TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025121100
公報種別
公開特許公報(A)
公開日
2025-08-19
出願番号
2024016323
出願日
2024-02-06
発明の名称
プレス成形装置及びプレス成形品の製造方法
出願人
フタバ産業株式会社
代理人
名古屋国際弁理士法人
主分類
B21D
22/20 20060101AFI20250812BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】プレス成形において、2枚の鋼板を突合せ溶接した被加工材の不要な変形を抑制する。
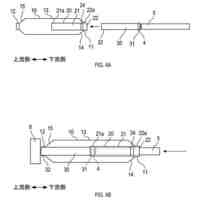
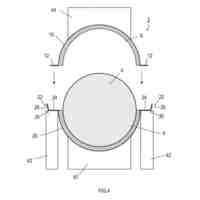
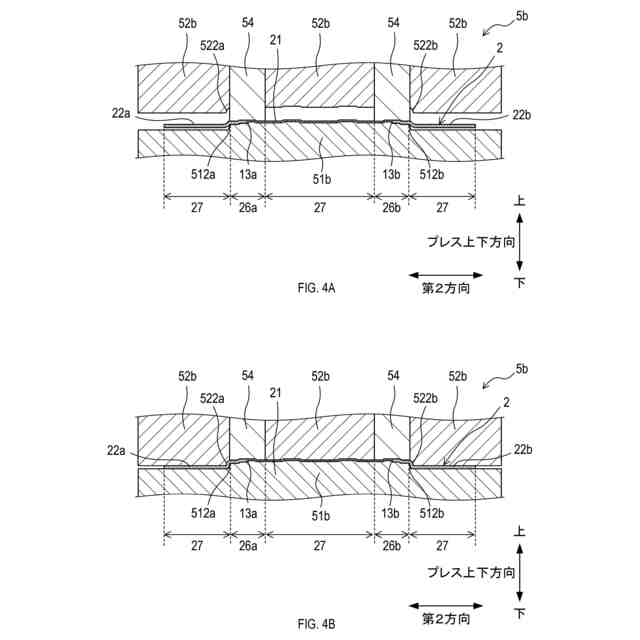
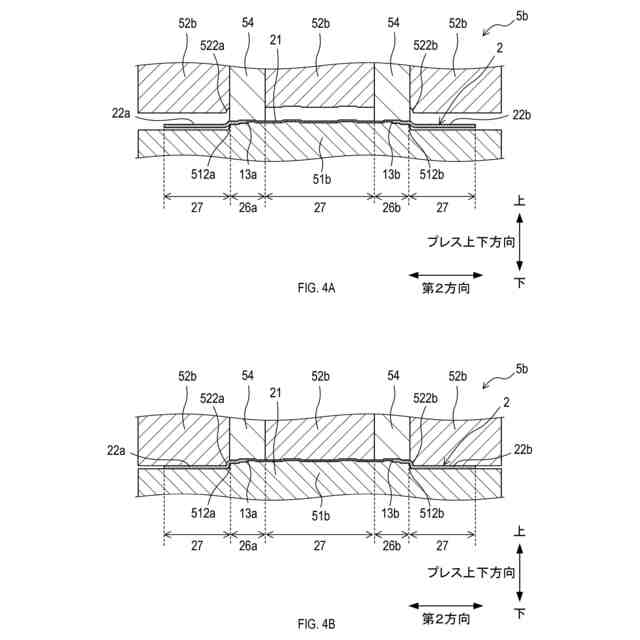
【解決手段】第1鋼板と第2鋼板とが突合せ溶接により接合された被加工材に対しプレス成形を行うためのプレス成形装置は、被加工材を挟持するように構成される挟持構造を備える。突合せ溶接は、第1鋼板と第2鋼板との境界における、第1鋼板の端面と、第2鋼板の端面と、の溶接である。挟持構造は、被加工材における特定の領域として、境界に隣接する第1鋼板及び第2鋼板の第1の領域を挟持し、かつ、第1の領域よりも境界から離れた領域であって、第1の領域に隣接する第1鋼板及び第2鋼板の第2の領域を挟持しないように構成される。
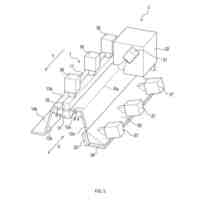
【選択図】図4
特許請求の範囲
【請求項1】
第1鋼板と第2鋼板とが突合せ溶接により接合された被加工材に対しプレス成形を行うためのプレス成形装置であって、
前記被加工材を挟持するように構成される挟持構造を備え、
前記突合せ溶接は、前記第1鋼板と前記第2鋼板との境界における、前記第1鋼板の端面と、前記第2鋼板の端面と、の溶接であり、
前記挟持構造は、前記被加工材における特定の領域として、前記境界に隣接する前記第1鋼板及び前記第2鋼板の第1の領域を挟持し、かつ、前記第1の領域よりも前記境界から離れた領域であって、前記第1の領域に隣接する前記第1鋼板及び前記第2鋼板の第2の領域を挟持しないように構成される、
プレス成形装置。
続きを表示(約 950 文字)
【請求項2】
請求項1に記載のプレス成形装置であって、
前記挟持構造は、前記境界に沿って前記被加工材を挟持する、
プレス成形装置。
【請求項3】
請求項1に記載のプレス成形装置であって、
前記挟持構造は、前記被加工材における前記突合せ溶接された部分である溶接線の端部を挟持するように構成される、
プレス成形装置。
【請求項4】
請求項1に記載のプレス成形装置であって、
前記第1鋼板及び前記第2鋼板が有する板厚及び強度の少なくとも一方は、前記第1鋼板と前記第2鋼板との間で互いに異なる、
プレス成形装置。
【請求項5】
請求項4に記載のプレス成形装置であって、
前記第1鋼板及び前記第2鋼板は、互いに異なる板厚を有し、
前記挟持構造は、前記第1鋼板及び前記第2鋼板の双方の表面を挟持可能であるように、前記第1鋼板と前記第2鋼板との間の板厚の差に応じた段差を、前記第1鋼板及び前記第2鋼板の板厚方向に有する、
プレス成形装置。
【請求項6】
請求項1から請求項5までのいずれか一項に記載のプレス成形装置であって、
前記第1の領域は、前記第2の領域よりも小さい、
プレス成形装置。
【請求項7】
第1鋼板と第2鋼板とが突合せ溶接により接合された被加工材に対しプレス成形を行うことにより成形されるプレス成形品の製造方法であって、
前記被加工材を挟持することと、
前記第1鋼板及び前記第2鋼板の少なくとも一方を板厚方向にプレス成形することと、
を含み、
前記突合せ溶接は、前記第1鋼板と前記第2鋼板との境界における、前記第1鋼板の端面と、前記第2鋼板の端面と、の溶接であり、
前記挟持することは、前記被加工材における特定の領域として、前記境界に隣接する前記第1鋼板及び前記第2鋼板の第1の領域を挟持し、かつ、前記第1の領域よりも前記境界から離れた領域であって、前記第1の領域に隣接する前記第1鋼板及び前記第2鋼板の第2の領域を挟持しないことを含む、
プレス成形品の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本開示はプレス成形装置に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
被加工材としてテーラードブランクを用いたプレス成形が知られている。テーラードブランクは、2枚の鋼板を突合せ溶接により接合することで一体になったブランク材である。例えば、特許文献1には、テーラードブランクをパンチとカウンターパンチとで挟持した状態でプレス成形を行う技術が開示されている。
【先行技術文献】
【特許文献】
【0003】
特開2006-218501号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
特許文献1で開示されているような従来技術において、テーラードブランクにおける2枚の鋼板の板厚や強度の差が大きい場合や、テーラードブランクにおける2枚の鋼板の片方のみがパンチとカウンターパンチとで挟持される場合等がある。これらの場合、テーラードブランクを被加工材として用いてプレス成形を行うと、一方の鋼板に応力が集中して、変形や破断等が発生する問題があった。
【0005】
本開示の一局面は、プレス成形において、2枚の鋼板を突合せ溶接した被加工材の不要な変形を抑制することにある。
【課題を解決するための手段】
【0006】
本開示の一態様は、第1鋼板と第2鋼板とが突合せ溶接により接合された被加工材に対しプレス成形を行うためのプレス成形装置であって、被加工材を挟持するように構成される挟持構造を備える。突合せ溶接は、第1鋼板と第2鋼板との境界における、第1鋼板の端面と、第2鋼板の端面と、の溶接である。挟持構造は、被加工材における特定の領域として、境界に隣接する第1鋼板及び第2鋼板の第1の領域を挟持し、かつ、第1の領域よりも境界から離れた領域であって、第1の領域に隣接する第1鋼板及び第2鋼板の第2の領域を挟持しないように構成される。
【0007】
このような構成によれば、プレス成形は、第1鋼板及び第2鋼板における突合せ溶接された部分が挟持構造によって挟持された状態で行われる。さらに、挟持構造によって挟持されない領域があるため、被加工材が全体的に挟持される場合よりも、挟持構造によって挟持される領域の面積が小さいことから、挟持構造から第1鋼板及び第2鋼板にかかる圧力が増大する。このため、プレス成形時に、挟持構造によって挟持された領域における第1鋼板及び第2鋼板の移動が抑制され、2枚の鋼板を突合せ溶接した被加工材の不要な変形を抑制することができる。
【0008】
本開示の一態様では、挟持構造は、境界に沿って被加工材を挟持してもよい。
このような挟持によれば、プレス成形は、第1鋼板及び第2鋼板における突合せ溶接された部分が挟持構造によって挟持された状態で行われる。このため、プレス成形時に第1鋼板及び第2鋼板の移動が抑制され、被加工材の不要な変形を抑制することができる。
【0009】
本開示の一態様では、挟持構造は、被加工材における突合せ溶接された部分である溶接線の端部を挟持するように構成されてもよい。
このような構成によれば、プレス成形時に、被加工材において挟持構造によって挟持される部分の面積が小さいことから、挟持構造から第1鋼板及び第2鋼板にかかる圧力が増大する。このため、プレス成形時に第1鋼板及び第2鋼板の移動が抑制され、2枚の鋼板を突合せ溶接した被加工材の不要な変形を抑制することができる。
【0010】
本開示の一態様では、第1鋼板及び第2鋼板が有する板厚及び強度の少なくとも一方は、第1鋼板と第2鋼板との間で互いに異なってもよい。
このような第1鋼板と第2鋼板とを含む被加工材を上述のプレス成形装置によりプレス成形することによれば、被加工材の不要な変形を抑制することができる。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
フタバ産業株式会社
熱交換器
1か月前
フタバ産業株式会社
熱交換器
18日前
フタバ産業株式会社
排気装置
1か月前
フタバ産業株式会社
熱交換器
1か月前
フタバ産業株式会社
ブラケット
15日前
フタバ産業株式会社
ロボット制御装置
2か月前
フタバ産業株式会社
車両用電池パック
27日前
フタバ産業株式会社
消音器の製造方法
1か月前
フタバ産業株式会社
燃料改質システム
27日前
フタバ産業株式会社
管状部材の製造方法
21日前
フタバ産業株式会社
金属部材の製造方法
28日前
フタバ産業株式会社
金属部材の製造方法
1か月前
フタバ産業株式会社
アンダーボディー部材
15日前
フタバ産業株式会社
排気系部品の製造方法
1か月前
フタバ産業株式会社
フロア部材の製造方法
15日前
フタバ産業株式会社
熱交換器及び熱交換システム
21日前
フタバ産業株式会社
焼入れ方法、及び焼入れ装置
1か月前
フタバ産業株式会社
インパネリインフォースメント
1か月前
フタバ産業株式会社
プレス成形品及びプレス成形品の製造方法
15日前
フタバ産業株式会社
ボディー部材、及びボディー部材の製造方法
21日前
フタバ産業株式会社
プレス成形装置及びプレス成形品の製造方法
14日前
フタバ産業株式会社
解析装置、解析方法、及びコンピュータプログラム
26日前
フタバ産業株式会社
インシュレータの製造方法及びインシュレータの構成部品
21日前
個人
棒鋼連続引抜装置
5か月前
個人
ヘッダー加工機
2か月前
株式会社プロテリアル
鍛造装置
7か月前
トヨタ自動車株式会社
金型装置
7か月前
株式会社オプトン
曲げ加工装置
5か月前
日伸工業株式会社
プレス加工装置
2か月前
日東精工株式会社
中空軸部品の製造方法
2か月前
株式会社不二越
NC転造盤
1か月前
株式会社不二越
NC転造盤
8か月前
株式会社不二越
NC転造盤
5か月前
オムロン株式会社
導線折り曲げ治具
5日前
トヨタ紡織株式会社
プレス金型
4か月前
東栄工業株式会社
ダブルデッキヘミング金型
2か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ