TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025114470
公報種別
公開特許公報(A)
公開日
2025-08-05
出願番号
2024212086
出願日
2024-12-05
発明の名称
レーザ切断加工機
出願人
株式会社アマダ
,
株式会社アマダプレスシステム
代理人
個人
,
個人
,
個人
主分類
B23K
26/38 20140101AFI20250729BHJP(工作機械;他に分類されない金属加工)
要約
【課題】さまざまな状況でレーザ切断加工機の利便性を向上させ、その結果、レーザ切断加工機の稼働率やメンテナンス性を向上させる。
【解決手段】レーザ切断加工機1は、材料を搬入する上流ベルトコンベア3と、上流ベルトコンベア3の送り方向に配置され、上流ベルトコンベア3から材料が移送される下流ベルトコンベア5と、上流ベルトコンベア3と下流ベルトコンベア5との間に配置され、材料をレーザビームで切断加工する加工ヘッド7と、材料を切断加工する制御を実行する制御部9とを備え、制御部9は、レーザビームが照射されていないときに、上流ベルトコンベア3と下流ベルトコンベア5との間の距離を変更する。
【選択図】図1
特許請求の範囲
【請求項1】
材料を搬入する上流ベルトコンベアと、
前記上流ベルトコンベアの送り方向に配置され、前記上流ベルトコンベアから前記材料が移送される下流ベルトコンベアと、
前記上流ベルトコンベアと前記下流ベルトコンベアとの間に配置され、前記材料をレーザビームで切断加工する加工ヘッドと、
前記材料を切断加工する制御を実行する制御部と、を備え、
前記制御部は、
前記レーザビームが照射されていないときに、前記上流ベルトコンベアと前記下流ベルトコンベアとの間の距離を変更する
レーザ切断加工機。
続きを表示(約 630 文字)
【請求項2】
前記上流ベルトコンベアは、前記加工ヘッド側の端部に上流移動サポートローラを備え、
前記下流ベルトコンベアは、前記加工ヘッド側の端部に下流移動サポートローラを備え、
前記上流移動サポートローラと前記下流移動サポートローラは、前記送り方向にそれぞれ独立に移動可能である
請求項1に記載のレーザ切断加工機。
【請求項3】
前記制御部は、
前記上流ベルトコンベアと前記下流ベルトコンベアとの間の距離を、前記レーザビームが照射されている間は所定の基準距離に設定し、
前記レーザビームの照射が終了すると、前記上流移動サポートローラと前記下流移動サポートローラを、互いに離れる方向へ移動させる
請求項2に記載のレーザ切断加工機。
【請求項4】
前記制御部は、
前記レーザビームの照射が終了して前記上流移動サポートローラと前記下流移動サポートローラが互いに離れる方向へ移動した後に、所定時間が経過すると前記上流ベルトコンベアと前記下流ベルトコンベアとの間の距離を、前記基準距離に戻す
請求項3に記載のレーザ切断加工機。
【請求項5】
前記上流移動サポートローラと前記下流移動サポートローラは、前記上流ベルトコンベアと前記下流ベルトコンベアと平行に設けられたガイドレールに摺動可能に設けられている
請求項2に記載のレーザ切断加工機。
発明の詳細な説明
【技術分野】
【0001】
本発明は、レーザ切断加工機に関する。
続きを表示(約 2,300 文字)
【背景技術】
【0002】
従来から、板状の材料をベルトコンベアで移送してレーザ切断によって製品を加工するレーザ切断加工が行われている。特許文献1には、上流側のベルトコンベア機構で材料を搬入し、加工ヘッドでレーザ切断した後に、下流側のベルトコンベア機構で切断済みの部品を搬出するレーザ切断装置が開示されている。
【先行技術文献】
【特許文献】
【0003】
特開2009-28794号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、上述した従来のレーザ切断装置では、上流側のベルトコンベア機構と下流側のベルトコンベア機構との間に集塵箱が設置されている。そのため、上流側のベルトコンベア機構と下流側のベルトコンベア機構との間の距離が変更できないので、さまざまな状況でレーザ切断加工機の利便性が低下するという問題点があった。例えば、レーザ切断によって発生したスクラップが大きい場合に、ベルトコンベア間の距離が変更できないと、スクラップを下方へ排出できずに稼働を停止させなければならないので、稼働率が低下する。また、メンテナンスする際に、ベルトコンベア間の距離を変更できないと、メンテナンスができないので、メンテナンス性が低下する。
【課題を解決するための手段】
【0005】
一又はそれ以上の実施形態の態様は、材料を搬入する上流ベルトコンベアと、前記上流ベルトコンベアの送り方向に配置され、前記上流ベルトコンベアから前記材料が移送される下流ベルトコンベアと、前記上流ベルトコンベアと前記下流ベルトコンベアとの間に配置され、前記材料をレーザビームで切断加工する加工ヘッドと、前記材料を切断加工する制御を実行する制御部と、を備え、前記制御部は、前記レーザビームが照射されていないときに、前記上流ベルトコンベアと前記下流ベルトコンベアとの間の距離を変更するレーザ切断加工機である。
【発明の効果】
【0006】
一又はそれ以上の実施形態に係るレーザ切断加工機によれば、さまざまな状況でレーザ切断加工機の利便性を向上させることができる。その結果、レーザ切断加工機の稼働率やメンテナンス性を向上させることができる。
【図面の簡単な説明】
【0007】
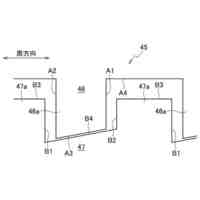
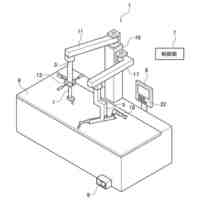
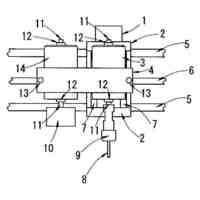
図1は、一実施形態に係るレーザ切断加工機の構造を示す斜視図である。
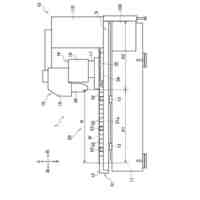
図2は、一実施形態に係るレーザ切断加工機の構造をX軸方向から見た側面図である。
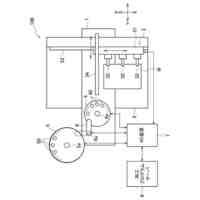
図3は、一実施形態に係るレーザ切断加工機の内部構造をY軸方向から見た図である。
図4は、長さ調整機構の動作を説明するためにレーザ切断加工機の内部構造をY軸方向から見た図である。
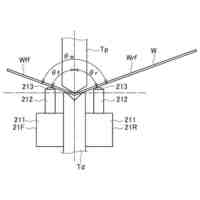
図5は、一実施形態に係るレーザ切断加工機に設けられた遮蔽パネルの構造を示す拡大斜視図である。
図6は、一実施形態に係るレーザ切断加工機におけるレーザ切断加工時の加工領域を上方から見た図と側方から見た図である。
図7は、一実施形態に係るレーザ切断加工機におけるレーザ切断加工時の加工領域を上方から見た図と側方から見た図である。
図8は、一実施形態に係るレーザ切断加工機におけるレーザ切断加工時の加工領域を上方から見た図と側方から見た図である。
図9は、変形例1に係るレーザ切断加工機におけるレーザ切断加工時の加工領域を上方から見た図と側方から見た図である。
図10は、変形例2に係るレーザ切断加工機の内部構造をY軸方向から見た図である。
図11は、変形例3に係るレーザ切断加工機の内部構造をY軸方向から見た図である。
図12は、変形例4に係るレーザ切断加工機の内部構造をY軸方向から見た図である。
【発明を実施するための形態】
【0008】
[レーザ切断加工機の構成]
以下、図面を参照し、本実施形態に係るレーザ切断加工機について説明する。図1は、本実施形態に係るレーザ切断加工機の構造を示す斜視図であり、図2は、レーザ切断加工機の構造をX軸方向から見た側面図である。図1、2に示すように、本実施形態に係るレーザ切断加工機1は、上流ベルトコンベア3と、下流ベルトコンベア5と、加工ヘッド7と、制御部9とを備えている。
【0009】
レーザ切断加工機1は、上流ベルトコンベア3に搬入された平板状の材料を、下流ベルトコンベア5へ移送し、加工ヘッド7からレーザビームを照射して切断する。切断加工された製品は下流ベルトコンベア5から搬出される。ここで、材料を切断するときに発生したスクラップは、上流ベルトコンベア3と下流ベルトコンベア5との間に形成された隙間空間から下方に落下させて回収する。そのため、レーザ切断加工機1は、スクラップコンベア11と、集塵装置13とを備えている。
【0010】
上流ベルトコンベア3は、レーザ切断加工機1へ材料を搬入する。また、上流ベルトコンベア3は、搬入された材料を送り方向へ移送して下流ベルトコンベア5へ移送する。ただし、レーザ切断加工機1は、構造的にX軸方向のどちら側からでも材料を搬入することが可能であり、どちら側へ加工後の製品を搬出することも可能である。本実施形態では、図1の左側を材料の搬入側とし、右側を搬出側としているので、左側を上流ベルトコンベア3、右側を下流ベルトコンベア5としている。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社アマダ
曲げ金型
1か月前
株式会社アマダ
レーザ発振器
20日前
株式会社アマダ
プレスブレーキ
2か月前
株式会社アマダ
レーザ切断加工機
1か月前
株式会社アマダ
レーザ加工システム
1か月前
株式会社アマダ
板材加工機のテーブル構造
1か月前
株式会社アマダ
加工スケジュール設定装置
2か月前
株式会社アマダ
板材保護シートの剥離用金型
2か月前
株式会社アマダ
ワーク接合方法及びワーク接合体
2か月前
株式会社アマダ
発注システム、発注方法及び発注プログラム
1か月前
株式会社アマダ
プレスブレーキ及びプレスブレーキ制御方法
2か月前
株式会社アマダ
スポット溶接機及びスポット溶接機のワーク溶接方法
28日前
株式会社アマダ
タレットパンチプレス及びタレットパンチプレスの制御方法
1日前
株式会社アマダ
レーザ加工機
2か月前
株式会社アマダ
溶接加工プログラム設定装置、溶接加工制御装置及び溶接加工システム
1か月前
株式会社アマダ
図形データ作成装置、図形データ作成方法、及び図形データ作成プログラム
20日前
株式会社アマダ
デジタル投影機、工作機械及び投影像表示方法
2か月前
個人
タップ
4か月前
個人
フライス盤
20日前
個人
加工機
4か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
4か月前
株式会社不二越
ドリル
4か月前
株式会社不二越
ドリル
5か月前
日東精工株式会社
ねじ締め機
5か月前
日東精工株式会社
ねじ締め機
1か月前
日東精工株式会社
ねじ締め機
20日前
日東精工株式会社
ねじ締め機
4か月前
株式会社北川鉄工所
回転装置
3か月前
日東精工株式会社
ねじ締め装置
3か月前
日東精工株式会社
ねじ締め装置
11日前
株式会社ダイヘン
溶接電源装置
2か月前
株式会社ダイヘン
溶接電源装置
1か月前
株式会社ダイヘン
溶接電源装置
2か月前
株式会社FUJI
工作機械
5か月前
個人
切削油供給装置
1か月前
株式会社FUJI
工作機械
2か月前
続きを見る
他の特許を見る











 特許ウォッチ
特許ウォッチ