TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025116897
公報種別
公開特許公報(A)
公開日
2025-08-12
出願番号
2024011405
出願日
2024-01-30
発明の名称
流体圧シリンダ、シール部材仮置き用治具、シール部材挿入用治具及び流体圧シリンダ製造方法
出願人
古河ユニック株式会社
代理人
個人
,
個人
,
個人
主分類
F15B
15/14 20060101AFI20250804BHJP(流体圧アクチュエータ;水力学または空気力学一般)
要約
【課題】摩擦圧接によって生じるチューブ内周側のバリを封入する構造を備えた流体圧シリンダを安価に提供すること。
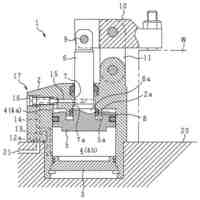
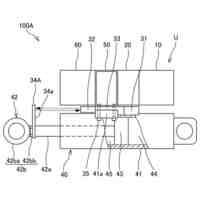
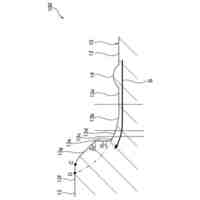
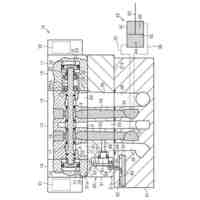
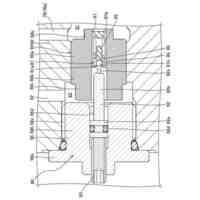
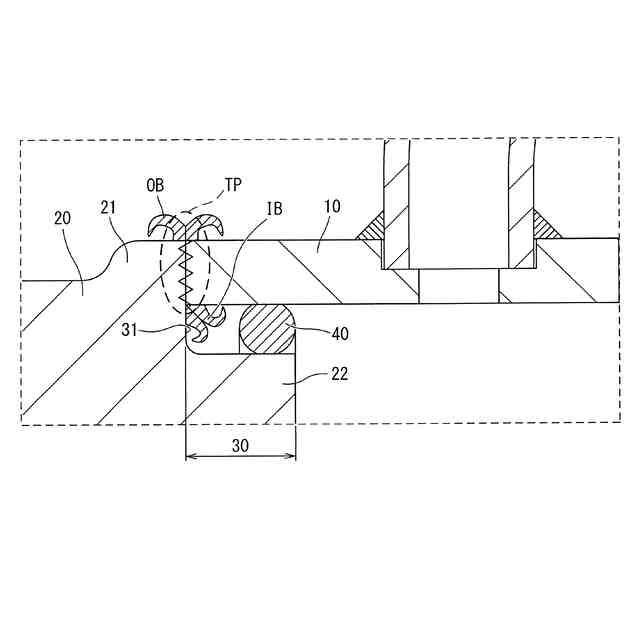
【解決手段】シリンダエンド20の大部分は、チューブ10の内径よりもわずかに小径であるが、摩擦圧接部分にチューブ10の外径と同径の大径部21が形成されている。また、大径部21の端面からは、チューブ10の内径よりも小径な円柱形状の突出部22が形成されている。 チューブ10とシリンダエンド20とが接合したとき、チューブ10の内周面とシリンダエンド20の周面との間には、突出部22の長さ分、空間30が形成される。また、空間30におけるシリンダエンド20側の端31からは、内バリIBが形成される。そのため、内バリIBは、形成時に自然と空間30の内部に収容される。チューブ10とシリンダエンド20との接合が完了した後、空間30にはシール部材としてOリング40が嵌め込まれる。
【選択図】図5
特許請求の範囲
【請求項1】
チューブと、シリンダエンドとを摩擦圧接によって接合した流体圧シリンダであって、
前記シリンダエンドにおける前記チューブの内部を臨む面には、前記チューブと同軸に、該チューブの内部に突き出た円柱形状の突出部が形成されており、
前記チューブの内周面と、前記突出部の周面との間には、摩擦圧接によって生じた内バリを収容する空間が形成され、
該空間は、シール部材によって密閉されていることを特徴とする流体圧シリンダ。
続きを表示(約 800 文字)
【請求項2】
前記突出部と前記チューブの内周面との間の幅が、変形していない状態における前記シール部材の径方向の断面幅よりも小さくなるように、前記突出部の径と、前記チューブの内径とが設定されていることを特徴とする請求項1に記載の流体圧シリンダ。
【請求項3】
前記突出部の軸方向の長さは、前記空間内に形成されるバリの軸方向の長さと、前記シール部材の軸方向の断面幅とを足し合わせた長さより長いことを特徴とする請求項1に記載の流体圧シリンダ。
【請求項4】
前記突出部の周面には、該突出部の径方向外側に突出する段部が形成されていることを特徴とする請求項1に記載の流体圧シリンダ。
【請求項5】
前記段部として、前記突出部の先端部分の周面に、第一段部が形成されていることを特徴とする請求項4に記載の流体圧シリンダ。
【請求項6】
前記段部として、前記突出部における根本側の周面に、第二段部が形成されていることを特徴とする請求項4又は請求項5に記載の流体圧シリンダ。
【請求項7】
前記段部は、前記突出部の全周に亘って形成されていることを特徴とする請求項4に記載の流体圧シリンダ。
【請求項8】
前記段部は、テーパ形状であることを特徴とする請求項4に記載の流体圧シリンダ。
【請求項9】
前記チューブの内周面における、前記空間が形成される範囲内には、該チューブの中心側に突出する段部が形成されていることを特徴とする請求項1に記載の流体圧シリンダ。
【請求項10】
前記段部として、前記チューブの内周面における、径方向から見て前記突出部の先端と重なる位置に第三段部が形成されていることを特徴とする請求項9に記載の流体圧シリンダ。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、摩擦圧接を行って製造される流体圧シリンダの構造、当該流体圧シリンダの製造に用いられる治具及び製造方法に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
従来、流体圧シリンダのシリンダチューブを製造するときには、円筒形状の部材の一端に円盤形状の部材を合わせて保持し、それぞれの部材を回転させながら境界部分を溶接している。しかし、このように溶接を行う場合、溶接個所はシリンダチューブ及び円筒部材の外側のみとなり、部材の厚みに対して溶接される範囲に限界が生じる。特に、シリンダが大型化し円筒形状の部材が肉厚になるほど、断面に対する接合部の割合が低下する。
【0003】
また、溶接によって部材を接合する場合には、溶接品質の管理を徹底しなければ溶接部分から作動流体漏れが生じる原因となるが、そのために溶接部分の精密検査を行うと、製造コストが増大するという問題がある。
【0004】
そこで、円筒形部材の断面全体を接合可能且つ溶接不良の発生を抑止可能な接合方法として、摩擦圧接が使用される。
摩擦圧接とは、二つの部材を接触させた状態で、一方を停止させたまま、他方を高速回転させて摩擦熱を発生させ、この摩擦熱によって部材を高温にした後、回転を停止させたうえで部材同士を高圧で押し付けること(アプセット加圧)によって接合を行う方法である。
【0005】
円筒形の部材を摩擦圧接によって接合する場合、高圧によって押し出されたバリが外周側及び内周側の両方に生成される。流体圧シリンダの内部は、ピストンに嵌め込まれたパッキンが密着しながら摺動することによって伸長側と短縮側との作動流体室を分けているため、バリが生じるとパッキンを損傷させる虞がある。また、シリンダの動作中に、バリが内周面から剥がれ落ちた場合には、作動流体の流路全体を損傷させる虞もある。
そこで、シリンダの製造過程においてバリを除去することが望ましいが、シリンダチューブ内周側のバリは、生成される箇所が開口部から離れた位置になり、しかも全周に亘って生成されるため、除去が困難である。
【0006】
そのため、特許文献1に開示されている流体圧シリンダは、シリンダの内周側に生成されたバリを封じ込めるため、円盤形の部材に空間を形成し、さらにこの空間に蓋をするための鍔部(特許文献1、図2の符号101)を備えている。
鍔部は、円筒形部材の内周面との間に隙間が形成される大きさであるが、当該隙間は0.5mm~1mmと狭いため、隙間より大きなバリが作動油室内部に侵入することが防止される。
なお、隙間を形成しない場合には、接合時の高速回転によって鍔部にも摩擦熱が発生するため、予期せずバリが通過可能な隙間が形成されるなどの不良品の発生原因となる。
【0007】
他にも、特許文献2には、テーパ面同士を接触させてバリの封入空間を密閉する構造を備えた油圧シリンダが開示されている。
簡単に説明すると、回転時、テーパ面同士は離れているが、アプセット加圧時にはテーパ部同士が寄り代の分接近するため、テーパ面同士も接近し最終的に密着する。そのため、バリの封入空間が密閉され、バリが封じ込められる。
【先行技術文献】
【特許文献】
【0008】
実開平4-87064号公報
特開2017-72160号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
特許文献1に開示されているような鍔部は、シリンダの内周面との間に隙間が形成されているため、隙間よりも小さく砕けたバリが作動油室内に侵入する可能性がある。一方、特許文献2に開示されているシリンダであれば、チューブと蓋部とに形成されたテーパ面同士が密着するためバリの封じ込めが可能である。しかし、このような構造の場合に密閉状態を確実にするには、高い寸法精度でテーパ面を加工し、さらに、アプセット加圧時に軸心を正確に一致させたうえで、全周を均等に加圧するといった高精度な加工が要求されるため、加工コストが高いという問題がある。
【0010】
本発明は、このような実情に鑑み、摩擦圧接によって生じるチューブ内周側のバリを封入する構造を備えた流体圧シリンダを安価に提供することを目的とし、また、当該流体圧シリンダの製造に用いられる治具及び治具を用いた流体圧シリンダの製造方法を提供することも目的とする。
【課題を解決するための手段】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
豊和工業株式会社
クランプ装置
3か月前
株式会社SUBARU
油圧回路
6か月前
住友建機株式会社
ショベル
7か月前
住友建機株式会社
ショベル
7か月前
川崎重工業株式会社
液圧駆動装置
6か月前
株式会社コスメック
シリンダ装置
25日前
川崎重工業株式会社
液圧駆動装置
6か月前
株式会社不二越
油圧システム
3か月前
コベルコ建機株式会社
建設機械
5か月前
学校法人東海大学
流れ制御装置
3か月前
日立建機株式会社
作業機械
4か月前
トヨタ自動車株式会社
流体漏れ検出装置
6か月前
ナブテスコ株式会社
方向切換弁装置
2か月前
日立建機株式会社
油圧駆動装置
4か月前
住友建機株式会社
ショベルの制御方法
1か月前
川崎重工業株式会社
マルチコントロールバルブ
6か月前
川崎重工業株式会社
マルチコントロールバルブ
6か月前
学校法人 中央大学
人工筋アクチュエータ装置
15日前
川崎重工業株式会社
マルチコントロールバルブ
6か月前
株式会社LIXIL
脈動流生成装置及び建築設備
3か月前
川崎重工業株式会社
弁装置
6か月前
川崎重工業株式会社
弁装置
7か月前
ナブテスコ株式会社
油圧回路
7か月前
カヤバ株式会社
アクチュエータ
5か月前
カヤバ株式会社
流体圧シリンダ
5か月前
CKD株式会社
アクチュエータの動作検出装置
2か月前
カヤバ株式会社
流体圧制御装置
5か月前
株式会社ジェイテクトフルードパワーシステム
サージタンク
6か月前
ナブテスコ株式会社
ロータリーアクチュエータ
3か月前
コベルコ建機株式会社
建設機械の油圧駆動装置
4か月前
中本パックス株式会社
気体圧装置
21日前
カヤバ株式会社
インレットハウジング
3か月前
株式会社コガネイ
圧縮空気供給装置
20日前
カヤバ株式会社
流体圧シリンダユニット
3か月前
キャタピラー エス エー アール エル
流体圧システム
7か月前
川崎重工業株式会社
液圧駆動システム、及びマルチコントロール弁
5か月前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ