TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025139378
公報種別
公開特許公報(A)
公開日
2025-09-26
出願番号
2024038290
出願日
2024-03-12
発明の名称
金属缶の製造方法及び金属缶
出願人
東洋製罐株式会社
代理人
弁理士法人エビス国際特許事務所
主分類
B21D
31/00 20060101AFI20250918BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】線状溝の溝加工に際し、製造時の耐荷重性及び内容物充填後の耐衝撃性を確保しながら胴部に所定の凹凸形状を形成可能な金属缶の製造方法及び金属缶を提供する。
【解決手段】金属缶の製造方法は、有底円筒体を形成する円筒体形成工程と、有底円筒体の胴部より上側においてネッキング加工を施し胴部の内径よりも小さい開口径を有する開口部を形成するネッキング工程と、ネッキング工程より後にアウターロールとインナーロールとを用いて胴部の周方向全体に亘って溝加工を施す溝加工工程とを有する。溝加工工程は、アウターロールとインナーロールとの間に胴部を挟み込み、アウターロールとインナーロールとを同期回転して胴部を内径方向に押し込み、胴部に線状溝を形成する工程と、前記胴部に線状溝による輪郭を形成する工程と、胴部における線状溝の形成開始位置と線状溝の形成終了位置とをオーバーラップさせて輪郭を形成する工程とを有する。
【選択図】図1
特許請求の範囲
【請求項1】
板状金属材から有底円筒体を形成する円筒体形成工程と、
前記有底円筒体の胴部より上側においてネッキング加工を施し、前記胴部の内径よりも小さい開口径を有する開口部を形成するネッキング工程と、
前記ネッキング工程より後に、アウターロールとインナーロールとを用いて前記胴部の周方向全体に亘って溝加工を施す溝加工工程と、を有し、
前記溝加工工程は、
前記アウターロールと前記インナーロールとの間に前記胴部を挟み込み、前記アウターロールと前記インナーロールとを同期回転して前記胴部を内径方向に押し込み、前記胴部に線状溝を形成する工程と、
前記胴部に前記線状溝による輪郭を形成する工程と、
前記胴部における前記線状溝の形成開始位置と前記線状溝の形成終了位置とをオーバーラップさせて前記輪郭を形成する工程と、
を有することを特徴とする金属缶の製造方法。
続きを表示(約 1,000 文字)
【請求項2】
前記インナーロールの外周において、前記インナーロールの外周長さと等しいか又はその外周長さを等分してなる、溝加工デザインの構成単位を単位部とすると、
前記胴部の内周長さは、前記インナーロールにおける前記単位部の外周方向の長さのn倍(nは2以上の整数)である、
請求項1に記載の金属缶の製造方法。
【請求項3】
前記インナーロールの外径は、前記胴部の内径の1/m(mは2以上の整数)である、
請求項1に記載の金属缶の製造方法。
【請求項4】
前記アウターロールの外周面の曲率半径は、前記インナーロールの外周面の曲率半径よりも大きい、
請求項2に記載の金属缶の製造方法。
【請求項5】
前記線状溝を形成する工程にて、前記溝加工を施す際の前記アウターロールの外周面と前記インナーロールの外周面との間の最短距離[mm]は、前記胴部の板厚[mm]の1.1~3.7倍である、
請求項4に記載の金属缶の製造方法。
【請求項6】
前記線状溝を形成する工程にて、前記溝加工を施す際の前記アウターロールの外周面と前記インナーロールの外周面との間の最短距離[mm]は、前記胴部の板厚[mm]の1.6~2.4倍である、
請求項4に記載の金属缶の製造方法。
【請求項7】
前記円筒体形成工程よりも後であって前記ネッキング工程よりも前に、少なくとも前記胴部の外周面に印刷を施す印刷工程を有する、
請求項1に記載の金属缶の製造方法。
【請求項8】
板状金属材から形成された有底円筒体の胴部より上側においてネッキング加工が施されることにより前記胴部の内径よりも小さい開口径を有する開口部が形成され、前記ネッキング加工より後にアウターロールとインナーロールとを用いて前記胴部の周方向全体に亘って溝加工処理がなされた金属缶であって、
前記溝加工処理では、前記アウターロールと前記インナーロールとの間に前記胴部を挟み込み、前記アウターロールと前記インナーロールとを同期回転して前記胴部を内径方向に押し込む溝加工により、前記胴部に線状溝が形成され、前記線状溝と前記線状溝との間には外径方向に凸の曲面部を有し、前記胴部に前記線状溝による輪郭が形成され、前記胴部における前記線状溝の形成開始位置と前記線状溝の形成終了位置とがオーバーラップされて前記輪郭が形成され、前記輪郭における繋ぎ部において切れ目を有しない、
ことを特徴とする金属缶。
発明の詳細な説明
【技術分野】
【0001】
本発明は、金属缶の製造方法及び金属缶に関するものである。
続きを表示(約 2,400 文字)
【背景技術】
【0002】
近年、缶体の胴部に凹凸形状が形成された金属缶が製造されている。このように、胴部に凹凸形状を施すことより、缶体の耐衝撃性や耐軸荷重強度が向上すること、金属缶を商品として陳列した際に視認性が高まること等の利点がある。このような金属缶の製造において、缶体の胴部に凹凸形状を形成する方法としては、例えば胴部の外側に配置したアウターロール(外型ロール)と、胴部の内側に配置したインナーロール(内型ロール)とで、胴部に凹凸加工を施す方法がある(特許文献1、2参照)。
【先行技術文献】
【特許文献】
【0003】
特許2705684号公報
特許4837593号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところで、上記のような胴部に凹凸加工を施した金属缶は、耐衝撃性や耐軸荷重が向上することが期待されるが、その凹凸形状は機能的な形状に制限される。また、凹凸形状として線状溝を施すと、缶体の胴部の周方向における耐荷重が不均一になり、製造工程において、胴部が座屈し易くなる問題がある。一方で、製造時の耐荷重性及び内容物充填後の外部に対する耐衝撃性を確保するために胴部の板厚を比較的厚くすると、材料コストが上がってしまう。このような課題について、改善が必要となっている。
【課題を解決するための手段】
【0005】
本発明によれば、板状金属材から有底円筒体を形成する円筒体形成工程と、前記有底円筒体の胴部より上側においてネッキング加工を施し、前記胴部の内径よりも小さい開口径を有する開口部を形成するネッキング工程と、前記ネッキング工程より後に、アウターロールとインナーロールとを用いて前記胴部の周方向全体に亘って溝加工を施す溝加工工程と、を有し、前記溝加工工程は、前記アウターロールと前記インナーロールとの間に前記胴部を挟み込み、前記アウターロールと前記インナーロールとを同期回転して前記胴部を内径方向に押し込み、前記胴部に線状溝を形成する工程と、前記胴部に前記線状溝による輪郭を形成する工程と、前記胴部における前記線状溝の形成開始位置と前記線状溝の形成終了位置とをオーバーラップさせて前記輪郭を形成する工程と、を有することを特徴とする金属缶の製造方法を提供することである。
【0006】
また、本発明によれば、板状金属材から形成された有底円筒体の胴部より上側においてネッキング加工が施されることにより前記胴部の内径よりも小さい開口径を有する開口部が形成され、前記ネッキング加工より後にアウターロールとインナーロールとを用いて前記胴部の周方向全体に亘って溝加工処理がなされた金属缶であって、前記溝加工処理では、前記アウターロールと前記インナーロールとの間に前記胴部を挟み込み、前記アウターロールと前記インナーロールとを同期回転して前記胴部を内径方向に押し込む溝加工により、前記胴部に線状溝が形成され、前記線状溝と前記線状溝との間には外径方向に凸の曲面部を有し、前記胴部に前記線状溝による輪郭が形成され、前記胴部における前記線状溝の形成開始位置と前記線状溝の形成終了位置とがオーバーラップされて前記輪郭が形成され、前記輪郭における繋ぎ部において切れ目を有しない、ことを特徴とする金属缶を提供することである。
【発明の効果】
【0007】
本発明によれば、線状溝の溝加工を行うに際し、製造時の耐荷重性及び内容物充填後における外部に対する耐衝撃性を確保しながら、胴部に所定の凹凸形状を形成可能とする金属缶の製造方法を提供することができる。また、本発明によれば、所望の性能を有する金属缶であり、胴部に装飾性の高い外観を有する金属缶を提供することができる。
【図面の簡単な説明】
【0008】
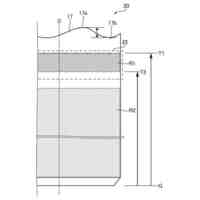
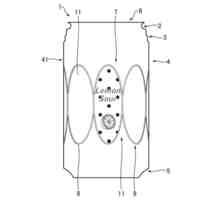
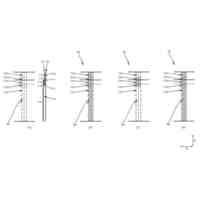
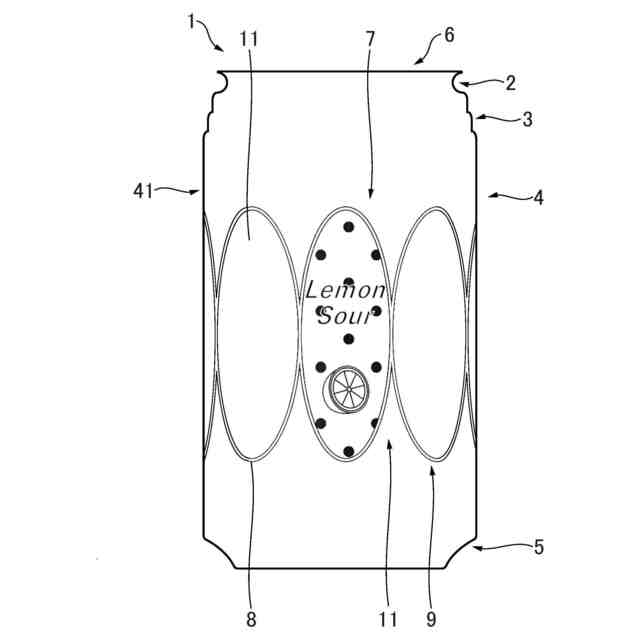
本実施形態に係る金属缶の例を示す正面図である。
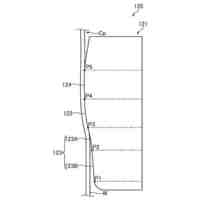
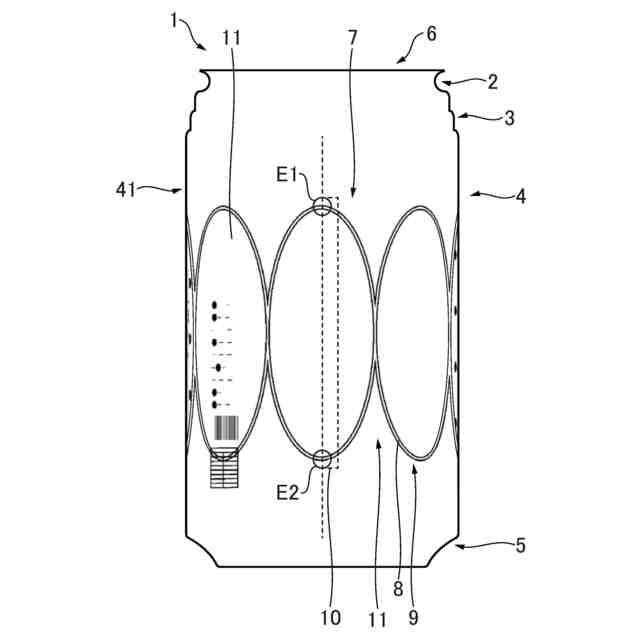
本実施形態に係る金属缶の例を示す一側面図である。
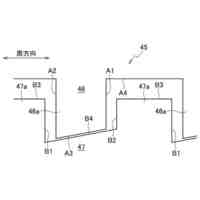
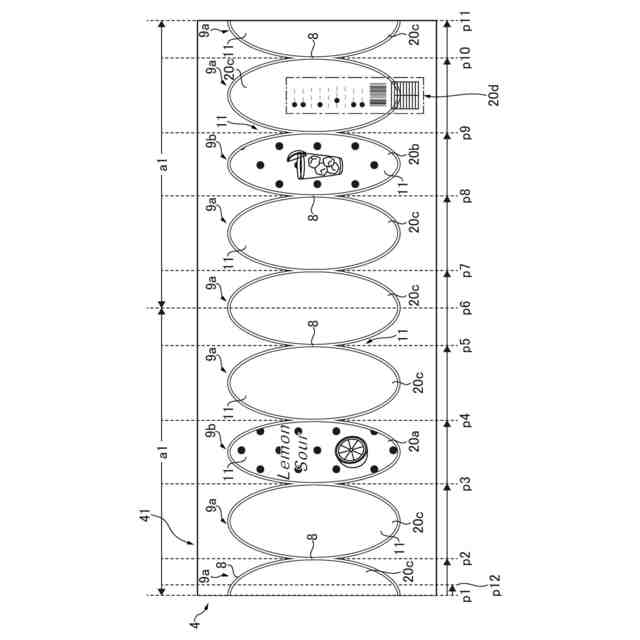
本実施形態に係る金属缶の胴部の外周面の例を示す展開図である。
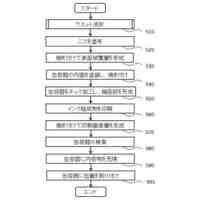
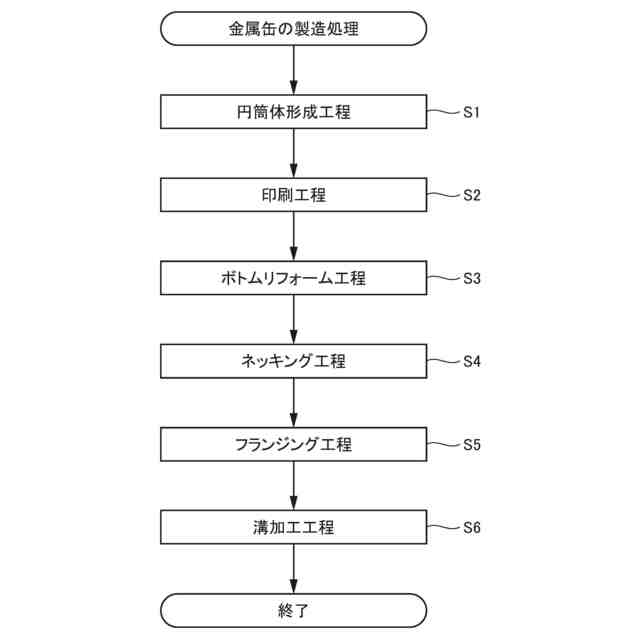
本実施形態に係る金属缶の製造方法の例を示すフローチャートである。
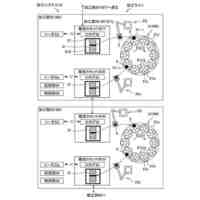
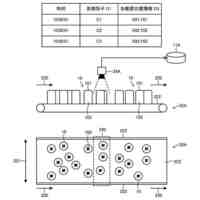
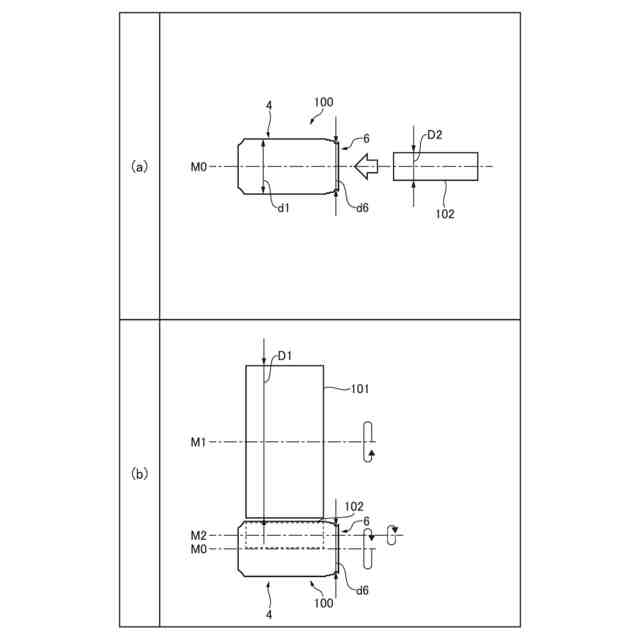
溝加工工程の説明図であり、アウターロール、インナーロール及び有底円筒体を模式的に示す模式側面図である。
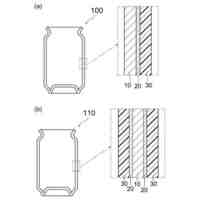
溝加工時のアウターロールとインナーロールとの位置関係を説明するための部分模式端面図である。
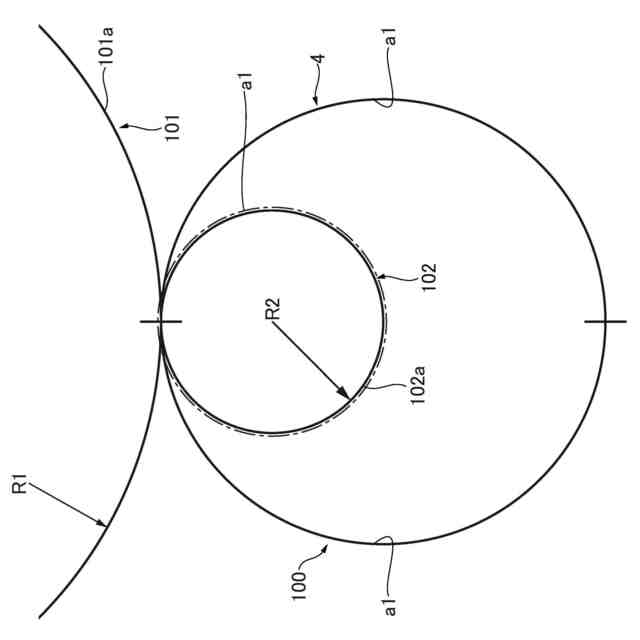
有底円筒体の胴部の内周長さと、インナーロールにおける単位部の外周方向の長さとの関係の一例について説明するための説明図である。
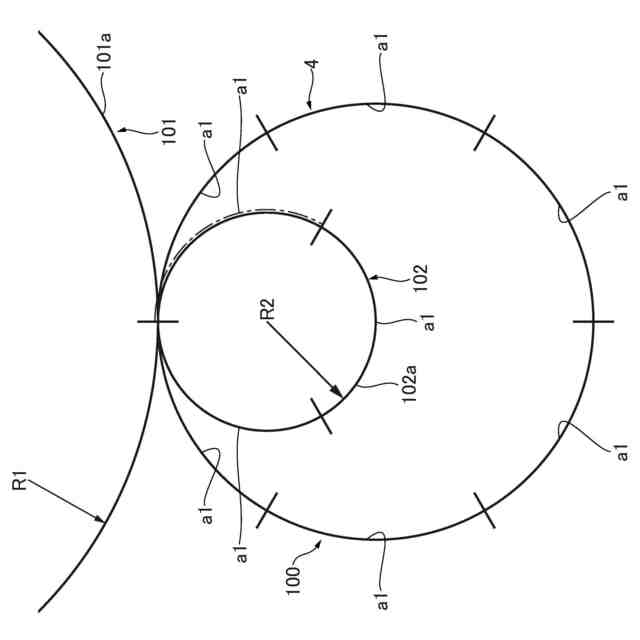
有底円筒体の胴部の内周長さと、インナーロールにおける単位部の外周方向の長さとの関係の別例について説明するための説明図である。
【発明を実施するための形態】
【0009】
以下、本発明の実施形態(本実施形態)について、図面を参照しながら説明する。以下の説明で、異なる図における同一符号は同一機能の部位を示しており、各図における重複説明は適宜省略する。本実施形態は、金属缶を製造する製造方法及びそれにより製造される金属缶の例を示すものである。
【0010】
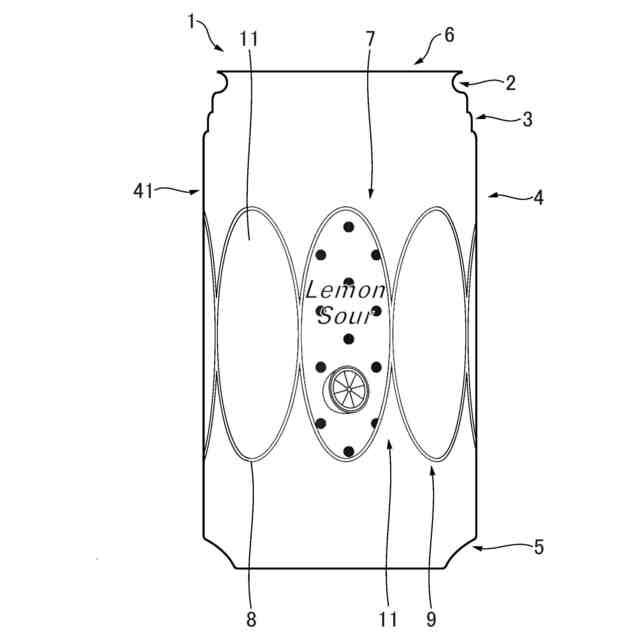
[金属缶]
図1に示す本実施形態に係る金属缶1は、内部に飲料を収容するための飲料用缶であり、金属製の有底円筒体に対して各種処理が施されてなるものである。この金属缶1は、フランジ部2と、フランジ部2の下端に繋がるネック部3と、ネック部3の下端に繋がる胴部4と、胴部4の下端に繋がる底部5とを有する。また、金属缶1は、フランジ部2が形成される箇所にて開口部6を形成している。ネック部3は、その上端に向かって徐々に縮径されている。金属缶1は、内部に飲料が収容された後、フランジ部2に缶蓋(図示せず)が巻き締められることで、製品としての飲料缶となる。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
東洋製罐株式会社
充填包装方法
1か月前
東洋製罐株式会社
金属容器の製造方法
19日前
東洋製罐株式会社
製造システム、製造方法
10日前
東洋製罐株式会社
金属容器及びその製造方法
10日前
東洋製罐株式会社
金属缶の製造方法及び金属缶
3日前
東洋製罐株式会社
内容物充填済み容器の評価方法
28日前
東洋製罐株式会社
鉄系酸素吸収剤含有層を備えた多層容器
28日前
東洋製罐株式会社
缶管理装置、缶管理システム、及び、缶管理方法
10日前
東洋製罐株式会社
缶容器
20日前
東洋製罐株式会社
パウチ製造方法、パウチ製造装置、およびポイント用工具セット
1か月前
東洋製罐株式会社
塑性加工用樹脂被覆金属板及び該金属板を用いての金属製有底筒状体の製造方法
1か月前
東洋製罐株式会社
樹脂被覆アルミニウムシームレス缶、樹脂被覆アルミニウム板、絞りしごき缶
25日前
東洋製罐株式会社
成形条件導出装置、機械学習装置、推論装置、情報処理方法、機械学習方法、及び、推論方法
4日前
個人
ヘッダー加工機
3か月前
日東精工株式会社
中空軸部品の製造方法
3か月前
株式会社不二越
NC転造盤
2か月前
日伸工業株式会社
プレス加工装置
3か月前
オムロン株式会社
導線折り曲げ治具
1か月前
株式会社西田製作所
パンチャーヘッド
4か月前
トヨタ紡織株式会社
プレス装置
4か月前
トヨタ紡織株式会社
プレス金型
10日前
株式会社アマダ
曲げ金型
1か月前
工機ホールディングス株式会社
ニブラ
4か月前
東栄工業株式会社
ダブルデッキヘミング金型
3か月前
トヨタ紡織株式会社
プレス金型
3か月前
トヨタ自動車株式会社
打ち抜き加工方法
4か月前
株式会社トラバース
パンチング加工装置
5か月前
株式会社アマダ
曲げ加工機
3か月前
株式会社三明製作所
転造装置
1か月前
トヨタ自動車株式会社
電磁鋼板の成形方法
3か月前
トヨタ紡織株式会社
プレス金型装置
4か月前
ユニオンツール株式会社
転造ダイスセット
2か月前
ユニプレス株式会社
プレス加工装置
1か月前
浙江飛剣工貿有限公司
二重片口の製造方法
3か月前
株式会社吉野機械製作所
プレス機械
3か月前
株式会社アマダ
プレスブレーキ
2か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ