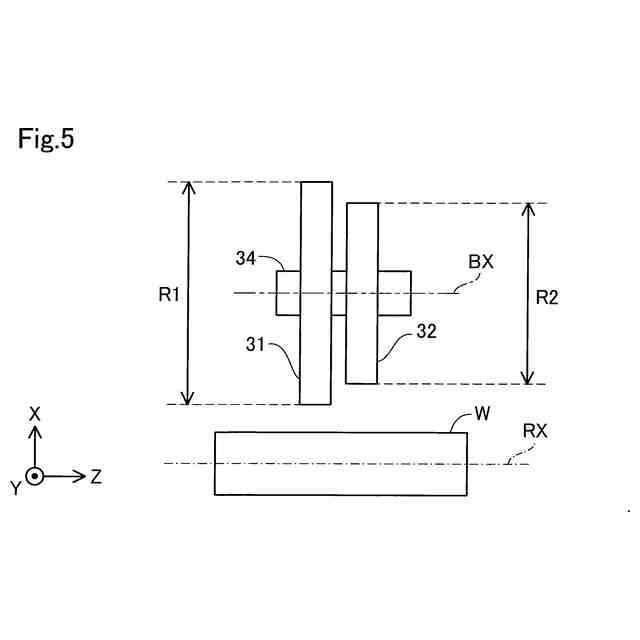
砥石修正工程が実行された後の第1砥石の径と第2砥石の径を説明する図。
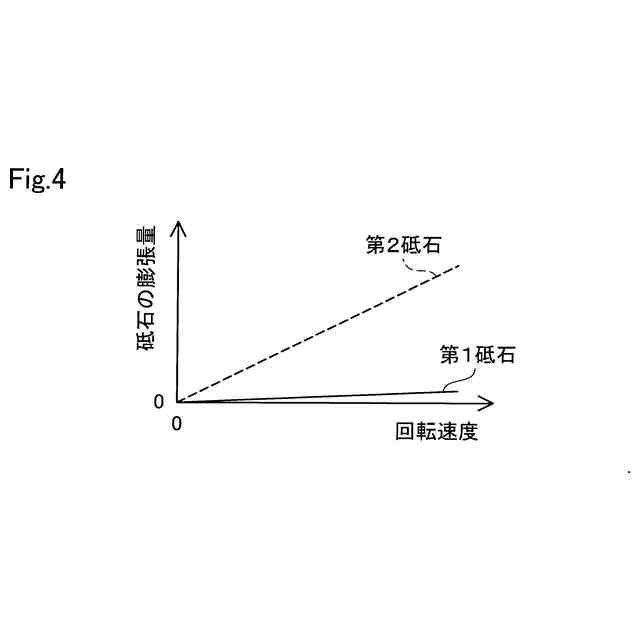
砥石の回転速度と膨張量の関係を示す図。
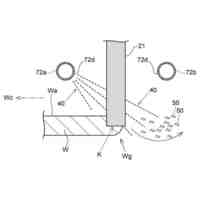
砥石軸の回転速度が第1速度であるときの第1砥石の径と第2砥石の径を説明する図。
砥石軸の回転速度が第2速度であるときの第1砥石の径と第2砥石の径を説明する図。
第2実施形態における工作物の研削処理の工程図。
【発明を実施するための形態】
【0008】
A.第1実施形態:
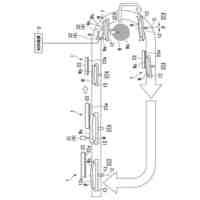
図1は、研削盤100の概略構成を示す説明図である。図1には、互いに直交する3つの座標軸であるX,Y,Z軸を表す矢印が示されている。Z軸およびX軸は、水平面に平行な座標軸である。Y軸は、鉛直方向に平行な座標軸である。図1におけるX,Y,Z軸を表す矢印と、他の図におけるX,Y,Z軸を表す矢印とは、同じ方向を指し示している。向きを特定する場合には、矢印の指し示す方向である正の方向を「+」、矢印の指し示す方向とは反対の方向である負の方向を「-」として、方向表記に正負の符号を併用する。
【0009】
研削盤100は、円筒状の工作物Wを工作物Wの軸線RX回りに回転させながら、回転する砥石33を軸線RXと交差する切込方向に接近させることで、砥石33で工作物Wの外周面を研削する円筒研削盤として構成されている。より詳細には、研削盤100は、砥石33を工作物Wに対して接触させると共に、工作物Wと砥石33とを相対的に移動させることで工作物Wの外周面を研削する。本実施形態では、切込方向は、-X方向である。また、軸線RXは、Z軸に沿っている。工作物Wは、例えば、金属やセラミックによって形成される。なお、工作物Wは、円筒状の部分を有する任意の形状であってもよい。
【0010】
研削盤100は、ベッド10と、支持部20と、砥石台30と、テーブル移動装置40と、砥石台移動装置50と、ドレッサ60と、制御部70と、駆動回路81,82,83と、を備える。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
包丁研ぎ器具
15日前
個人
研磨体
2か月前
個人
バレル研磨用メディア材
4か月前
株式会社サンポー
ブラスト装置
3か月前
株式会社クボタ
管研削装置
1か月前
株式会社村田製作所
切削装置
1か月前
シンクス株式会社
ボード切断装置
2か月前
株式会社リブラ
ブラスト加工装置
4か月前
大同特殊鋼株式会社
疵研削順序決定方法
3か月前
不二空機株式会社
可搬型動力工具
1か月前
株式会社ニッチュー
ブラスト装置
1か月前
株式会社ディスコ
砥石
1か月前
トヨタ自動車株式会社
バリ取り装置
4か月前
オークマ株式会社
円筒研削盤
1か月前
株式会社精工技研
研磨装置および研磨方法
4か月前
キヤノン電子株式会社
加工工具、及び、加工装置
4か月前
トヨタ自動車株式会社
回転砥石の製造方法
8日前
株式会社IHI
ブラストガン
5か月前
株式会社アイドゥス企画
受動変形内面研磨ホイール
7日前
株式会社ディスコ
加工方法、及び、切削装置
3か月前
株式会社東京精密
ワーク加工装置
3か月前
株式会社東京精密
ワーク加工装置
3か月前
日本特殊研砥株式会社
超弾性砥石
4か月前
JFEスチール株式会社
鋼帯のブラシ研削方法
3か月前
嘉澤端子工業股分有限公司
グラインダー
2か月前
中村留精密工業株式会社
レンズ保持装置
2か月前
株式会社ディスコ
研削装置
14日前
NTN株式会社
加工装置
5か月前
株式会社ディスコ
加工方法
2か月前
株式会社ディスコ
加工装置
5か月前
株式会社マキタ
サンダ
5か月前
セイコーインスツル株式会社
研削盤
2か月前
株式会社荏原製作所
研磨装置
3か月前
株式会社荏原製作所
研磨装置
5か月前
トヨタ紡織株式会社
プレス金型の研磨方法
3か月前
株式会社荏原製作所
研磨装置
5か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ