TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025122063
公報種別
公開特許公報(A)
公開日
2025-08-20
出願番号
2025082634,2023213800
出願日
2025-05-16,2021-08-13
発明の名称
三次元積層造形装置
出願人
日本電子株式会社
代理人
弁理士法人信友国際特許事務所
主分類
B22F
12/00 20210101AFI20250813BHJP(鋳造;粉末冶金)
要約
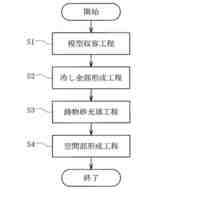
【課題】造形中に投入される熱量を従来よりも効率良く利用することができる三次元積層造形装置を提供する。
【解決手段】粉末材料が敷き詰められるステージと、ステージを囲む状態に配置される筒状の造形ボックス20と、を備える三次元積層造形装置であり、造形ボックス20は、ステージを囲む第1の筒状部材41と、第1の筒状部材41を介してステージを囲むとともに、第1の筒状部材41との間に空間を形成する第2の筒状部材42とを有する側壁部40を備えている。また、造形ボックス20は、空間に冷媒を供給する冷媒冷却部を備えている。ステージ及び造形ボックス20は、真空チャンバーの内部に配置されている。そして、造形終了後、真空チャンバー内を真空状態に維持した状態で、空間に冷媒を供給する。
【選択図】図5
特許請求の範囲
【請求項1】
粉末材料が敷き詰められるステージと、
前記ステージを囲む状態に配置される筒状の造形ボックスと、
を備える三次元積層造形装置であって、
前記造形ボックスは、前記ステージを囲む第1の筒状部材と、前記第1の筒状部材を介して前記ステージを囲むとともに、前記第1の筒状部材との間に空間を形成する第2の筒状部材とを有する側壁部を備え、
前記空間に冷媒を供給する冷媒供給部を備え、
前記ステージ及び前記造形ボックスは、真空チャンバーの内部に配置されており、
造形終了後、前記真空チャンバー内を真空状態に維持した状態で、前記空間に冷媒を供給する
三次元積層造形装置。
続きを表示(約 640 文字)
【請求項2】
前記第1の筒状部材の外面および前記第2の筒状部材の内面のうち、少なくとも一方の面に溝が形成されており、
前記空間は、前記溝によって形成されている
請求項1に記載の三次元積層造形装置。
【請求項3】
前記溝は、螺旋状に形成されている
請求項2に記載の三次元積層造形装置。
【請求項4】
前記第1の筒状部材の外面と前記第2の筒状部材の内面とは、前記溝の形成部位を除いて、隙間を介して対向している
請求項2または3に記載の三次元積層造形装置。
【請求項5】
前記隙間は、前記第1の筒状部材の外面および前記第2の筒状部材の内面のうち、少なくとも一方の面に形成された複数の凹凸によって形成されている
請求項4に記載の三次元積層造形装置。
【請求項6】
前記溝を真空引きする真空ポンプを備える
請求項2または3に記載の三次元積層造形装置。
【請求項7】
前記溝の長さ方向の一端側に接続された第1の接続配管と、
前記溝の長さ方向の他端側に接続された第2の接続配管と、
前記第1の接続配管および前記第2の接続配管に設けられた複数のバルブと、
を備え、
前記溝を真空引きする状態と前記溝に冷媒を供給する状態とを、前記複数のバルブの開閉によって切り替え可能に構成されている
請求項2または3に記載の三次元積層造形装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、三次元積層造形装置に関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
近年、層状に敷き詰められた粉末材料にビームを照射して粉末材料を溶融および凝固させるとともに、凝固させた層を順に積み重ねて三次元構造の造形物を形成する三次元積層造形装置が知られている(たとえば、特許文献1を参照)。
【先行技術文献】
【特許文献】
【0003】
特開2021-42465号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
三次元積層造形装置においては、造形ボックスによって囲まれるステージ上に粉末材料を敷き詰め、この粉末材料にビームを照射することにより、粉末材料を加熱する。その際、ビームの照射によって投入する熱量は、造形物の品質、造形時間、環境負荷などの観点から、極力少ない方が望ましい。
【0005】
しかしながら、従来の三次元積層造形装置では、ビームの照射によって投入した熱量の一部が、造形ボックスから輻射熱として外部に流出していた。このため、造形中に投入される熱量が必ずしも効率良く利用されているとは言えなかった。
【0006】
本発明は、上記課題を解決するためになされたもので、その目的は、造形中に投入される熱量を従来よりも効率良く利用することができる三次元積層造形装置を提供することにある。
【課題を解決するための手段】
【0007】
本発明は、粉末材料が敷き詰められるステージと、ステージを囲む状態に配置される筒状の造形ボックスと、を備える三次元積層造形装置である。造形ボックスは、ステージを囲む第1の筒状部材と、第1の筒状部材を介してステージを囲むとともに、第1の筒状部材との間に空間を形成する第2の筒状部材とを有する側壁部を備えている。また、造形ボックスは、空間に冷媒を供給する冷媒冷却部を備えている。ステージ及び造形ボックスは、真空チャンバーの内部に配置されている。そして、造形終了後、真空チャンバー内を真空状態に維持した状態で、空間に冷媒を供給する。
【発明の効果】
【0008】
本発明によれば、造形中に投入される熱量を従来よりも効率良く利用することができる。
【図面の簡単な説明】
【0009】
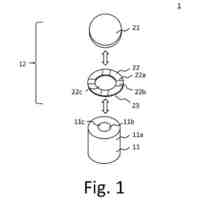
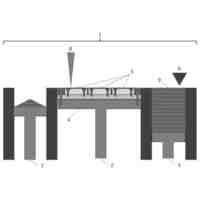
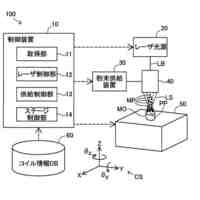
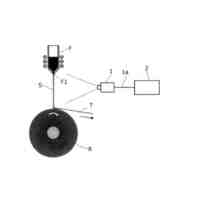
本発明の第1実施形態に係る三次元積層造形装置の構成を概略的に示す側面図である。
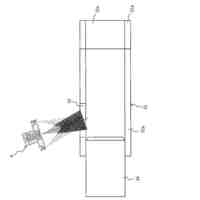
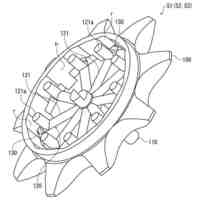
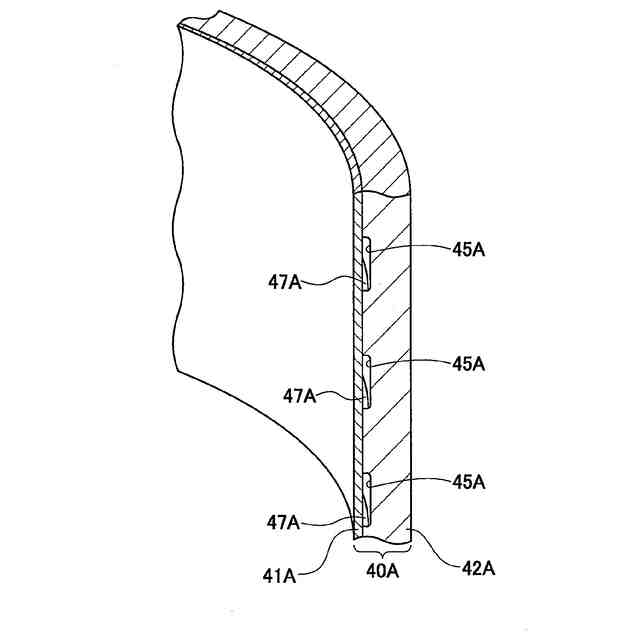
本発明の第1実施形態に係る三次元積層造形装置が備える造形ボックスの構成を示す斜視図である。
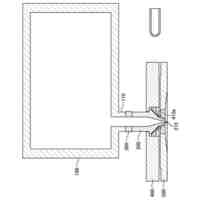
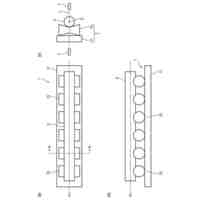
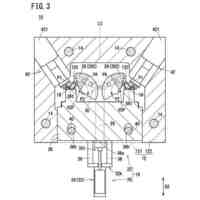
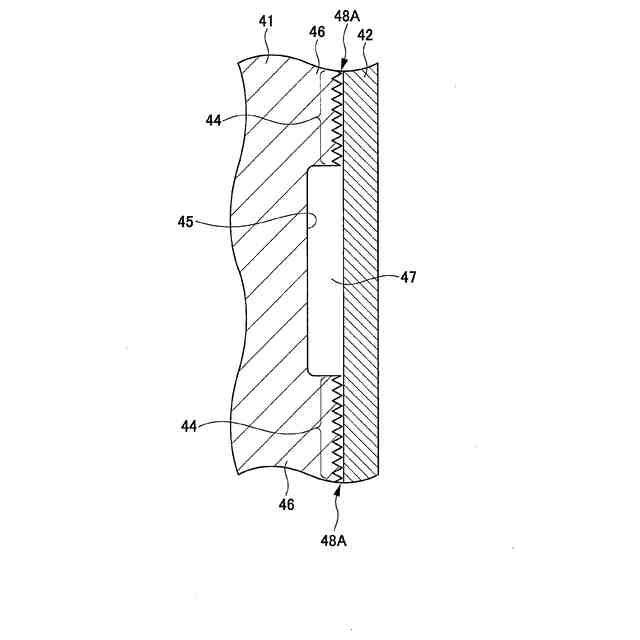
図2に示す造形ボックスの一部を拡大した縦断面図である。
図3のA部を拡大した図である。
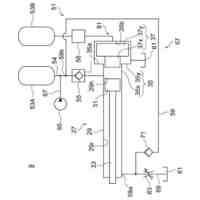
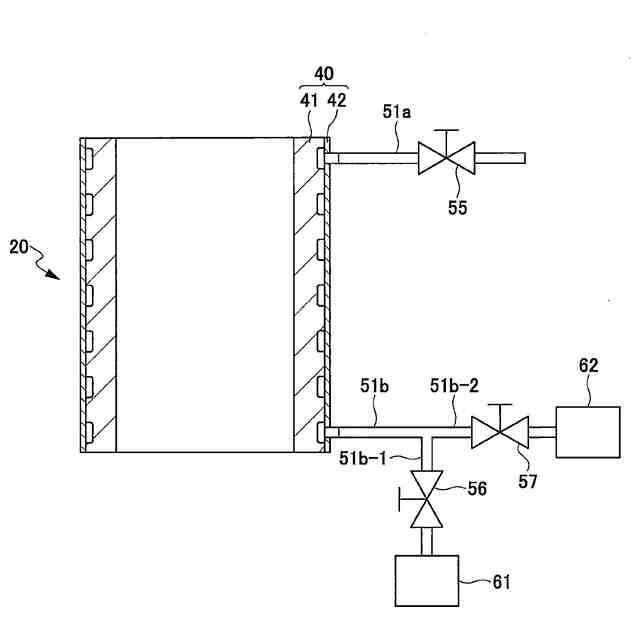
本発明の第1実施形態に係る三次元積層造形装置が備える流体圧回路の構成例を示す概略図である。
本発明の第2実施形態に係る三次元積層造形装置が備える造形ボックスの一部を拡大した縦断面図である。
本発明の第3実施形態に係る三次元積層造形装置が備える造形ボックスの一部を拡大した縦断面図である。
【発明を実施するための形態】
【0010】
以下、本発明の実施形態について図面を参照して詳細に説明する。本明細書および図面において、実質的に同一の機能または構成を有する要素については、同一の符号を付し、重複する説明は省略する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
ピストンの低圧鋳造金型
3か月前
トヨタ自動車株式会社
押湯入子
9日前
株式会社プロテリアル
合金粉末の製造方法
4か月前
トヨタ自動車株式会社
鋳バリ抑制方法
4か月前
芝浦機械株式会社
成形機
6か月前
芝浦機械株式会社
成形機
6か月前
トヨタ自動車株式会社
中子の製造方法
1か月前
株式会社キャステム
鋳造品の製造方法
3か月前
山石金属株式会社
ガスアトマイズ装置
3日前
山石金属株式会社
ガスアトマイズ装置
3日前
トヨタ自動車株式会社
中子の製造方法
22日前
芝浦機械株式会社
射出装置及び成形機
6日前
トヨタ自動車株式会社
突き折り棒
3か月前
トヨタ自動車株式会社
鋳物砂の再生方法
1か月前
トヨタ自動車株式会社
ケースの製造方法
2か月前
株式会社日本触媒
窒素被覆金属粒子の製造方法
1か月前
旭有機材株式会社
鋳型の製造方法
27日前
株式会社浅沼技研
鋳型及びその製造方法
5か月前
株式会社日本高熱工業社
潤滑剤塗布装置
6か月前
トヨタ自動車株式会社
金型冷却構造
3か月前
株式会社プロテリアル
金属付加製造物の製造方法
8日前
株式会社プロテリアル
金属付加製造物の製造方法
5か月前
大同特殊鋼株式会社
鋼塊の製造方法
5か月前
福田金属箔粉工業株式会社
Cu系粉末
2か月前
株式会社神戸製鋼所
炭素-銅含有粉末
3か月前
日本製鉄株式会社
Al脱酸鋼の連続鋳造方法
4か月前
株式会社豊田中央研究所
積層造形装置
2か月前
ポーライト株式会社
焼結部品の製造方法
1か月前
デザインパーツ株式会社
冷却装置及び冷却方法
6か月前
日立Astemo株式会社
成形装置
4か月前
株式会社神戸製鋼所
鋼の製造方法
6か月前
artience株式会社
接合用ペースト、及び接合体
1か月前
artience株式会社
接合用ペースト、及び接合体
1か月前
artience株式会社
接合用ペースト、及び接合体
1か月前
セイコーエプソン株式会社
製造方法
3か月前
大同特殊鋼株式会社
金属溶湯の出湯状態判定方法
2か月前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ