TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025124143
公報種別
公開特許公報(A)
公開日
2025-08-26
出願番号
2024019996
出願日
2024-02-14
発明の名称
導体接合方法
出願人
本田技研工業株式会社
代理人
弁理士法人大島特許事務所
主分類
B23K
26/21 20140101AFI20250819BHJP(工作機械;他に分類されない金属加工)
要約
【課題】2本の平角線8の接合端面に高さの差Δhがあっても、低コストで確実に両導体部11を接合できる導体接合方法を提供する。
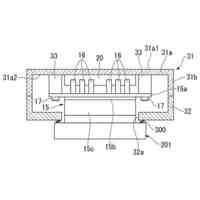
【解決手段】導体接合方法は、第1導体の端面の内側領域と第2導体の端面の内側領域とにレーザ光を照射し、それぞれの端面の外周部が堤防となるように、両導体の端面に並列する1対の溶融池を形成する初期照射工程と、互いに近接する第1導体の端面の接合側領域と第2導体の端面の接合側領域とにレーザ光を照射し、1対の溶融池を連結する中期照射工程と、第1導体の端面と第2導体の端面とにより構成される全体端面に略円形状にレーザ光を照射し、互いに連結した1対の溶融池を半球状の溶融玉34に形成する後期照射工程と、を備える。
【選択図】図4
特許請求の範囲
【請求項1】
第1導体と第2導体とをレーザ溶接によって接合する導体接合方法であって、
前記第1導体の端面及び前記第2導体の端面のそれぞれの内側領域にレーザ光を照射し、それぞれの端面の外周部が堤防となるように、両導体の端面に並列する1対の溶融池を形成する初期照射工程と、
互いに近接する前記第1導体の端面及び前記第2導体の端面のそれぞれの接合側領域にレーザ光を照射し、1対の前記溶融池を連結する中期照射工程と、
前記第1導体の端面と前記第2導体の端面とにより構成される全体端面に略円形状にレーザ光を照射し、互いに連結した1対の前記溶融池を半球状の溶融玉に形成する後期照射工程と、を備えたことを特徴とする導体接合方法。
続きを表示(約 310 文字)
【請求項2】
前記初期照射工程において、レーザ光をループ状にウィービングさせながら前記内側領域に照射する、請求項1に記載の導体接合方法。
【請求項3】
前記第1導体の端面が前記第2導体の端面よりも高い位置にあり、前記中期照射工程において、前記第1導体の前記接合側領域に先にレーザ光を照射し、前記第1導体の前記溶融池を前記第2導体の前記溶融池に流れ込ませる、請求項1又は2に記載の導体接合方法。
【請求項4】
前記後期照射工程において、平面視で前記溶融玉によって前記第1導体及び前記第2導体が見えなくなるようにレーザ光を前記溶融玉に照射する、請求項1又は2に記載の導体接合方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、導体接合方法に関し、詳細には、第1導体と第2導体とをレーザ溶接によって接合する導体接合方法に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
近年、低炭素社会又は脱炭素社会の実現に向けた取り組みが活発化し、車両においてもCO
2
排出量の削減やエネルギー効率の改善のために、電動化技術に関する研究開発が行われている。電動車両を普及させるためには、電動機(モータ及び/又はジェネレータ)の製造コストを低減させ、エネルギー効率を改善することが重要である。
【0003】
コスト低減及びエネルギー効率改善のため、電動機のステータコアに巻き付けるコイルに平角線が用いられることがある。平角線をティースに巻き付けるために、それぞれティース間のスロットに挿入された1対の平角線の先端部の被膜を剥離し、露出させた1対の平角線の導体の先端部をレーザ光照射によるレーザ溶接により接合する方法が公知である。
【0004】
そのような接合方向として、特許文献1には、第1及び第2の平角線の端面にレーザビームを照射する際に、第1の平角線の端面内において、レーザビームをループ状に走査させて溶融池を形成し、第1の平角線の端面内において、レーザビームを走査させるループ状の軌跡の径を大きくしていき、溶融池を端部側面同士の突き合わせ面に到達させる接合方法が開示されている。これにより、突き合わせ面をレーザビームにより照射しない状態で、突き合わせ面の間の隙間を溶融池により充填することができ、当該隙間にレーザビームが侵入して平角線の絶縁被膜がダメージを受けることが抑制される。
【先行技術文献】
【特許文献】
【0005】
特許第6390672号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、特許文献1に記載の方法は、接合すべき第1及び第2の平角線の端面の高さが同一であり、且つ端部側面同士の突き合わせ面の隙間が小さいことが前提になっている。一方、第1及び第2の平角線は、対応するスロットに挿入された後に、端部同士を近付けるために曲げ加工されるため、両端面の高さがずれることがある。両端面の高さを揃えるためには高い加工精度が要求されるため、製造コストの上昇を招く。
【0007】
本発明は、以上の背景に鑑み、2本の平角線の接合端面に高さの差があっても、低コストで確実に両平角線の導体を接合できる導体接合方法を提供することを課題とする。
【課題を解決するための手段】
【0008】
上記課題を解決するために本発明のある態様は、第1導体(11A)と第2導体(11B)とをレーザ溶接によって接合する導体接合方法であって、前記第1導体の端面及び前記第2導体の端面のそれぞれの内側領域(31)にレーザ光を照射し、それぞれの端面の外周部が堤防となるように、両導体の端面に並列する1対の溶融池(33)を形成する初期照射工程と、互いに近接する前記第1導体の端面及び前記第2導体の端面のそれぞれの接合側領域(32)にレーザ光を照射し、1対の前記溶融池を連結する中期照射工程と、前記第1導体の端面と前記第2導体の端面とにより構成される全体端面に略円形状にレーザ光を照射し、互いに連結した1対の前記溶融池を半球状の溶融玉(34)に形成する後期照射工程と、を備える。
【0009】
この態様によれば、導体接合方法が初期照射工程と中期照射工程と後期照射工程とを備えることにより、被膜を剥離した1対の平角線の導体の先端部間に高さの差が生じていても、溶融玉を落下させることなく、適切な大きさまで成長させることができる。よって、低コストで確実に両導体を接合することが可能である。
【0010】
上記の態様において、前記初期照射工程において、レーザ光をループ状にウィービングさせながら前記内側領域に照射すると良い。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
本田技研工業株式会社
管理システム
4日前
本田技研工業株式会社
導体接合方法
3日前
本田技研工業株式会社
位置推定装置
3日前
本田技研工業株式会社
車両制御装置
3日前
本田技研工業株式会社
鞍乗り型車両
1日前
本田技研工業株式会社
電力変換装置
4日前
本田技研工業株式会社
水電解システム
3日前
本田技研工業株式会社
形状計測システム
1日前
本田技研工業株式会社
サイドスタンド構造
1日前
本田技研工業株式会社
航空機用電動駆動装置
今日
本田技研工業株式会社
再生型燃料電池システム
2日前
本田技研工業株式会社
撮像装置の洗浄システム
2日前
本田技研工業株式会社
固体二次電池の製造方法
3日前
本田技研工業株式会社
インク及びインク製造方法
4日前
本田技研工業株式会社
変圧器、および電力変換装置
4日前
本田技研工業株式会社
燃料電池の発電制御システム
2日前
本田技研工業株式会社
金属ナノワイヤ触媒の製造方法
4日前
本田技研工業株式会社
固体二次電池及びその製造方法
3日前
本田技研工業株式会社
電源装置及び電源装置の制御方法
3日前
本田技研工業株式会社
固体高分子型燃料電池の活性化方法
今日
Astemo株式会社
電力変換装置
1日前
Astemo株式会社
電力変換装置
1日前
Astemo株式会社
電力変換装置
1日前
スタンレー電気株式会社
車両用灯具
今日
本田技研工業株式会社
航空機管理システム、及び航空機管理方法
3日前
本田技研工業株式会社
水電解システムおよびエネルギーシステム
今日
本田技研工業株式会社
コンバータシステム及びコンバータ駆動方法
2日前
本田技研工業株式会社
コンテンツ出力装置及びコンテンツ出力方法
2日前
本田技研工業株式会社
非接触電力伝送システム、送電装置及び移動体
今日
本田技研工業株式会社
電気自動車のプリチャージ制御方法及び蓄電システム
4日前
本田技研工業株式会社
充電監視装置、充電監視方法、及び充電監視システム
2日前
本田技研工業株式会社
継手装置
1日前
本田技研工業株式会社
燃料電池のエージング後処理装置およびエージング後処理方法
4日前
本田技研工業株式会社
燻製材、成形燻製材、および焼結燻製材
7日前
ダイキン工業株式会社
フッ化物イオン固体電池用組成物、及び、フッ化物イオン固体電池
1日前
個人
タップ
3か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ