TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025119339
公報種別
公開特許公報(A)
公開日
2025-08-14
出願番号
2024014191
出願日
2024-02-01
発明の名称
選別装置および物品検査装置
出願人
アンリツ株式会社
代理人
弁理士法人有我国際特許事務所
主分類
B07C
5/18 20060101AFI20250806BHJP(固体相互の分離;仕分け)
要約
【課題】エアーの吹付けタイミングを容易かつ的確に設定でき、安定した物品排除動作が可能な選別装置および物品検査装置を提供する。
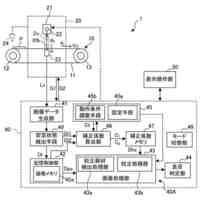
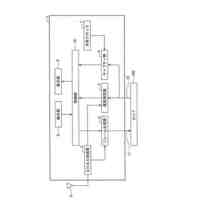
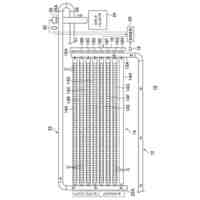
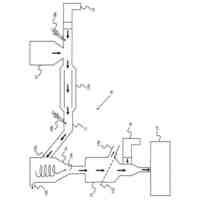
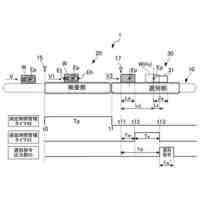
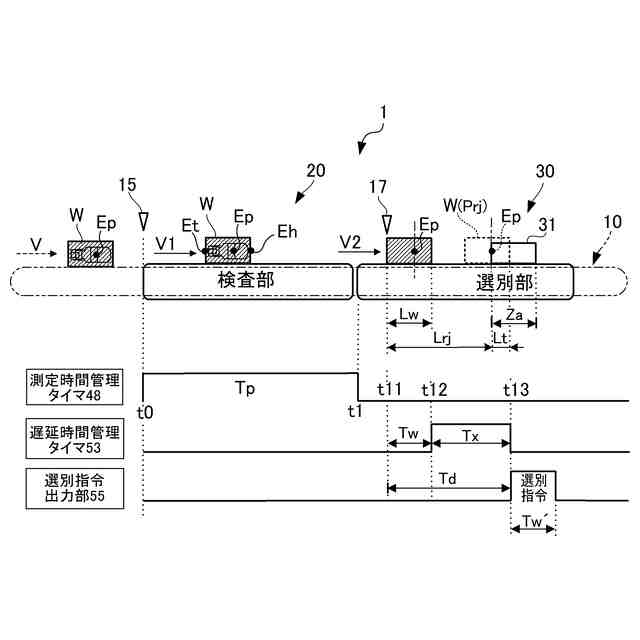
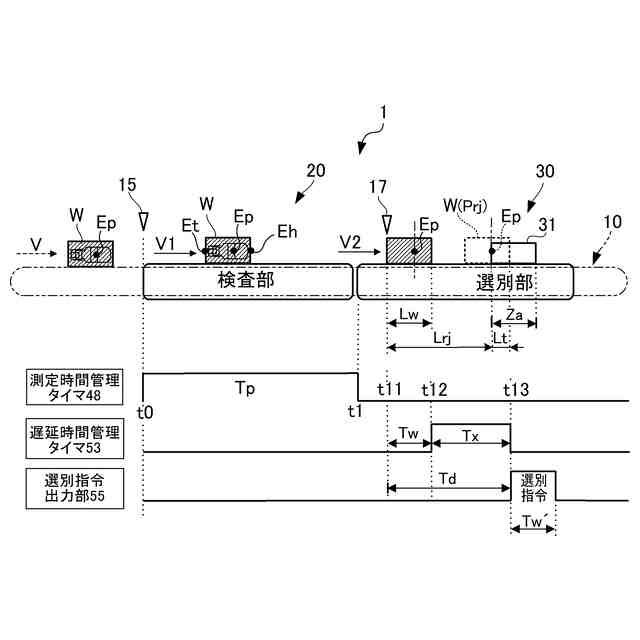
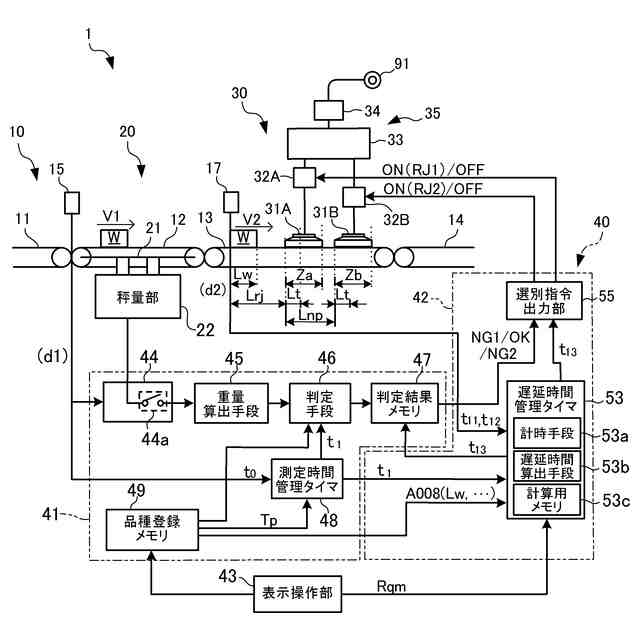
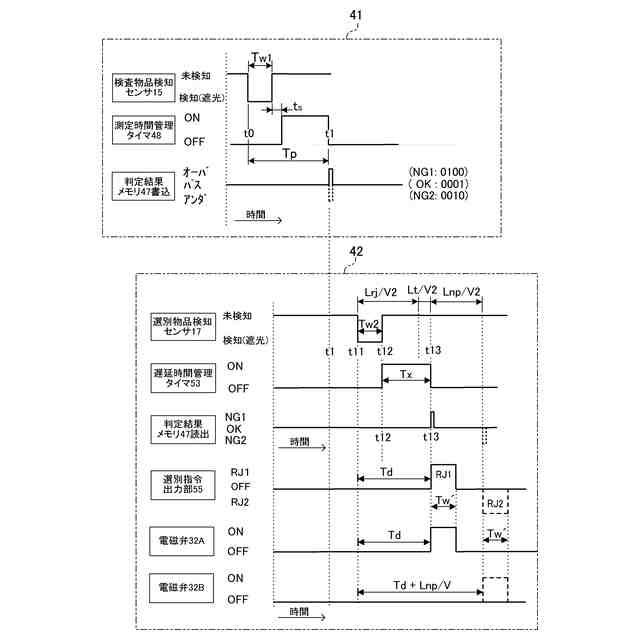
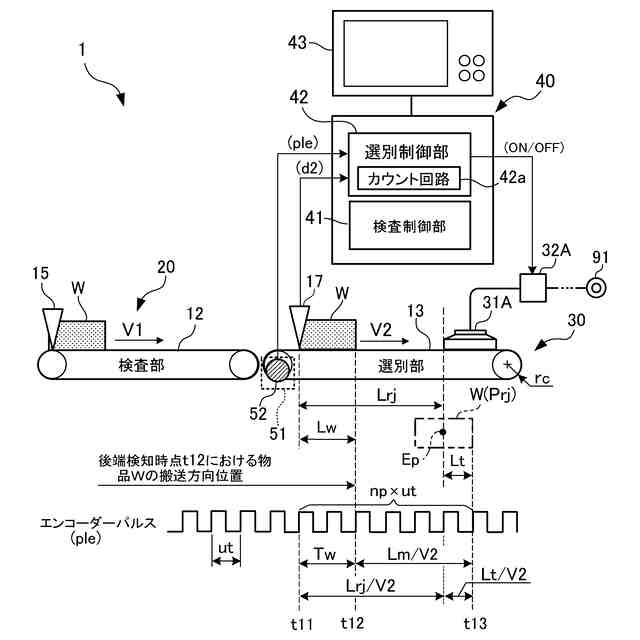
【解決手段】選別対象の物品Wを検知する選別物品検知センサ17と、圧縮空気による物品Wの必須加圧点Epを、物品Wの先端Ehからの距離Ltおよび搬送速度Vに対応する搬送時間Lt/Vを用いて品種ごとに設定する加圧点設定手段49と、物品Wの後端Etがセンサ17により検知された検知時点t12から必須加圧点Epが排出付勢区間Za内に入るまでの遅延時間Txを用いて設定される選別遅延時間Tdを管理する遅延時間管理タイマ53と、遅延時間管理タイマ53のタイムアップ時点t13から所定の指令時間Tw´だけ選別部30のエアー供給制御機構部35に選別指令信号を入力させる選別指令手段55とを有する。
【選択図】図1
特許請求の範囲
【請求項1】
物品(W)を所定の選別搬送経路(13)で搬送する搬送部(10)と、選別指令信号入力に応動し、前記選別搬送経路内の特定の排出付勢区間(Za)に入った前記物品を圧縮空気によって前記選別搬送経路外に排出する排出機構部(30)と、前記排出機構部を制御する制御部(40)と、を備えた選別装置であって、
前記所定の選別搬送経路の入り口側に配置され、前記物品を検知する選別物品検知センサ(17)と、
前記圧縮空気による前記選別搬送経路外への排出力が前記排出機構部から加えられるときの前記物品の必須加圧点(Ep)を、前記物品の搬送方向のいずれか一端(EhまたはEt)からの搬送方向の距離および搬送速度に対応する搬送時間(Lt/Vまたは(Lw-Lt)/V)として、前記物品の品種ごとに設定する加圧点設定手段(49)と、
前記物品の搬送方向の前記いずれか一端が前記選別物品検知センサにより検知された検知時点(t11またはt12)から、前記物品の前記必須加圧点が前記排出付勢区間(Za)内に入るまでの遅延時間((Tw+Tx)またはTx)を用いて設定される選別遅延時間(Td)を管理する遅延時間管理手段(53)と、
前記遅延時間管理手段のタイムアップ時点(t13)から所定の指令時間だけ前記排出機構部に前記選別指令信号を入力させる選別指令手段(55)と、を有することを特徴とする選別装置。
続きを表示(約 1,700 文字)
【請求項2】
前記物品の搬送方向の前記いずれか一端が、前記物品の搬送方向の後端(Et)であり、
前記遅延時間管理手段は、前記物品の搬送方向の後端が前記選別物品検知センサにより検知された検知時点(t12)から、前記物品の前記必須加圧点が前記選別搬送経路のうち前記排出付勢区間(Za)内に入るまでの遅延時間(Tx)を用いて設定される選別遅延時間を管理するとともに、
前記選別指令手段は、前記物品の搬送方向の前端(Eh)が前記選別物品検知センサにより検知された第1検知時点(t11)から、前記物品の搬送方向の後端(Et)が前記選別物品検知センサにより検知された第2検知時点(t12)までの物品長さ相当時間(Tw)に応じて、前記選別指令信号の前記指令時間(Tw´)を制御することを特徴とする請求項1に記載の選別装置。
【請求項3】
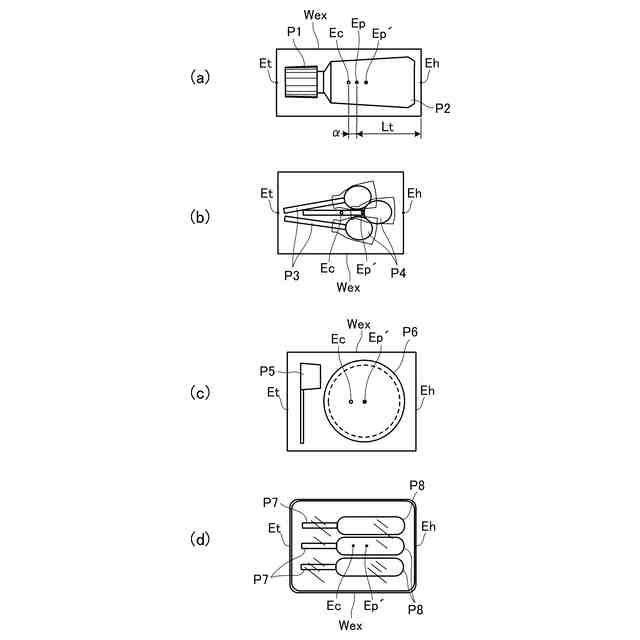
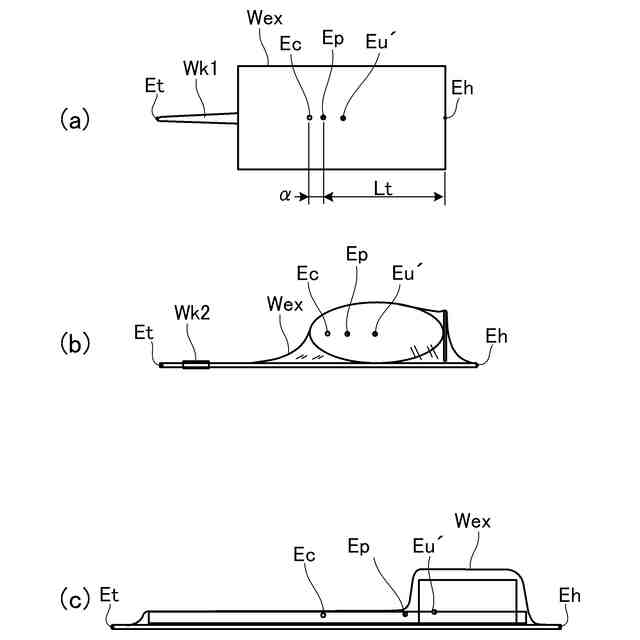
前記物品は、定形の包装箱その他の容器に該容器より重量の大きい定形の正味品を収納したものであって、該正味品の重心が前記物品の搬送方向の中心位置から外れており、
前記加圧点設定手段は、前記物品の前記必須加圧点を、前記搬送方向における物品長さの中心より前記物品長さ中における前記正味品の重心位置側に設定することを特徴とする請求項1または2に記載の選別装置。
【請求項4】
前記物品は、前記排出機構部からの前記圧縮空気による排出付勢方向に見た投影図形の図心位置が、前記物品の搬送方向の中心位置から外れており、
前記加圧点設定手段は、前記物品の前記必須加圧点を、前記搬送方向における物品長さの中心より前記排出付勢方向に見た投影面形状の図心位置側に設定することを特徴とする請求項1または2に記載の選別装置。
【請求項5】
前記遅延時間管理手段は、前記搬送部を駆動する搬送駆動モーター(51)の回転角度変位を所定角度単位で検出し該所定角度毎の検出パルスを出力するエンコーダー(52)と、該エンコーダーの出力パルス(ple)をカウントするとともに前記選別物品検知センサの検知信号を入力するカウント回路(42a)を有しており、前記選別遅延時間を、前記物品の前記搬送方向のいずれか一端(Et)が前記選別物品検知センサにより検知された前記検知時点以降における前記エンコーダーの出力パルスのカウント値(np)に基づいて把握することを特徴とする請求項1または2に記載の選別装置。
【請求項6】
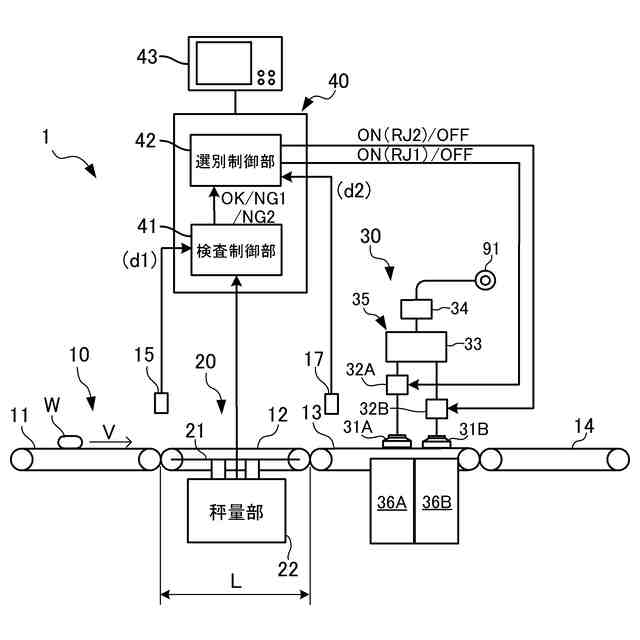
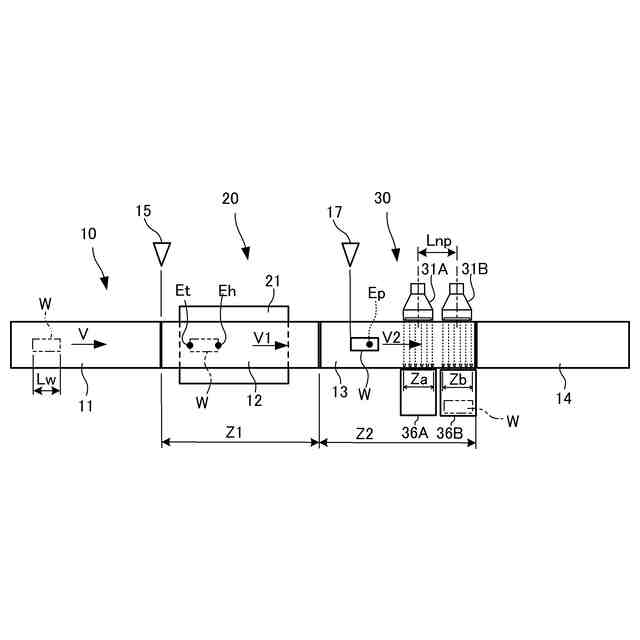
物品(W)を所定の搬送経路(12、13)で搬送する搬送部(10)と、前記搬送経路中の所定の検査区間(Z1)内で搬送中の前記物品の所定の品質状態を検査する検査部(20)と、選別指令信号入力に応動し、前記搬送経路中の所定の選別区間(Z2)内で検査済みの物品を前記検査部での検査結果に応じて前記搬送経路外に排出するエアージェット方式の排出機構部(30)と、前記検査部を制御する検査制御部(41)および前記排出機構部を制御する選別制御部(42)を有する制御部(40)と、を備えた物品検査装置であって、
前記排出機構部が、前記所定の選別区間の入り口側に配置された選別物品検知センサ(17)と、
前記圧縮空気による前記搬送経路外への排出力が前記排出機構部から加えられるときの前記物品の必須加圧点を、前記物品の搬送方向のいずれか一端(EhまたはEt)からの搬送方向の距離および搬送速度に対応する搬送時間(Lt/Vまたは(Lw-Lt)/V)として、前記物品の品種ごとに設定する加圧点設定手段(43、49)と、
前記物品の搬送方向の前記いずれか一端が前記選別物品検知センサにより検知された検知時点(t11またはt12)から、前記物品の前記必須加圧点が前記排出付勢区間(Za)内に入るまでの遅延時間((Tw+Tx)またはTx)を用いて設定される選別遅延時間を管理する遅延時間管理手段(53)と、
前記遅延時間管理手段のタイムアップ時点(t13)から所定の指令時間だけ前記排出機構部に前記検査部での検査結果に応じて前記選別指令信号を入力させる選別指令手段(55)と、を有することを特徴とする物品検査装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、選別装置および物品検査装置に関し、特に短時間での物品排除が要求されるエアージェット方式等の選別装置、および、同選別装置を所定の物品検査を行う検査部の下流側に選別部として配した物品検査装置に関する。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
従来、物品搬送ピッチが小さい高生産能力の生産ラインにおいて、後段側での物品処理に適さない不良物品等を短時間で排除する選別装置として、エアージェット方式のものが多用されている。
【0003】
また、物品検査を行う検査部の下流側にその検査結果に応じて選別動作するエアージェット方式の選別部を配した物品検査装置も多用されている。
【0004】
従来のこの種の選別装置および物品検査装置としては、例えばエアーを物品の推測重心位置に吹きつけてその物品をラインコンベアから排除するエアージェット装置と、投受光器により物品の搬送状態を検出する搬送状態検出装置と、エアージェット装置を制御する制御部とを備え、制御部は、投受光器の遮光時間の変化から物品の搬送方向に対する傾きの程度が一定以上に大きいことが検出されたときに、後段側での箱詰め処理に適さないその物品をエアージェット装置からのエアーの吹付けによりラインコンベア上から排除するとともに、その排除に際して、先端検知された物品の推測重心位置がエアーノズルの正面に到達するまでの時間をその物品の搬送方向に対する傾きに応じて算出するようにした物品排除装置が知られている(例えば、特許文献1参照)。
【先行技術文献】
【特許文献】
【0005】
特開2010-179969号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、上述のような従来の選別装置および物品検査装置にあっては、排除対象物品を確実に排除しつつ前後の物品の搬送方向に対する傾きや位置ずれの発生を抑えるべく、エアーを排除対象物品の推測重心位置に向けて吹きつけるように、排除対象物品へのエアーの吹きつけのタイミングが設定されていた。
【0007】
そのため、エアーの吹きつけが要求される時間が短時間に制限されてしまい、エアーの吹きつけが推測重心位置から外れないように、設定画面を用いた細かい設定が要求されてしまうばかりか、排除される物品の排出方向が不安定になり易いという問題があった。
【0008】
これに対し、排除対象物品を搬送方向と直交する方向に押し出すプッシャ方式の排出機構部を用いることも考えられるが、プッシャプレートを引込待機位置と押出完了位置の間で往復移動させる必要から、物品搬送ピッチが小さい生産ラインでは物品搬送速度が比較的低速に制限されてしまい、生産性の低下を招来してしまうという問題がある。
【0009】
また、エアーノズル幅を広幅にすることも考えられるが、物品搬送ピッチが小さい生産ラインにおいては、前後の物品の搬送姿勢等への悪影響や前段の重量測定部への悪影響が問題となる。
【0010】
そこで、本発明は、生産性を低下させることなく、選別対象の搬送物品を側面から排除方向に付勢するエアーの吹付けタイミングを容易にかつ的確に設定でき、安定した物品の排除動作が可能な選別装置および物品検査装置を提供することを目的とする。
【課題を解決するための手段】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
アンリツ株式会社
物品検査装置
7日前
アンリツ株式会社
物品検査装置及びX線検査装置
今日
アンリツ株式会社
分光器の校正装置及び校正方法
7日前
アンリツ株式会社
信号発生装置及び信号発生方法
8日前
アンリツ株式会社
金属検出機及び金属検出システム
1日前
アンリツ株式会社
物品検査装置およびその校正方法
7日前
アンリツ株式会社
誤り率測定装置及び誤り率測定方法
8日前
アンリツ株式会社
ネットワーク測定装置とその遅延時間補正方法
7日前
アンリツ株式会社
信号発生装置および信号発生装置が実行する信号発生方法
8日前
日清製粉株式会社
篩
3か月前
日東精工株式会社
検査装置
4か月前
個人
ゴミ分別システム
1か月前
株式会社タケエイ
振動篩装置
3か月前
株式会社クボタ
豆類選別機
3日前
株式会社クボタ
豆類選別機
3日前
株式会社クボタ
豆類選別機
3日前
株式会社レクザム
基板アンローダ
3か月前
川崎重工業株式会社
廃棄物処理システム
今日
シブヤ精機株式会社
農産物の集出荷装置
7日前
コネクテッドロボティクス株式会社
処理方法
2か月前
キヤノン株式会社
分別装置及び分別方法
2か月前
東芝ライテック株式会社
搬送システム
4か月前
株式会社栗本鐵工所
ローラスクリーン
3日前
株式会社シンセイ
砂乾燥選別装置
3か月前
株式会社クボタ
豆類選別機
3日前
株式会社サタケ
測定装置および選別装置
7日前
株式会社クボタ
豆類選別機
3日前
株式会社クボタ
豆類選別機
3日前
日本協同企画株式会社
果菜引継ぎ搬送装置及び果菜箱詰め装置
2か月前
株式会社 東京ウエルズ
ワーク分類装置、ワーク分類方法
1か月前
株式会社山本工作所
空気分散部材及び乾式分離装置
1か月前
アンリツ株式会社
選別装置および物品検査装置
2か月前
株式会社PFU
物体撮像装置および物体認識装置
3か月前
株式会社ダルトン
振動ふるい装置及び振動ふるい方法
2日前
アクセリア株式会社
情報提供システム、提供情報生成装置及び情報提供方法
8日前
ウエノテックス株式会社
風力選別機および風力選別システム
4か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ