TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025121002
公報種別
公開特許公報(A)
公開日
2025-08-19
出願番号
2024016126
出願日
2024-02-06
発明の名称
チャックテーブル及びハーフカット方法
出願人
株式会社ディスコ
代理人
インフォート弁理士法人
主分類
B24B
41/06 20120101AFI20250812BHJP(研削;研磨)
要約
【課題】反りが有るワークの下面全面を吸引保持することが可能なチャックテーブルを提供する。
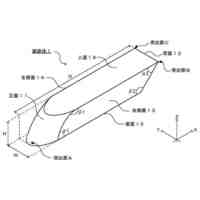
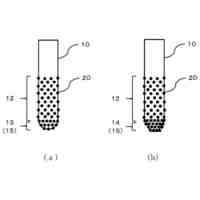
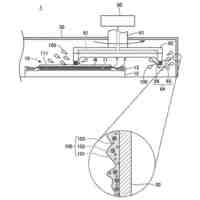
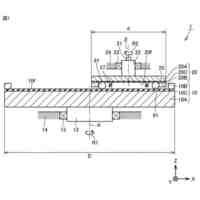
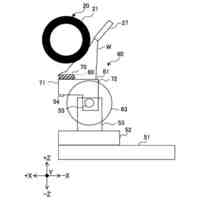
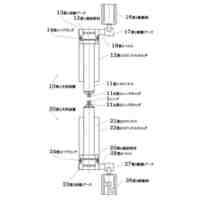
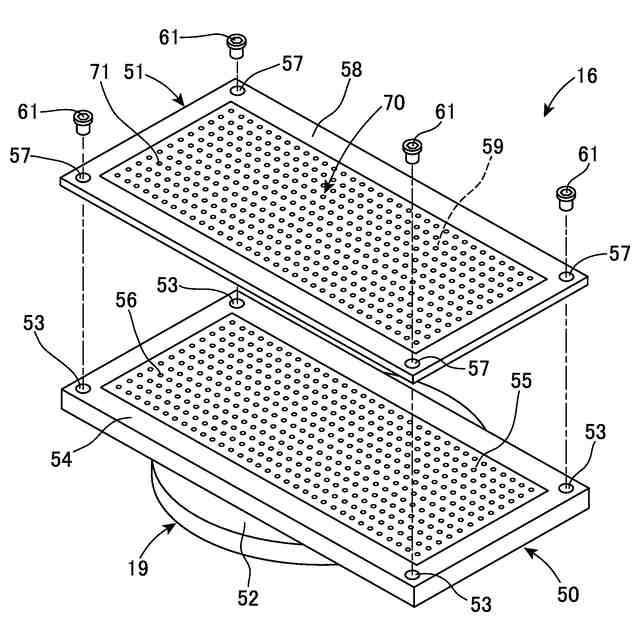
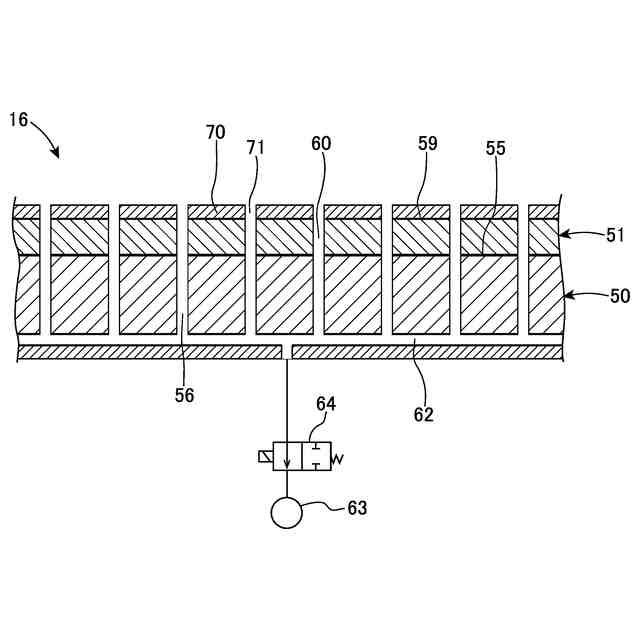
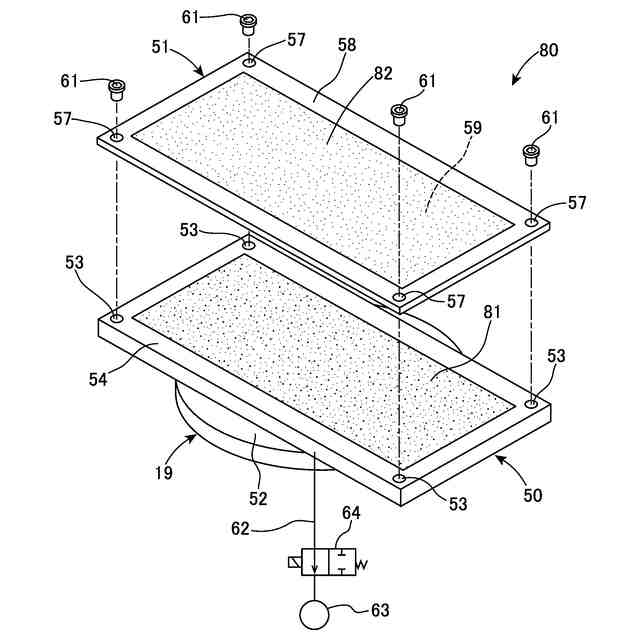
【解決手段】保持面で板状ワーク(11)を吸引保持するチャックテーブル(16、80)であって、上面に保持面を有する基台(51)と、保持面に複数配置され下面に貫通し吸引源(63)に連通可能な吸引孔(60)と、保持面全面に所定の厚みに配置したエラストマーの弾性部材(70、82)と、を備える。
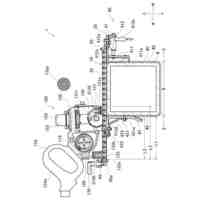
【選択図】図2
特許請求の範囲
【請求項1】
保持面で板状ワークを吸引保持するチャックテーブルであって、
上面に該保持面を有する基台と、該保持面に複数配置され下面に貫通し吸引源に連通可能な吸引孔と、該保持面全面に所定の厚みに配置したエラストマーの弾性部材と、からなるチャックテーブル。
続きを表示(約 600 文字)
【請求項2】
該弾性部材は、温度が20℃から30℃のときの動的粘弾性が0.1tanδ以上0.4tanδ以下である請求項1記載のチャックテーブル。
【請求項3】
該弾性部材は、熱可塑性エラストマーである、請求項1または2記載のチャックテーブル。
【請求項4】
該弾性部材は、発泡エラストマーである、請求項1または2記載のチャックテーブル。
【請求項5】
該板状ワークは、一方の面にバンプを備え、該バンプを該弾性部材に接触させて保持する請求項1または2記載のチャックテーブル。
【請求項6】
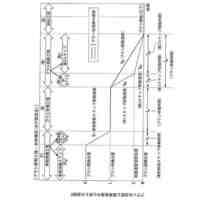
請求項1記載のチャックテーブルに保持された板状ワークを切削ブレードで、該板状ワークの厚みに満たない深さの切削溝を形成するハーフカット方法であって、
該チャックテーブルに該板状ワークを吸引保持させる保持工程と、
該保持工程で保持された該板状ワークを切削送り方向に移動させ、該切削ブレードに対する該切削送り方向の複数の位置での該板状ワークの上面高さを測定する、ワークの上面高さ測定工程と、
該上面高さ測定工程で測定した複数の上面高さを基に、該上面から所定の深さの該切削溝となるように該板状ワークを切削送り方向に移動させつつ該切削ブレードを昇降させて該切削溝を形成する切削工程と、
からなる、ハーフカット方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、板状のワークを保持するチャックテーブル、及び、板状のワークをハーフカットするハーフカット方法に関する。
続きを表示(約 1,000 文字)
【背景技術】
【0002】
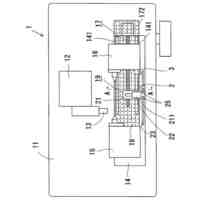
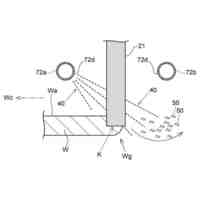
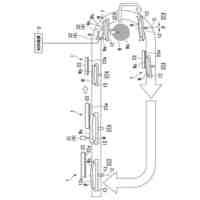
特許文献1や特許文献2に開示のように、板状のワークを切削加工する際には、ワークの下面をチャックテーブルの保持面に吸引保持し、ワークの上面側から切削ブレードを切り込ませて切削溝(加工溝)を形成する。切削加工では、例えば、ワークの厚みに満たない深さの切削溝を形成するハーフカットが行われる。しかし、ワークの反りによって、ワークの下面全面がチャックテーブルの保持面に接触していない場合に、ワークを保持面に十分に吸引保持できないことがある。
【先行技術文献】
【特許文献】
【0003】
特開2015-082627号公報
特開2020-062722号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
チャックテーブルの保持面にワークを十分に吸引保持できない状態では、切削加工の際にワークにズレが生じ、切削ブレードが破損するなどの問題が発生することがある。
【0005】
従って、ワークに対して切削加工などの加工を行う加工装置において、反りが有るワークの下面全面を吸引保持するチャックテーブルを提供するという解決すべき課題がある。
【0006】
また、反りが有るワークを切削加工する際に、ワークの反りの影響を加味せずに加工を行ってしまうと、切削加工で形成する切削溝の深さがばらつくおそれがある。
【0007】
従って、切削装置においては、反りが有るワークの切削加工の際に、ワークの厚みに満たない深さの切削溝を高い精度で形成するという課題がある。
【課題を解決するための手段】
【0008】
本発明の一態様は、保持面で板状ワークを吸引保持するチャックテーブルであって、上面に該保持面を有する基台と、該保持面に複数配置され下面に貫通し吸引源に連通可能な吸引孔と、該保持面全面に所定の厚みに配置したエラストマーの弾性部材と、からなる。
【0009】
該弾性部材は、温度が20℃から30℃のときの動的粘弾性が0.1tanδ以上0.4tanδ以下であることが好ましい。
【0010】
該弾性部材は、例えば、熱可塑性エラストマー、あるいは、発泡エラストマーであることが好ましい。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
包丁研ぎ器具
26日前
個人
研磨体
2か月前
個人
バレル研磨用メディア材
4か月前
株式会社サンポー
ブラスト装置
3か月前
株式会社クボタ
管研削装置
1か月前
株式会社村田製作所
切削装置
2か月前
株式会社リブラ
ブラスト加工装置
4か月前
シンクス株式会社
ボード切断装置
2か月前
株式会社ニッチュー
ブラスト装置
1か月前
大同特殊鋼株式会社
疵研削順序決定方法
3か月前
不二空機株式会社
可搬型動力工具
2か月前
トヨタ自動車株式会社
バリ取り装置
4か月前
キヤノン電子株式会社
加工工具、及び、加工装置
4か月前
オークマ株式会社
円筒研削盤
1か月前
トヨタ自動車株式会社
回転砥石の製造方法
19日前
株式会社ディスコ
砥石
2か月前
株式会社精工技研
研磨装置および研磨方法
4か月前
株式会社IHI
ブラストガン
6か月前
株式会社ディスコ
加工方法、及び、切削装置
4か月前
株式会社アイドゥス企画
受動変形内面研磨ホイール
18日前
株式会社ディスコ
加工装置
5か月前
NTN株式会社
加工装置
5か月前
株式会社ディスコ
研削装置
25日前
株式会社東京精密
ワーク加工装置
3か月前
JFEスチール株式会社
鋼帯のブラシ研削方法
3か月前
株式会社ディスコ
加工方法
2か月前
中村留精密工業株式会社
レンズ保持装置
2か月前
嘉澤端子工業股分有限公司
グラインダー
2か月前
日本特殊研砥株式会社
超弾性砥石
4か月前
株式会社東京精密
ワーク加工装置
3か月前
株式会社プロテリアル
焼結磁石の製造方法
4か月前
セイコーインスツル株式会社
研削盤
2か月前
株式会社荏原製作所
研磨装置
3か月前
株式会社マキタ
サンダ
5か月前
株式会社荏原製作所
研磨装置
6か月前
トヨタ紡織株式会社
プレス金型の研磨方法
3か月前
続きを見る
他の特許を見る






 特許ウォッチ
特許ウォッチ