TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025132772
公報種別
公開特許公報(A)
公開日
2025-09-10
出願番号
2024030559
出願日
2024-02-29
発明の名称
金属容器の製造方法
出願人
東洋製罐株式会社
代理人
弁理士法人エビス国際特許事務所
主分類
B21D
51/26 20060101AFI20250903BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】樹脂被覆板状金属材を用いて金属容器を製造するに際し、成形不良を生じさせることなく適正に開口部及び側壁部を成形する。
【解決手段】金属容器の製造方法は、金属基材の両面を樹脂層で被覆し樹脂層の表面に潤滑剤を設けてなる板状金属材から成形された有底筒状体を加熱コイル内に通過させて加熱部により側壁の開口端側の加熱対象領域に対し局所加熱を行う工程と、開口端よりも下側のトリミング位置に対するトリミング加工を行う工程と、開口部成形加工を行い、開口部を成形する工程と、側壁における開口部成形加工が行われた箇所よりも下側の箇所に対し側壁部成形加工を行い、側壁部を成形する工程とを有する。局所加熱を行う工程では、側壁における側壁部成形加工を行う領域を含まずトリミング位置からその下側の開口部成形加工が行われる領域の下端までを含む領域が加熱対象領域となるように加熱部の高さ位置を設定する。
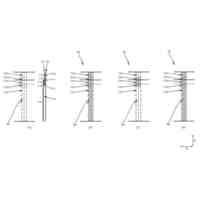
【選択図】図4
特許請求の範囲
【請求項1】
筒状の側壁部と、前記側壁部の一端を閉鎖する底部とを備え、前記側壁部の他端にて開口する開口部を備える金属容器の製造方法であって、
金属基材の両面を樹脂層で被覆し、前記樹脂層の表面に潤滑剤を設けてなる板状金属材から成形された有底筒状体を加熱装置における加熱コイル内に通過させることによって、前記加熱コイルの加熱部により前記有底筒状体の側壁の開口端側の加熱対象領域に対して局所加熱を行う工程と、
前記局所加熱を行う工程より後に、前記側壁の開口端よりも下側に予め設定したトリミング位置に対するトリミング加工を行う工程と、
前記トリミング加工を行う工程より後に、開口部成形加工を行うことによって前記金属容器の前記開口部を成形する工程と、
前記開口部を成形する工程より後に、前記側壁における前記開口部成形加工が行われた箇所よりも下側の箇所に対して側壁部成形加工を行うことによって前記金属容器の前記側壁部を成形する工程と、を有し、
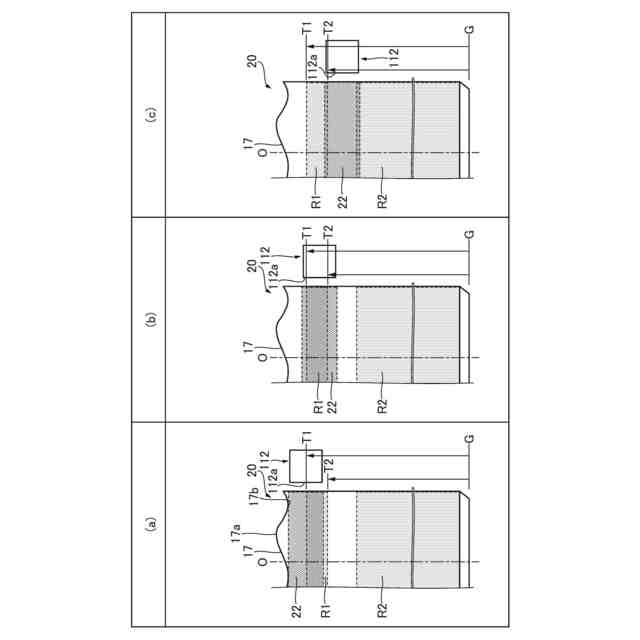
前記局所加熱を行う工程では、前記側壁における、前記側壁部成形加工を行う領域を含まず、前記トリミング加工が行われるトリミング位置からその下側の前記開口部成形加工が行われる領域の下端までを含む領域が、前記加熱対象領域となるように、前記加熱コイルの前記加熱部の高さ位置を設定する、
ことを特徴とする金属容器の製造方法。
続きを表示(約 430 文字)
【請求項2】
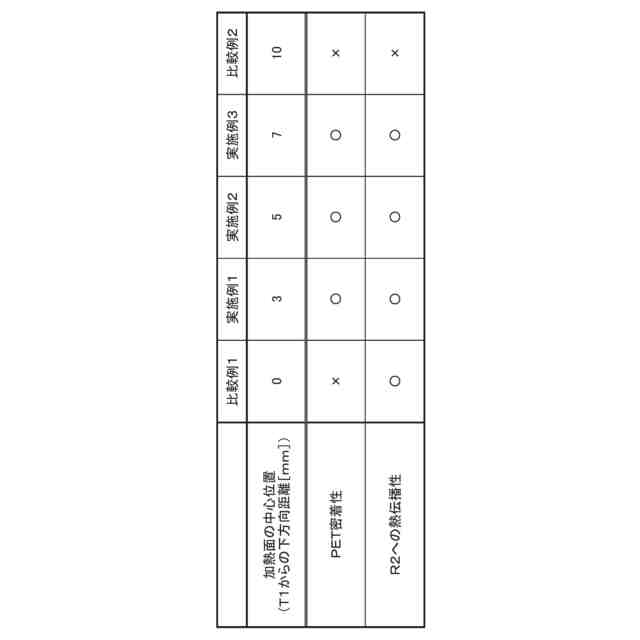
前記局所加熱を行う工程では、前記側壁における前記トリミング位置から3~7mm下側の高さ位置に、前記加熱部の加熱面における上下方向の中心の高さ位置が位置するように、前記加熱部の高さ位置を設定することを特徴とする請求項1に記載の金属容器の製造方法。
【請求項3】
前記局所加熱を行う工程では、前記加熱コイル内に前記有底筒状体を4回転以上回転させながら通過させることを特徴とする請求項1に記載の金属容器の製造方法。
【請求項4】
前記局所加熱を行う工程では、前記加熱コイル内に前記有底筒状体を2秒以上3秒以下で通過させることを特徴とする請求項1に記載の金属容器の製造方法。
【請求項5】
板状金属材から打ち抜いたブランクから比較的高さが低い浅底カップを成形し、前記浅底カップに対して絞りしごき加工を施すことにより、前記有底筒状体を成形する工程を有することを特徴とする請求項1に記載の金属容器の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、金属容器の製造方法に関するものである。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
筒状の側壁部と、側壁部の一端を閉鎖する底部と、側壁部の他端にて開口する開口部とを備える金属容器として、例えば、開口部を蓋体で密封する缶や、開口部を開放させた状態で使用するカップ等がある。このような金属容器の製造においては、材料として、板状金属材の両面をPETフィルム等の樹脂層で被覆(コーティング)してなる樹脂被覆板状金属材が広く使用されている(例えば特許文献1参照)。樹脂被覆板状金属材を用いて製造された金属容器は、軽量で光沢を有する上、内容物による金属の腐食が防止される。
【0003】
また、金属容器の製造においては、板状金属材から成形された有底筒状体の側壁に対して例えば縮径絞り加工、凹凸部の成形加工等の加工処理が行われることによって、様々な形状の金属容器が製造される。そして、この加工処理を円滑に行うために、有底筒状体の側壁上に潤滑剤を設けることが広く行われている(例えば特許文献2参照)。
【先行技術文献】
【特許文献】
【0004】
特開2021-155121号公報
特許第6988180号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、有底筒状体が上述の樹脂被覆板状金属材から成形された場合に、その側壁開口端側に対して加熱処理を行うことなく、カール部等を成形する開口部成形加工を行うと、その加工領域において、樹脂層の剥離、亀裂等の成形不良を生じさせる虞がある。
【0006】
また、この開口部成形加工よりも後に、有底筒状体の側壁に対し、潤滑剤を用いて側壁部縮径絞り加工等の側壁部の成形加工を行う場合、上述の(開口部成形加工前の)加熱処理を有底筒状体の全体に対して行ってしまうと、予め側壁上に設けられた潤滑剤がこの加熱処理によって揮発してしまい、後の側壁部の成形加工の際に潤滑性が無くなることで、皺や傷等の成形不良を生じさせる虞がある。
【0007】
本発明は、このような事情に対処することを課題としている。すなわち、樹脂被覆板状金属材を用いて金属容器を製造するに際し、成形不良を生じさせることなく適正に開口部及び側壁部を成形することが可能な金属容器の製造方法を提供すること、が本発明の課題である。
【課題を解決するための手段】
【0008】
このような課題を解決するために、本発明は、筒状の側壁部と、前記側壁部の一端を閉鎖する底部とを備え、前記側壁部の他端にて開口する開口部を備える金属容器の製造方法であって、金属基材の両面を樹脂層で被覆し、前記樹脂層の表面に潤滑剤を設けてなる板状金属材から成形された有底筒状体を加熱装置における加熱コイル内に通過させることによって、前記加熱コイルの加熱部により前記有底筒状体の側壁の開口端側の加熱対象領域に対して局所加熱を行う工程と、前記局所加熱を行う工程より後に、前記側壁の開口端よりも下側に予め設定したトリミング位置に対するトリミング加工を行う工程と、前記トリミング加工を行う工程より後に、開口部成形加工を行うことによって前記金属容器の前記開口部を成形する工程と、前記開口部を成形する工程より後に、前記側壁における前記開口部成形加工が行われた箇所よりも下側の箇所に対して側壁部成形加工を行うことによって前記金属容器の前記側壁部を成形する工程と、を有し、前記局所加熱を行う工程では、前記側壁における、前記側壁部成形加工を行う領域を含まず、前記トリミング加工が行われるトリミング位置からその下側の前記開口部成形加工が行われる領域の下端までを含む領域が、前記加熱対象領域となるように、前記加熱コイルの前記加熱部の高さ位置を設定する、ことを特徴とする。
【発明の効果】
【0009】
本発明によれば、樹脂被覆板状金属材を用いて金属容器を製造するに際し、成形不良を生じさせることなく適正に開口部及び側壁部を成形することが可能である。
【図面の簡単な説明】
【0010】
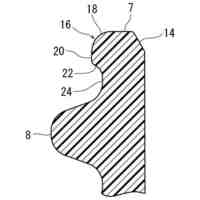
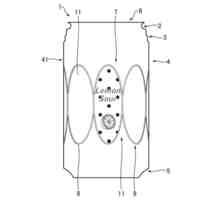
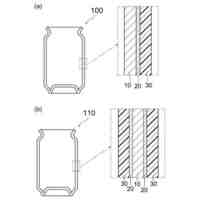
本実施形態における金属容器の構成例の概略を示す正面図である。
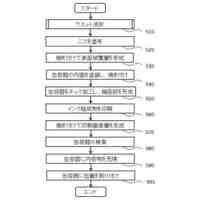
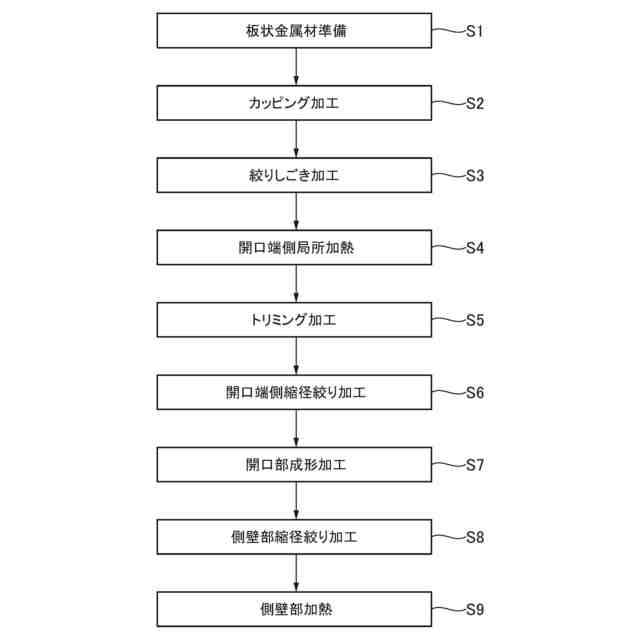
本実施形態における金属容器の製造方法の一例の概略を示すフローチャートである。
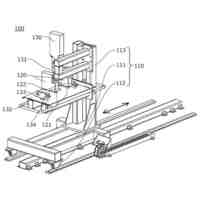
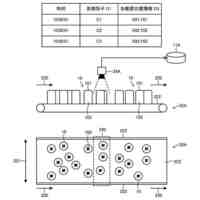
本実施形態で使用する加熱装置の構成例を模式的に示す側面図である。
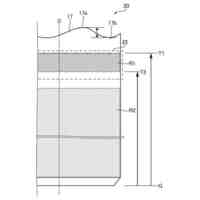
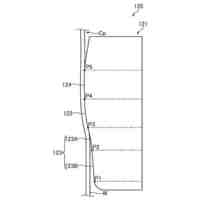
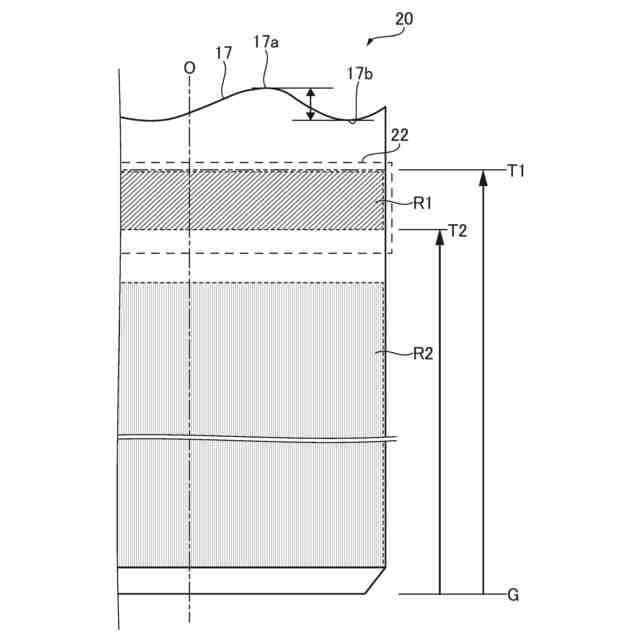
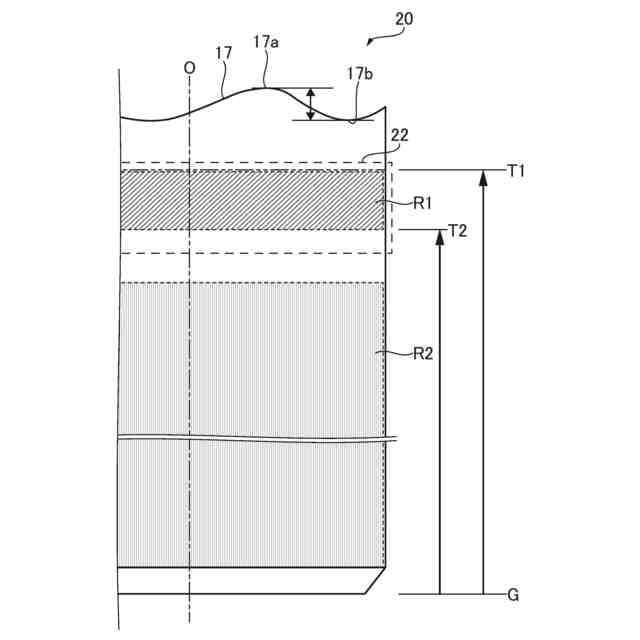
有底筒状体(素缶)の加熱対象領域を説明するための説明図である。
本実施形態における縮径絞り加工の一例について説明するための図(各種ツール及び有底カップの断面図)である。
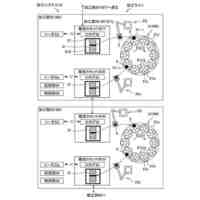
実施例における有底筒状体(素缶)の加熱対象領域と加熱装置の加熱部との位置関係を説明するための説明図である。
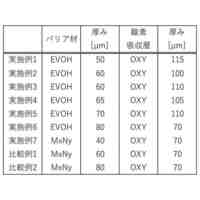
実施例における評価試験1、2の評価結果を示す表である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
東洋製罐株式会社
容器
1か月前
東洋製罐株式会社
充填包装方法
1か月前
東洋製罐株式会社
金属容器の製造方法
25日前
東洋製罐株式会社
製造システム、製造方法
16日前
東洋製罐株式会社
金属容器及びその製造方法
16日前
東洋製罐株式会社
金属缶の製造方法及び金属缶
9日前
東洋製罐株式会社
内容物充填済み容器の評価方法
1か月前
東洋製罐株式会社
原反繋ぎ装置およびカップ成形機
2日前
東洋製罐株式会社
鉄系酸素吸収剤含有層を備えた多層容器
1か月前
東洋製罐株式会社
缶管理装置、缶管理システム、及び、缶管理方法
2日前
東洋製罐株式会社
缶管理装置、缶管理システム、及び、缶管理方法
16日前
東洋製罐株式会社
缶容器
26日前
東洋製罐株式会社
パウチ製造方法、パウチ製造装置、およびポイント用工具セット
1か月前
東洋製罐株式会社
塑性加工用樹脂被覆金属板及び該金属板を用いての金属製有底筒状体の製造方法
1か月前
東洋製罐株式会社
樹脂被覆アルミニウムシームレス缶、樹脂被覆アルミニウム板、絞りしごき缶
1か月前
東洋製罐株式会社
成形条件導出装置、機械学習装置、推論装置、情報処理方法、機械学習方法、及び、推論方法
10日前
個人
棒鋼連続引抜装置
6か月前
個人
ヘッダー加工機
4か月前
株式会社オプトン
曲げ加工装置
6か月前
株式会社不二越
NC転造盤
2か月前
日伸工業株式会社
プレス加工装置
3か月前
日東精工株式会社
中空軸部品の製造方法
3か月前
株式会社不二越
NC転造盤
6か月前
オムロン株式会社
導線折り曲げ治具
1か月前
株式会社西田製作所
パンチャーヘッド
5か月前
トヨタ紡織株式会社
プレス金型
16日前
トヨタ紡織株式会社
プレス装置
5か月前
工機ホールディングス株式会社
ニブラ
4か月前
株式会社アマダ
曲げ金型
1か月前
トヨタ紡織株式会社
プレス金型
5か月前
東栄工業株式会社
ダブルデッキヘミング金型
3か月前
トヨタ紡織株式会社
プレス金型
4か月前
株式会社TMEIC
監視装置
5か月前
株式会社アマダ
曲げ加工機
3か月前
株式会社アマダ
曲げ加工機
6か月前
トヨタ自動車株式会社
打ち抜き加工方法
4か月前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ