TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025124373
公報種別
公開特許公報(A)
公開日
2025-08-26
出願番号
2024020377
出願日
2024-02-14
発明の名称
パウチ製造方法、パウチ製造装置、およびポイント用工具セット
出願人
東洋製罐株式会社
代理人
弁理士法人平和国際特許事務所
主分類
B31B
70/64 20170101AFI20250819BHJP(紙,板紙または紙と同様の方法で加工される材料からなる物品の製造;紙,板紙または紙と同様の方法で加工される材料の加工)
要約
【課題】シール部に気泡が入ることを抑制するパウチ製造方法、パウチ製造装置、およびポイント用工具セットを提供すること。
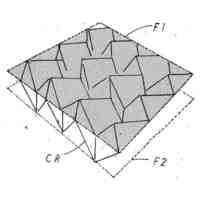
【解決手段】重ねた第1フィルムF1および第2フィルムF2に熱溶着を施す熱溶着工程を備えたパウチ製造方法であって、第1フィルムF1は、フィルム重複部F1aとフィルム単枚部F1bとを備え、フィルム単枚部F1bは、端部隣接部F1dと端部離間部F1eとを有し、熱溶着工程は、シール予定領域における端部離間部F1eを含まず端部隣接部F1dとフィルム重複部F1aとを含む範囲に熱溶着を施すポイント溶着処理を含むパウチ製造方法。
【選択図】図5
特許請求の範囲
【請求項1】
重ねた第1フィルムおよび第2フィルムに熱溶着を施す熱溶着工程を備えたパウチ製造方法であって、
前記第1フィルムは、複数のフィルムが重なったフィルム重複部と、フィルム短手方向において前記フィルム重複部に隣接するフィルム単枚部とを備え、
前記フィルム単枚部は、前記フィルム単枚部の前記フィルム重複部側の端部である重複部側端部に隣接する端部隣接部と、前記重複部側端部から離れた端部離間部とを有し、
前記熱溶着工程は、シール予定領域における前記端部離間部を含まず前記端部隣接部と前記フィルム重複部とを含む範囲に熱溶着を施すポイント溶着処理を含むことを特徴とするパウチ製造方法。
続きを表示(約 1,400 文字)
【請求項2】
前記ポイント溶着処理は、前記第1フィルムの外側に配置された第1ポイント用工具と、前記第2フィルムの外側に配置された第2ポイント用工具とで、前記第1フィルムおよび前記第2フィルムを挟むことで実施され、
前記第1ポイント用工具のプレス部および前記第2ポイント用工具のプレス部の少なくとも一方は、柔軟性材料から形成されていることを特徴とする請求項1に記載のパウチ製造方法。
【請求項3】
前記ポイント溶着処理は、前記第1フィルムの外側に配置された第1ポイント用工具と、前記第2フィルムの外側に配置された第2ポイント用工具とで、前記第1フィルムおよび前記第2フィルムを挟むことで実施され、
前記第1ポイント用工具のプレス部および前記第2ポイント用工具のプレス部の少なくとも一方は、そのプレス面が、少なくともそのフィルム短手方向中央において、フィルム長手方向の両端よりも中央が膨らんだ形状で形成されていることを特徴とする請求項1に記載のパウチ製造方法。
【請求項4】
前記第1ポイント用工具のプレス部および前記第2ポイント用工具のプレス部の少なくとも一方は、そのプレス面が、フィルム長手方向に沿って湾曲する凸状湾曲面をフィルム長手方向中央に有していることを特徴とする請求項3に記載のパウチ製造方法。
【請求項5】
前記凸状湾曲面は、4~30mmの曲率半径を有した湾曲面として形成されていることを特徴とする請求項4に記載のパウチ製造方法。
【請求項6】
前記第1ポイント用工具のプレス部および前記第2ポイント用工具のプレス部の一方は、金属から形成されるとともに、そのプレス面が前記凸状湾曲面を有し、
前記第1ポイント用工具のプレス部および前記第2ポイント用工具のプレス部の他方は、柔軟性材料から形成されていることを特徴とする請求項4に記載のパウチ製造方法。
【請求項7】
前記第2ポイント用工具のプレス部は、金属から形成されるとともに、そのプレス面が前記凸状湾曲面を有し、
前記第1ポイント用工具のプレス部は、柔軟性材料から形成されていることを特徴とする請求項6に記載のパウチ製造方法。
【請求項8】
前記第1ポイント用工具のプレス部および前記第2ポイント用工具のプレス部の少なくとも一方は、そのプレス面が、少なくともそのフィルム長手方向中央において、フィルム短手方向の両端よりも中央が膨らんだ形状で形成されていることを特徴とする請求項3に記載のパウチ製造方法。
【請求項9】
前記熱溶着工程は、前記ポイント溶着処理よりも前に、前記シール予定領域における少なくとも前記端部隣接部と前記フィルム重複部とを含む範囲に予熱を施す予熱処理を含むことを特徴とする請求項1に記載のパウチ製造方法。
【請求項10】
前記予熱処理は、前記第1フィルムの外側に配置された第1予熱用工具と、前記第2フィルムの外側に配置された第2予熱用工具とで、前記第1フィルムおよび前記第2フィルムを挟むことで実施され、
前記第1予熱用工具のプレス部および前記第2予熱用工具のプレス部は、金属から形成されていることを特徴とする請求項9に記載のパウチ製造方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、複数のフィルムが重なったフィルム重複部が形成された第1フィルムと第2フィルムとに熱溶着を施す熱溶着工程を備えたパウチ製造方法、パウチ製造装置、およびポイント用工具セットに関する。
続きを表示(約 4,100 文字)
【背景技術】
【0002】
従来、食品類などの種々の流動性の内容物を包装する包装容器として、樹脂フィルムから成るパウチが知られている(例えば特許文献1を参照)。
【0003】
また、このようなパウチにおいて、複数のフィルムが重なったフィルム重複部が形成された第1フィルムと第2フィルムとを熱溶着することで形成されるパウチについても知られている。
【先行技術文献】
【特許文献】
【0004】
特開2008-302983号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ところが、本出願人が、上述したようなパウチの開発を進めていたところ、フィルム重複部が形成された第1フィルムと第2フィルムとを熱溶着して成るシール部に気泡が形成されてしまう現象が確認された。
【0006】
そこで、本発明は、これらの問題点を解決するものであり、簡素な構成で、シール部に気泡が入ることを抑制するパウチ製造方法、パウチ製造装置、およびポイント用工具セットを提供することを目的とするものである。
【課題を解決するための手段】
【0007】
本発明のパウチ製造方法は、重ねた第1フィルムおよび第2フィルムに熱溶着を施す熱溶着工程を備えたパウチ製造方法であって、前記第1フィルムは、複数のフィルムが重なったフィルム重複部と、フィルム短手方向において前記フィルム重複部に隣接するフィルム単枚部とを備え、前記フィルム単枚部は、前記フィルム単枚部の前記フィルム重複部側の端部である重複部側端部に隣接する端部隣接部と、前記重複部側端部から離れた端部離間部とを有し、前記熱溶着工程は、シール予定領域における前記端部離間部を含まず前記端部隣接部と前記フィルム重複部とを含む範囲に熱溶着を施すポイント溶着処理を含むことにより、前記課題を解決するものである。
本発明のパウチ製造装置は、重ねた第1フィルムおよび第2フィルムに熱溶着を施す熱溶着工程を含むパウチ製造方法を実施するためのパウチ製造装置であって、前記第1フィルムは、複数のフィルムが重なったフィルム重複部と、フィルム短手方向において前記フィルム重複部に隣接するフィルム単枚部とを備え、前記フィルム単枚部は、前記フィルム単枚部の前記フィルム重複部側の端部である重複部側端部に隣接する端部隣接部と、前記重複部側端部から離れた端部離間部とを有し、前記パウチ製造装置は、前記第1フィルムの外側に配置された第1ポイント用工具と、前記第2フィルムの外側に配置された第2ポイント用工具とを備え、前記第1ポイント用工具のプレス部および前記第2ポイント用工具のプレス部は、シール予定領域における前記端部離間部を含まず前記端部隣接部と前記フィルム重複部とを含む範囲に熱溶着を施すように形成されていることにより、前記課題を解決するものである。
本発明のポイント用工具セットは、重ねた第1フィルムおよび第2フィルムにポイント溶着処理を施すためのポイント用工具セットであって、前記第1フィルムの外側に配置される第1ポイント用工具と、前記第2フィルムの外側に配置される第2ポイント用工具とを備え、前記第1ポイント用工具のプレス部および前記第2ポイント用工具のプレス部の一方は、そのプレス面が、少なくともそのフィルム短手方向中央において、フィルム長手方向に沿って湾曲する凸状湾曲面をフィルム長手方向中央に有し、前記第1ポイント用工具のプレス部および前記第2ポイント用工具のプレス部の他方は、そのプレス面が、少なくともそのフィルム短手方向中央において、平坦面をフィルム長手方向中央に有していることにより、前記課題を解決するものである。
【0008】
上記いずれかのパウチ製造方法またはパウチ製造装置またはポイント用工具セットでは、前記ポイント溶着処理は、前記第1フィルムの外側に配置された第1ポイント用工具と、前記第2フィルムの外側に配置された第2ポイント用工具とで、前記第1フィルムおよび前記第2フィルムを挟むことで実施され、前記第1ポイント用工具のプレス部および前記第2ポイント用工具のプレス部の少なくとも一方は、柔軟性材料から形成されていてもよい。
上記いずれかのパウチ製造方法またはパウチ製造装置またはポイント用工具セットでは、前記ポイント溶着処理は、前記第1フィルムの外側に配置された第1ポイント用工具と、前記第2フィルムの外側に配置された第2ポイント用工具とで、前記第1フィルムおよび前記第2フィルムを挟むことで実施され、前記第1ポイント用工具のプレス部および前記第2ポイント用工具のプレス部の少なくとも一方は、そのプレス面が、少なくともそのフィルム短手方向中央において、フィルム長手方向の両端よりも中央が膨らんだ形状で形成されていてもよい。
上記いずれかのパウチ製造方法またはパウチ製造装置またはポイント用工具セットでは、前記第1ポイント用工具のプレス部および前記第2ポイント用工具のプレス部の少なくとも一方は、そのプレス面が、フィルム長手方向に沿って湾曲する凸状湾曲面をフィルム長手方向中央に有していてもよい。
上記いずれかのパウチ製造方法またはパウチ製造装置またはポイント用工具セットでは、前記凸状湾曲面は、4~30mmの曲率半径を有した湾曲面として形成されていてもよい。
上記いずれかのパウチ製造方法またはパウチ製造装置またはポイント用工具セットでは、前記第1ポイント用工具のプレス部および前記第2ポイント用工具のプレス部の一方は、金属から形成されるとともに、そのプレス面が前記凸状湾曲面を有し、前記第1ポイント用工具のプレス部および前記第2ポイント用工具のプレス部の他方は、柔軟性材料から形成されていてもよい。
上記いずれかのパウチ製造方法またはパウチ製造装置またはポイント用工具セットでは、前記第2ポイント用工具のプレス部は、金属から形成されるとともに、そのプレス面が前記凸状湾曲面を有し、前記第1ポイント用工具のプレス部は、柔軟性材料から形成されていてもよい。
上記いずれかのパウチ製造方法またはパウチ製造装置またはポイント用工具セットでは、前記第1ポイント用工具のプレス部および前記第2ポイント用工具のプレス部の少なくとも一方は、そのプレス面が、少なくともそのフィルム長手方向中央において、フィルム短手方向の両端よりも中央が膨らんだ形状で形成されていてもよい。
上記いずれかのパウチ製造方法またはパウチ製造装置またはポイント用工具セットでは、前記熱溶着工程は、前記ポイント溶着処理よりも前に、前記シール予定領域における少なくとも前記端部隣接部と前記フィルム重複部とを含む範囲に予熱を施す予熱処理を含んでもよい。
上記いずれかのパウチ製造方法またはパウチ製造装置またはポイント用工具セットでは、前記予熱処理は、前記第1フィルムの外側に配置された第1予熱用工具と、前記第2フィルムの外側に配置された第2予熱用工具とで、前記第1フィルムおよび前記第2フィルムを挟むことで実施され、前記第1予熱用工具のプレス部および前記第2予熱用工具のプレス部は、金属から形成されていてもよい。
上記いずれかのパウチ製造方法またはパウチ製造装置またはポイント用工具セットでは、前記第1予熱用工具のプレス部および前記第2予熱用工具のプレス部は、そのプレス面として、フィルム長手方向中央に平坦面を有していてもよい。
上記いずれかのパウチ製造方法またはパウチ製造装置またはポイント用工具セットでは、前記熱溶着工程は、前記ポイント溶着処理よりも後に、前記シール予定領域における前記端部離間部と前記端部隣接部と前記フィルム重複部とを含む範囲に熱溶着を施す後溶着処理を含んでもよい。
上記いずれかのパウチ製造方法またはパウチ製造装置またはポイント用工具セットでは、前記後溶着処理は、前記第1フィルムの外側に配置された第1後溶着用工具と、前記第2フィルムの外側に配置された第2後溶着用工具とで、前記第1フィルムおよび前記第2フィルムを挟むことで実施され、前記第1後溶着用工具のプレス部および前記第2後溶着用工具のプレス部の少なくとも一方は、柔軟性材料から形成されていてもよい。
上記いずれかのパウチ製造方法またはパウチ製造装置またはポイント用工具セットでは、前記端部隣接部は、前記第1フィルムの厚みをT(mm)とした場合に、フィルム短手方向における幅寸法が3mm+3T+~20mm+3Tの部位であってもよい。
上記いずれかのパウチ製造方法またはパウチ製造装置またはポイント用工具セットでは、前記シール予定領域は、サイドシール予定領域であってもよい。
上記いずれかのパウチ製造方法またはパウチ製造装置またはポイント用工具セットでは、前記フィルム重複部は、フィルム短手方向にフィルムをZ字状に折り込んで成る部分であってもよい。
【発明の効果】
【0009】
本発明によれば、簡素な構成で、シール部に気泡が入ることを抑制することができる。
【図面の簡単な説明】
【0010】
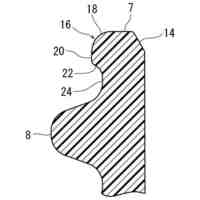
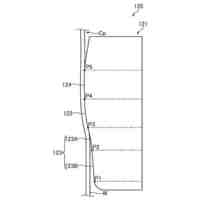
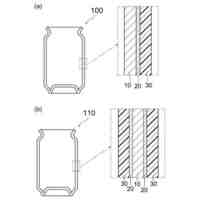
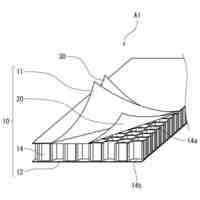
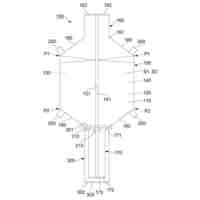
第1フィルムおよび第2フィルムの一例を示す説明図。
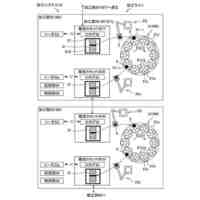
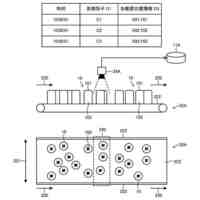
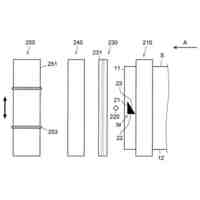
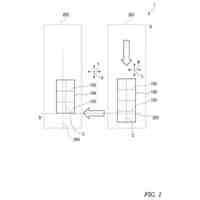
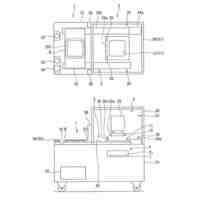
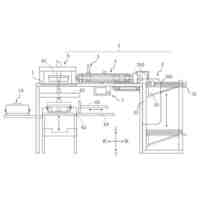
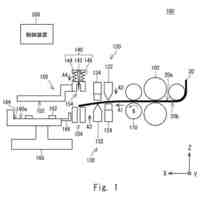
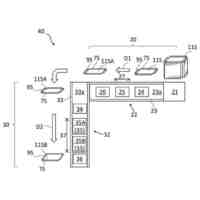
パウチ製造装置の一例を示す説明図。
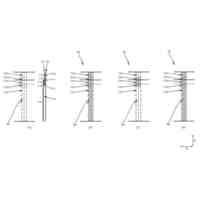
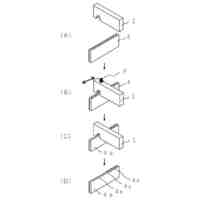
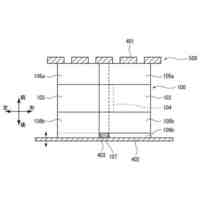
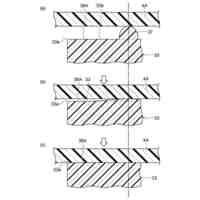
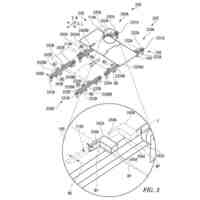
各工具を示す説明図。
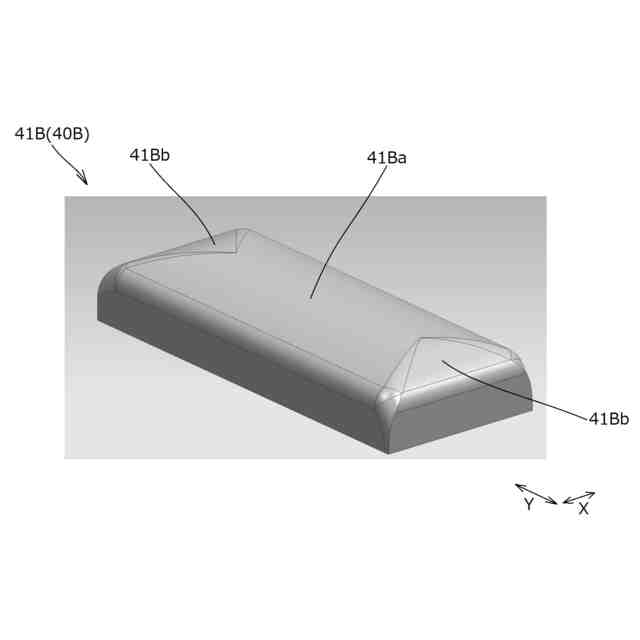
第1ポイント用工具のプレス部を示す説明図。
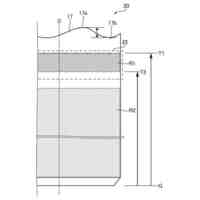
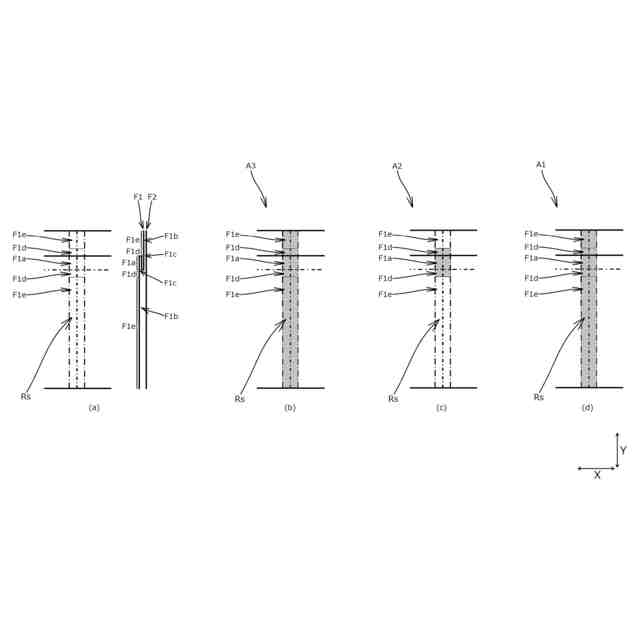
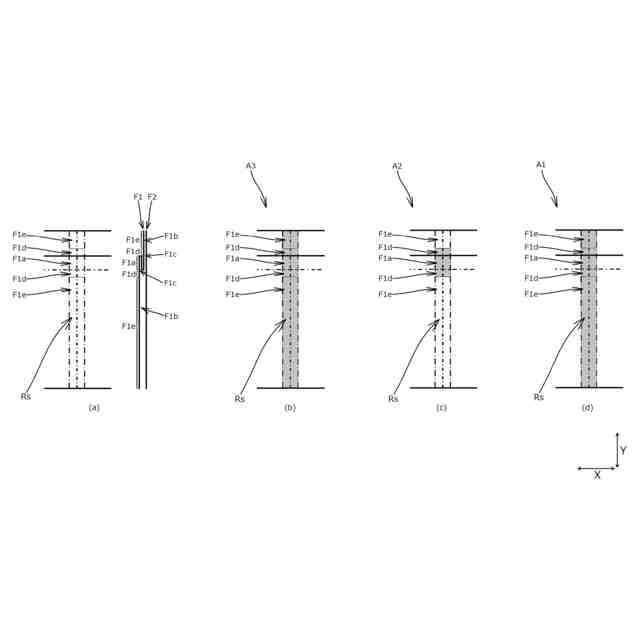
各処理における処理領域を示す説明図。
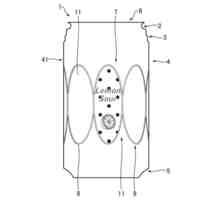
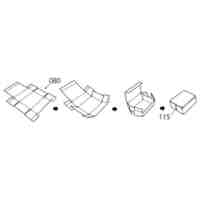
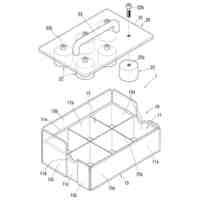
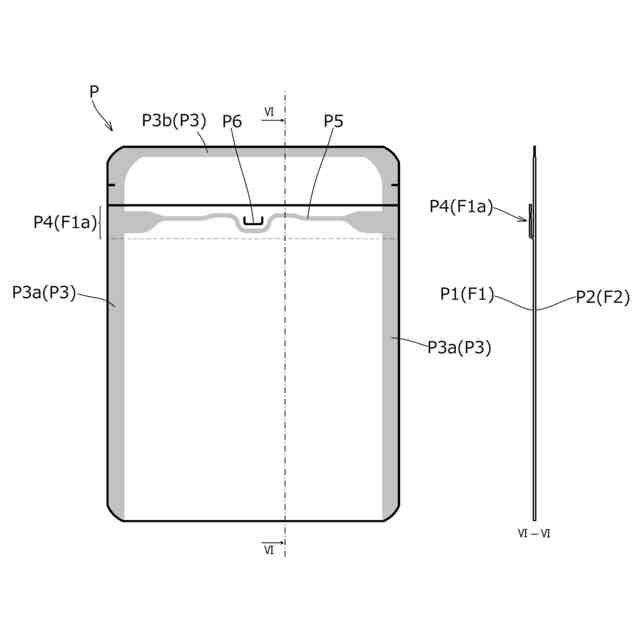
製造されるパウチの一例を示す説明図。
第1フィルムの第1変形例を示す説明図。
第1フィルムの第2変形例を示す説明図。
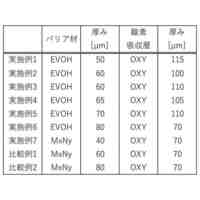
適切な端部隣接部の幅寸法を確認するための試験の結果を示す説明図。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
東洋製罐株式会社
容器
1か月前
東洋製罐株式会社
充填包装方法
1か月前
東洋製罐株式会社
金属容器の製造方法
20日前
東洋製罐株式会社
製造システム、製造方法
11日前
東洋製罐株式会社
金属容器及びその製造方法
11日前
東洋製罐株式会社
塗布方法およびプログラム
3か月前
東洋製罐株式会社
金属缶の製造方法及び金属缶
4日前
東洋製罐株式会社
内容物充填済み容器の評価方法
29日前
東洋製罐株式会社
鉄系酸素吸収剤含有層を備えた多層容器
29日前
東洋製罐株式会社
成形条件調整方法、及び、成形条件調整装置
3か月前
東洋製罐株式会社
缶管理装置、缶管理システム、及び、缶管理方法
11日前
東洋製罐株式会社
缶容器
21日前
東洋製罐株式会社
パウチ製造方法、パウチ製造装置、およびポイント用工具セット
1か月前
東洋製罐株式会社
塑性加工用樹脂被覆金属板及び該金属板を用いての金属製有底筒状体の製造方法
1か月前
東洋製罐株式会社
樹脂被覆アルミニウムシームレス缶、樹脂被覆アルミニウム板、絞りしごき缶
26日前
東洋製罐株式会社
成形条件導出装置、機械学習装置、推論装置、情報処理方法、機械学習方法、及び、推論方法
5日前
個人
高剛性段ボール
7か月前
個人
紙製ダンボールの加工器具、成形方法
2か月前
エントラスト株式会社
袋体の製造方法
5か月前
株式会社メタルクリエイション
窓貼機
3か月前
個人
パッケージ箱作成用具およびパッケージ箱作成方法
1か月前
株式会社ユーシン
段ボール部材、
3か月前
サクラパックス株式会社
矯正装置
4か月前
株式会社ユウコス
シート加工装置
4か月前
三菱重工機械システム株式会社
処理装置
5か月前
TOPPANホールディングス株式会社
トレー製造装置
7か月前
株式会社ダイワハイテックス
箱型製造装置、及び箱型製造方法
6か月前
トヨタ自動車株式会社
フィルム製造装置及びフィルム製造方法
6か月前
株式会社アプリス
カップ容器及び製造方法
2か月前
TOPPANホールディングス株式会社
口栓溶着方法
8か月前
東洋アルミエコープロダクツ株式会社
保持枠付き容器の組み立て治具
1か月前
株式会社東京自働機械製作所
ジッパ貼り付け装置
3か月前
王子ホールディングス株式会社
加工装置及び加工方法
8か月前
三菱重工機械システム株式会社
搬送装置、搬送方法
5日前
エステー産業株式会社
収容容器の製造方法及び製造装置
5か月前
デュプロ精工株式会社
加工装置
8か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ