TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025127804
公報種別
公開特許公報(A)
公開日
2025-09-02
出願番号
2024024717
出願日
2024-02-21
発明の名称
搬送制御装置及び搬送制御方法
出願人
株式会社日立製作所
代理人
弁理士法人サンネクスト国際特許事務所
主分類
B65G
1/137 20060101AFI20250826BHJP(運搬;包装;貯蔵;薄板状または線条材料の取扱い)
要約
【課題】それぞれオーダ容器を積載した複数の搬送装置が複数の保管設備のワークステーションを巡回し各ワークステーションで作業者により物品のオーダ容器へのピッキング作業が行われる仕分け作業において搬送装置の遅延が波及することで作業者に手待ちが増えることを抑制する。
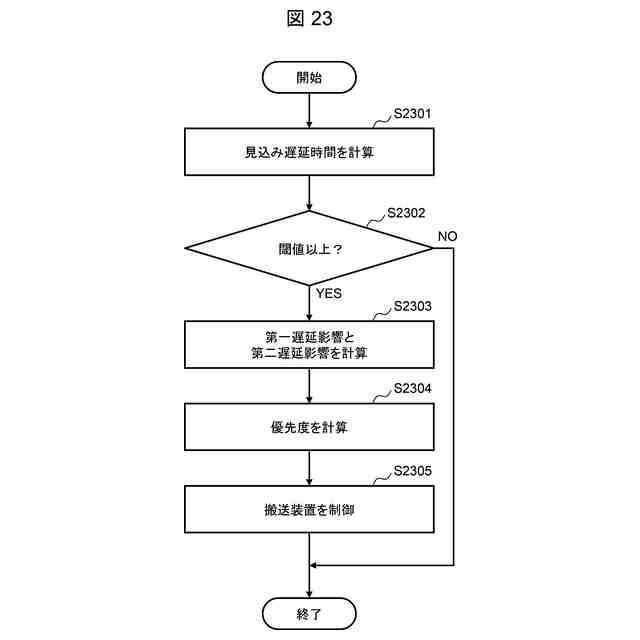
【解決手段】搬送装置に積載のオーダ容器に対するピッキング作業の開始予定時刻と当該ピッキング作業が行われるワークステーションへの搬送装置の到着予定時刻との差分としての見込み遅延時間が閾値以上である搬送装置がある場合、搬送制御装置は、当該遅延の影響の程度を一部又は全部の搬送装置の各々について評価することで各搬送装置の優先度を計算し、優先度が相対的に高い搬送装置の移動コストを優先度が相対的に低い搬送装置の移動コストに対して相対的に小さくする。
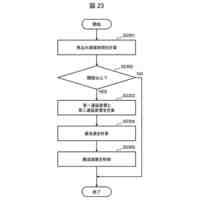
【選択図】図23
特許請求の範囲
【請求項1】
それぞれ一つ以上の物品が指定された一つ又は複数のオーダに基づき複数の搬送装置を制御する搬送制御装置であって、
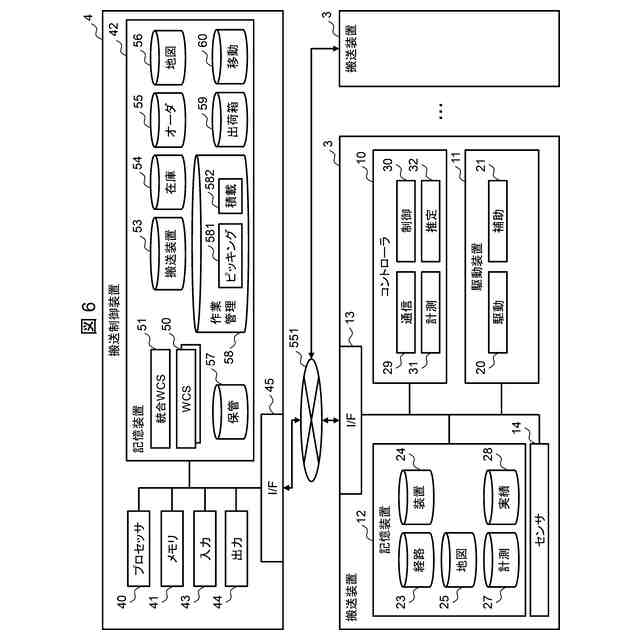
インターフェース装置と、記憶装置と、前記インターフェース装置及び前記記憶装置に接続されたプロセッサとを備え、
それぞれ物品が保管される複数の保管設備の各々について、当該保管設備から出庫された物品に対するピッキング作業が行われるワークステーションがあり、
前記インターフェース装置は、前記複数の搬送装置と通信し、
前記記憶装置は、ピッキング作業毎に物品のワークステーションでの当該ピッキング作業の開始予定時刻を表す情報を含むピッキング作業管理情報と、オーダ容器を積載する搬送装置の保管設備への到着予定時刻を表す情報を含む搬送装置情報とを記憶し、
前記プロセッサは、
前記複数の搬送装置のうちの一つ以上の搬送装置の各々について、前記ピッキング作業管理情報及び前記搬送装置情報を基に、当該搬送装置に積載のオーダ容器にワークステーションにおいて入れられる物品のピッキング作業の開始予定時刻と当該ワークステーションがある保管設備への当該搬送装置の到着予定時刻との差分としての時間である見込み遅延時間を計算し、
前記見込み遅延時間が第一閾値以上である搬送装置としての第一の遅延搬送装置が存在するか否かの第一判定を行い、
前記第一判定の結果が真の場合、前記複数の搬送装置の一部又は全部の搬送装置の各々について、下記の(a)及び(b)の少なくとも一方の影響を計算し、計算された影響を基に、当該搬送装置の優先度を計算し、
(a)当該搬送装置が巡回する一つ以上の保管設備のワークステーションで当該搬送装置に積載されるオーダ容器に対し行われる一つ以上のピッキング作業の開始が遅延する程度の評価値である第一遅延影響、
(b)当該搬送装置以外の一つ以上の搬送装置に積載される一つ以上のオーダ容器への物品の一つ又は複数のピッキング作業のうち、当該搬送装置に積載されるオーダ容器に対し行われるピッキング作業が完了しないと開始されないピッキング作業の開始が遅延する程度の評価値である第二遅延影響、
優先度が相対的に高い搬送装置である高優先度搬送装置と優先度が相対的に低い搬送装置である低優先度搬送装置の衝突が見込まれる場合、前記一部又は全部の搬送装置の制御において、前記高優先度搬送装置の移動コストを前記低優先度搬送装置の移動コストに対して相対的に小さくする、
搬送制御装置。
続きを表示(約 2,000 文字)
【請求項2】
前記ピッキング作業管理情報は、ピッキング作業毎に物品のワークステーションでのピッキング作業の終了予定時刻を表す情報を含み、
前記プロセッサは、前記一部又は全部の搬送装置の各々について、
前記第一遅延影響の計算において、当該搬送装置に積載されるオーダ容器に対し行われる一つ以上のピッキング作業の各々について、当該ピッキング作業の開始予定時刻から、当該ピッキング作業の一つ前のピッキング作業の終了予定時刻又は現在時刻とのうちの後の時刻に当該搬送装置が当該ワークステーションに移動するのにかかる所用時間が適用されることにより得られた時刻を差し引いた第一猶予時間を計算し、
前記第二遅延影響の計算において、当該搬送装置以外の一つ以上の搬送装置に積載される一つ以上のオーダ容器への物品の一つ又は複数のピッキング作業のうち、当該搬送装置に積載されるオーダ容器に対し行われるピッキング作業である対象ピッキング作業が完了しないと開始されない一つ以上のピッキング作業の各々について、当該ピッキング作業の開始予定時刻から、当該ピッキング作業の一つ前のピッキング作業における終了予定時刻を差し引いた第二猶予時間を計算し、
それぞれの第一猶予時間及び第二猶予時間を基に、当該搬送装置の優先度を計算する、
請求項1に記載の搬送制御装置。
【請求項3】
前記プロセッサは、前記一部又は全部の搬送装置の各々について、
当該搬送装置について得られたそれぞれの第一猶予時間及び第二猶予時間に単調減少する関数を適用した値の重みづけ和によって、当該搬送装置の優先度を計算する、
請求項2に記載の搬送制御装置。
【請求項4】
前記ピッキング作業管理情報は、ピッキング作業毎に物品のワークステーションでのピッキング作業の終了予定時刻を表す情報を含み、
前記プロセッサは、前記一部又は全部の搬送装置の各々について、前記第一遅延影響及び前記第二遅延影響のうちの少なくとも一つである対象影響の計算において、一つ以上のピッキング作業の各々について、当該ピッキング作業の開始予定時刻又は終了予定時刻と現在時刻との差である残り時間を計算し、それぞれの残り時間を基に、前記対象影響を計算する、
請求項1に記載の搬送制御装置。
【請求項5】
前記プロセッサは、前記一部又は全部の搬送装置の各々について、前記一つ以上のピッキング作業の各々についての残り時間に対して単調減少する関数を適用した値を、重み係数として乗じることで、前記対象影響を計算する、
請求項4に記載の搬送制御装置。
【請求項6】
前記プロセッサは、前記一部又は全部の搬送装置のうち、オーダで指定された物品のオーダ容器へのピッキング作業のために当該物品のピッキング作業がされる保管設備への移動が指示されていない搬送装置について、当該搬送装置の優先度を最低の優先度とする、
請求項1に記載の搬送制御装置。
【請求項7】
前記プロセッサは、前記一部又は全部の搬送装置の各々について、前記第一遅延影響及び前記第二遅延影響のうちの少なくとも一つである対象影響の計算において、一つ以上のピッキング作業の各々について、当該ピッキング作業の対象としての物品が指定されたオーダの緊急度を基に、前記対象影響を計算する、
請求項1に記載の搬送制御装置。
【請求項8】
前記インターフェース装置は、ユーザが操作可能な入力装置と通信し、
前記オーダの緊急度は、前記入力装置を介して前記ユーザから指定された緊急度である、
請求項7に記載の搬送制御装置。
【請求項9】
前記プロセッサは、
前記見込み遅延時間が前記第一閾値より大きい第二閾値以上である搬送装置としての第二の遅延搬送装置が存在するか否かの第二判定を行い、
前記第二判定の結果が真の場合、前記第二の遅延搬送装置以外の搬送装置に積載のオーダ容器に入れられる物品のピッキング作業のうち、前記第二の遅延搬送装置がピッキング作業のために停車する保管設備で行われるピッキング作業の開始予定時刻を前倒しにする、
請求項1に記載の搬送制御装置。
【請求項10】
前記プロセッサは、ピッキング作業の開始予定時刻が前倒しされると当該ピッキング作業の対象となる物品が入るオーダ容器を搬送する搬送装置について二つ以上のピッキング作業の順序が変わる場合、当該搬送装置について他のピッキング作業の開始予定時刻も前倒しにすることで、当該二つ以上のピッキング作業の順序を維持する、
請求項9に記載の搬送制御装置。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、概して、搬送装置の走行により物品を搬送する技術に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
物流センタにおいて、各保管設備からオーダに対応する物品(例えば商品)をピッキングして、梱包単位に仕分けしオーダ容器に荷詰めをする作業は、各保管設備間での移動を伴う負荷が高い作業である。特に、EC市場が拡大する一方で、物流センタにおける作業員の不足等の問題が生じており、作業負荷を減らすニーズは高い。
【0003】
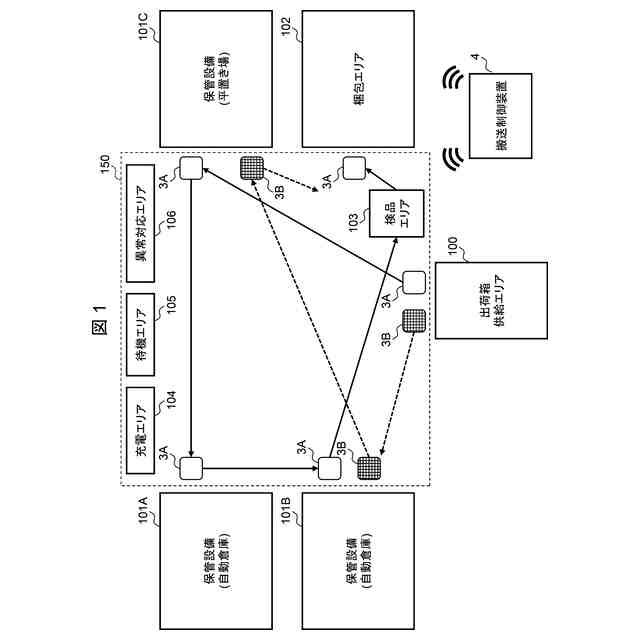
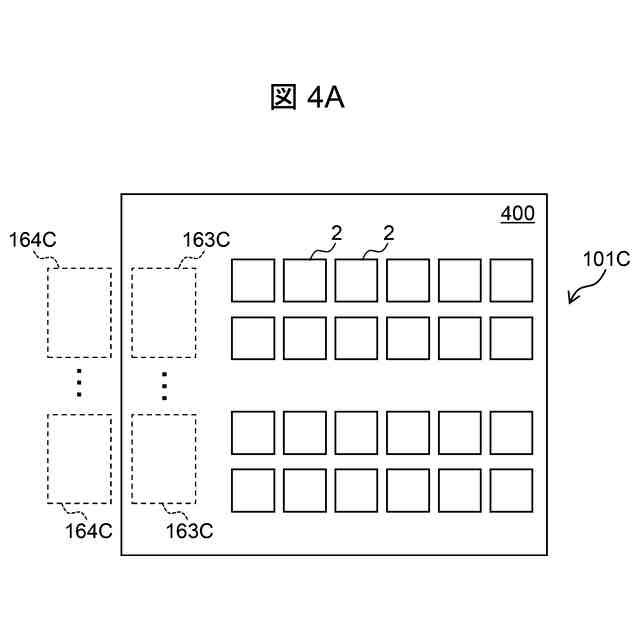
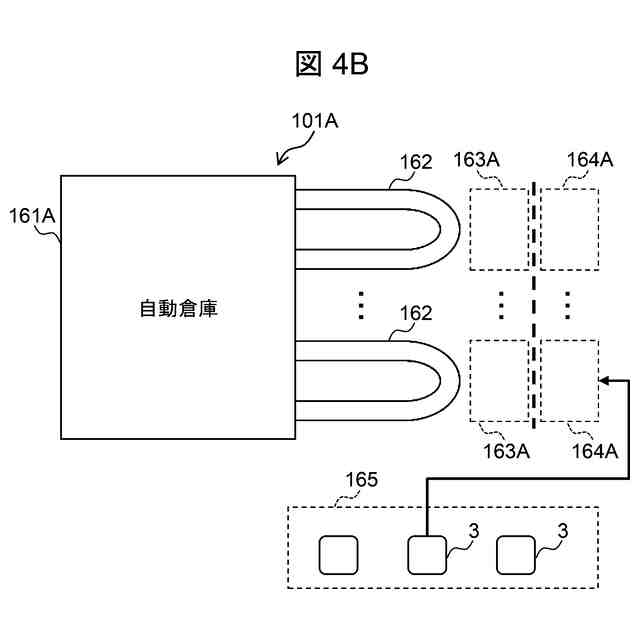
そこで、オーダに対応する複数の物品の保管位置が、複数の保管設備に跨る場合でも、仕分け作業の作業負荷を低減するために、AGV(Automatic Guided Vehicle)等の搬送装置を用いて仕分け作業を自動化する搬送システムがある。即ち、搬送装置はオーダに対応したオーダ容器(例えば段ボール箱)を積載し、各保管設備におけるワークステーション(典型的には、作業者が配置された作業スペース)を巡回し、オーダに対応した物品をオーダ容器に集める。これにより、オーダに対応する複数の物品の保管位置が複数の保管設備に跨る場合でも、作業者が移動することなく仕分け作業が可能である。
【0004】
このような搬送装置を用いた搬送システムでは、物流センタ内で多数の搬送装置が運行することになるため、効率的な運行制御が必要である。こうした運行制御のための技術として、例えば、特許文献1に記載の技術がある。
【0005】
特許文献1に記載の技術は、荷物を配送する移動体の優先度付けに関する技術である。特許文献1によれば、ボトルネック区間に集まった移動体の台数が、ボトルネック区間を同時に通過可能な台数より多い場合、サーバが、配送の優先度が高い荷物を配送している移動体をボトルネック区間に優先的に通過させる。
【先行技術文献】
【特許文献】
【0006】
特開2022-175875号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
搬送装置を用いて仕分け作業を自動化する搬送システムでは、搬送装置はワークステーションを巡回し、作業者は、搬送装置がワークステーションに到着すると、搬送装置に積載されたオーダ容器に必要な物品をピッキングする。搬送装置は複数の物品をオーダ容器に集めるため複数のワークステーションを次々に巡回し、作業者は次々にワークステーションに到着する搬送装置に積載のオーダ容器に対してピッキング作業を繰り返す。
【0008】
このとき、搬送装置の混雑等によってある搬送装置のワークステーションへの到着が遅れると、当該ワークステーションにおけるピッキング作業が遅延し、さらに、当該ワークステーションにおいて後に予定されているピッキング作業も遅延する。搬送装置によっては、これらのピッキング作業が完了しないと、次のワークステーションに向かえない場合があるので、それらの搬送装置においても待ち合わせのための遅延が発生する。このように、ある搬送装置の遅延は他の搬送装置に波及し、複数のワークステーションにおけるピッキング作業を遅延させる。このような遅延は、作業者が作業できない待機時間(いわゆる手待ち)を生み、物流センタの生産性を低下させる。
【0009】
特許文献1は、荷物の優先度に応じた運行制御を開示しているが、ある搬送装置における遅延が波及したことによって作業者に手待ちが発生するといった課題及びその課題の解決手段を開示も示唆もしていない。
【0010】
本発明の目的は、それぞれオーダ容器を積載した複数の搬送装置が複数の保管設備のワークステーションを巡回し各ワークステーションで作業者により物品のオーダ容器へのピッキング作業が行われる仕分け作業において搬送装置の遅延が波及することで作業者に手待ちが増えることを抑制することである。
【課題を解決するための手段】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社日立製作所
蓄電装置
1か月前
株式会社日立製作所
回転電機
28日前
株式会社日立製作所
回転電機
1か月前
株式会社日立製作所
制御基板
1か月前
株式会社日立製作所
制御装置
4日前
株式会社日立製作所
エレベーター
1か月前
株式会社日立製作所
エレベーター
1か月前
株式会社日立製作所
レール把持装置
1日前
株式会社日立製作所
電動機制御装置
11日前
株式会社日立製作所
機能割付システム
18日前
株式会社日立製作所
環境評価システム
6日前
株式会社日立製作所
航空機用の推進装置
11日前
株式会社日立製作所
輸送計画装置及び方法
27日前
株式会社日立製作所
沿岸環境監視システム
11日前
株式会社日立製作所
巻上機及びエレベーター
1か月前
株式会社日立製作所
受診支援装置および方法
今日
株式会社日立製作所
分析システム及び分析方法
1か月前
株式会社日立製作所
エレベーター及び保護カバー
1か月前
株式会社日立製作所
療養指導支援装置および方法
1か月前
株式会社日立製作所
対話システムおよび対話方法
今日
株式会社日立製作所
現新比較テスト支援システム
1か月前
株式会社日立製作所
プログラム検証支援システム
28日前
株式会社日立製作所
接点浄化装置及び風力発電装置
1か月前
株式会社日立製作所
めっき装置及びめっき形成方法
1か月前
株式会社日立製作所
釣合いおもり及びエレベーター
1か月前
株式会社日立製作所
搬送制御装置及び搬送制御方法
今日
株式会社日立製作所
補修指示装置および補修指示方法
1か月前
株式会社日立製作所
設計支援装置および設計支援方法
1日前
株式会社日立製作所
情報処理装置および情報処理方法
1か月前
株式会社日立製作所
電力融通システム、電力システム
1か月前
株式会社日立製作所
情報処理システム及び情報処理方法
4日前
株式会社日立製作所
情報処理システム及び情報処理方法
14日前
株式会社日立製作所
契約照会システム及び契約照会方法
27日前
株式会社日立製作所
ワークフロー作成支援装置及び方法
今日
株式会社日立製作所
画像解析システム及び画像解析方法
28日前
株式会社日立製作所
施策策定方法及び施策策定システム
28日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ