TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025128832
公報種別
公開特許公報(A)
公開日
2025-09-03
出願番号
2024025773
出願日
2024-02-22
発明の名称
検査システム、検査装置、検査方法および生産方法
出願人
AGC株式会社
代理人
弁理士法人志賀国際特許事務所
主分類
G01N
21/958 20060101AFI20250827BHJP(測定;試験)
要約
【課題】正確にフロートガラスの錫面の判定を行う。
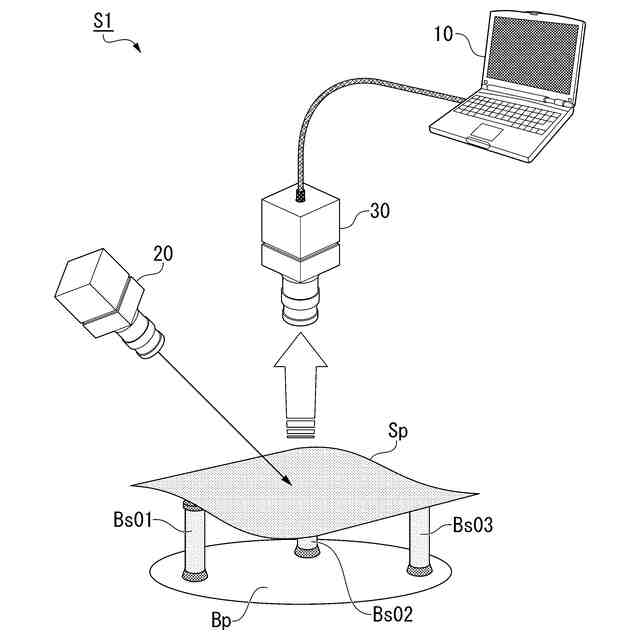
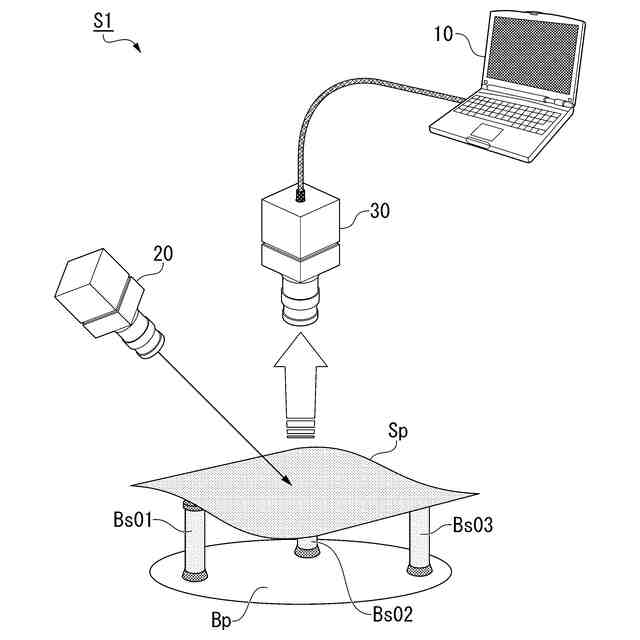
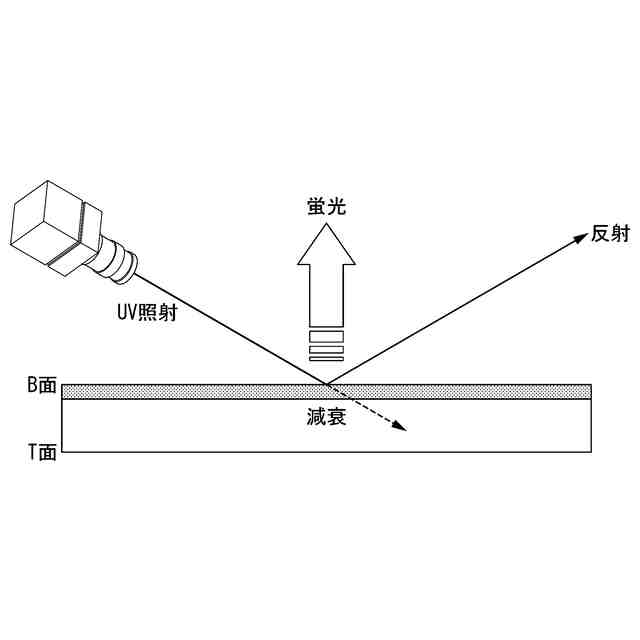
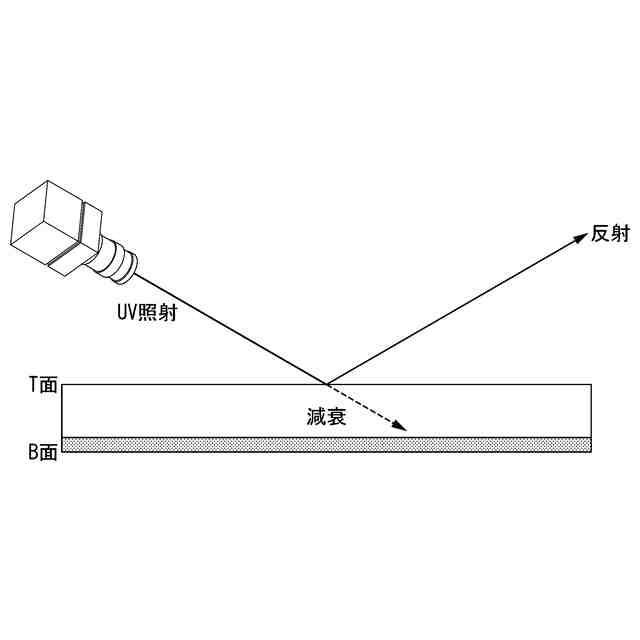
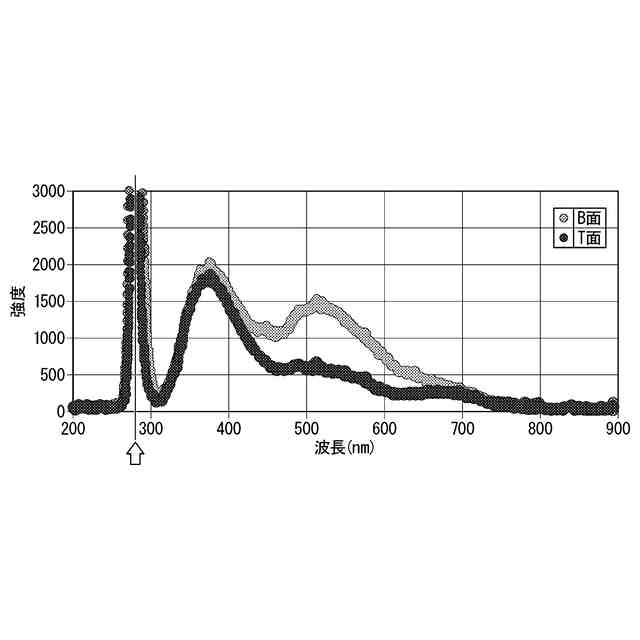
【解決手段】光源はフロートガラスを含む被検査体に紫外線を照射し、検出器は紫外線が照射される被検査体の表面の照射領域に生じる可視光線の強度を検出し、判定部は可視光線の強度に基づいて、照射領域が、錫が分布した錫面にあるか否かを判定する。本願の実施形態は、検査システム、検査装置、検査方法および機能性フロートガラスの生産方法のいずれの形態でも実現することができる。
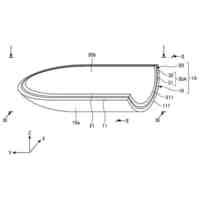
【選択図】図1
特許請求の範囲
【請求項1】
フロートガラスを含む被検査体に紫外線を照射する光源と、
前記紫外線が照射される前記被検査体の表面の照射領域に生じる可視光線の強度を検出する検出器と、
前記可視光線の強度に基づいて、前記照射領域が、錫が分布した錫面にあるか否かを判定する判定部と、を備える
検査システム。
続きを表示(約 1,100 文字)
【請求項2】
前記判定部は、前記被検査体の第1の方向に向いた第1面における照射領域に生じる前記可視光線の第1の強度と、
前記第1の方向とは相反する第2の方向に向いた第2面における照射領域に生じる前記可視光線の第2の強度との強度比を測定し、
前記強度比が、所定の強度比の1よりも大きい基準値以上であるか、または前記基準値の逆数以下であるかに基づいて、
前記第1面が錫面であるか、または前記第2面が錫面であるかを判定する
請求項1に記載の検査システム。
【請求項3】
前記判定部は、
前記強度比が前記基準値の逆数よりも大きく、前記基準値よりも小さいとき、
注意情報を提供する
請求項2に記載の検査システム。
【請求項4】
前記被検査体は、基盤上に異なる位置に配置された3個以上の支持材を用いて支持される
請求項1に記載の検査システム。
【請求項5】
前記照射領域は、前記支持材の1個に対し、他の前記支持材よりも偏った位置に設定される
請求項4に記載の検査システム。
【請求項6】
前記被検査体は、前記基盤上に、前記支持材とは異なる位置に配置された3個以上の保持材をさらに用いて保持される
請求項4に記載の検査システム。
【請求項7】
前記判定部は、
前記錫面とは相反する方向に向いた面である非錫面を、紫外線透過防止塗料の塗布面として定める
請求項1に記載の検査システム。
【請求項8】
光源に、フロートガラスを含む被検査体に紫外線を照射させ、
検出器に、前記紫外線が照射される前記被検査体の表面の照射領域に生じる可視光線の強度を検出させ、
前記可視光線の強度に基づいて、前記照射領域が、錫が分布した錫面にあるか否かを判定する
検査装置。
【請求項9】
光源と検出器を備える検査システムにおける検査方法であって、
前記光源が、フロートガラスを含む被検査体の表面に紫外線を照射し、
前記検出器が、前記紫外線が照射される前記被検査体の表面の照射領域に生じる可視光線の強度を検出し、
前記可視光線の強度に基づいて、前記照射領域が、錫が分布した錫面にあるか否かを判定する
検査方法。
【請求項10】
請求項9に記載の検査方法を実行し、
前記錫面とは相反する方向に向いた面である非錫面に紫外線透過防止塗料を塗布する
機能性フロートガラスの生産方法。
発明の詳細な説明
【技術分野】
【0001】
本願は、検査システム、検査装置、検査方法および生産方法に関する。本願は、例えば、フロートガラスを含む被検査体の面の状態を判定するための技術に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
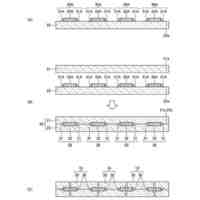
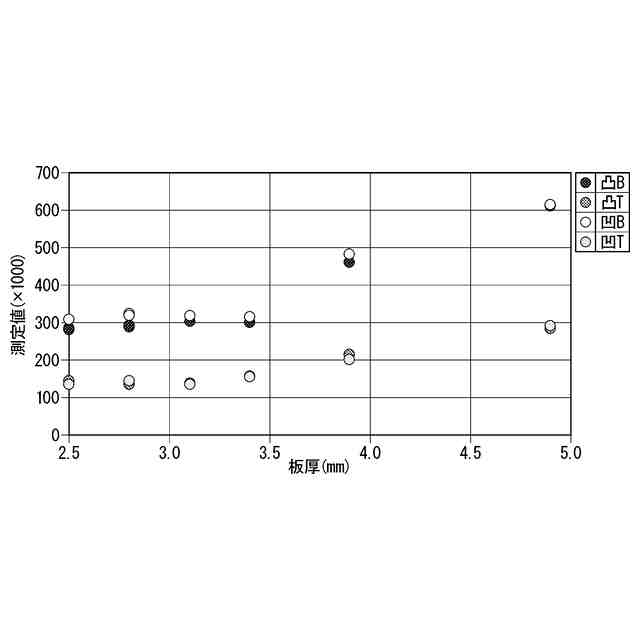
フロートガラスは、フロートバス上に溶融ガラスを流し込んで成形する工程により生産される。フロートバスには、溶融した錫が貯留される。錫はガラスよりも比重が大きいため、フロートバスの表面に溶融ガラスが浮き上がる。浮き上がった溶融ガラスは薄く引き伸ばされ、冷却してフロートガラス素板が得られる。そのため、素板の一方の面には錫の層が分布し、他方の面には錫は付着していない。錫が付着した面は、錫面、錫付着面またはB(Bottom、ボトム)面と呼ばれる。錫が付着していない面は、非錫面またはT(Top、トップ)面と呼ばれる。
【0003】
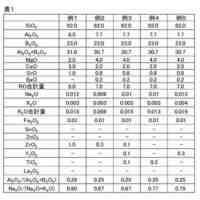
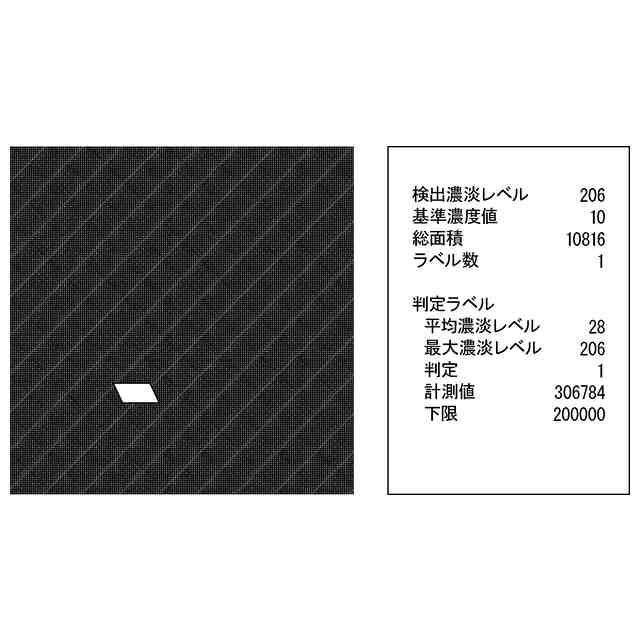
フロートガラス素板は、用途によって、錫面と非錫面を区別することがある。例えば、特許文献1に記載の機能性フロートガラスの製造方法は、フロートガラス面に300nm以下の波長分布を有する光を照射することで、表面発光が観測されるボトム面と、表面発光が観測されないトップ面とを識別し、トップ面を選択する選択工程と、そのトップ面のみに少なくともシラン系化合物を含む溶液を接触させCF
3
基もしくはCH
3
基が表面に露出した単分子膜を形成させる吸着工程と、その後ガラス基材を乾燥させる乾燥工程とを有する。
【先行技術文献】
【特許文献】
【0004】
特許第3130244号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
フロートガラスは、表面に紫外線透過防止塗料(本願では、単に「塗料」と呼ぶことがある。)を塗布し(UVカットコート)、紫外線カットガラスとして表面処理されることがある。
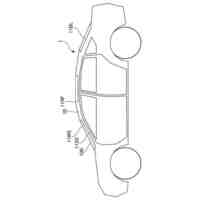
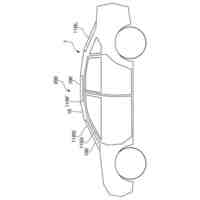
しかしながら、錫面と非錫面のいずれを塗料の塗布面とするかについては、考慮されていなかった。また、平坦なフロートガラス素板だけでなく、例えば、強化ガラスまたは曲面ガラスも表面処理の対象となることがある。
本願は上記の点に鑑みてなされたものであり、本願発明の課題の一つは、正確に錫面を判定することができる検査システム、検査装置、検査方法および生産方法を提供することである。
【課題を解決するための手段】
【0006】
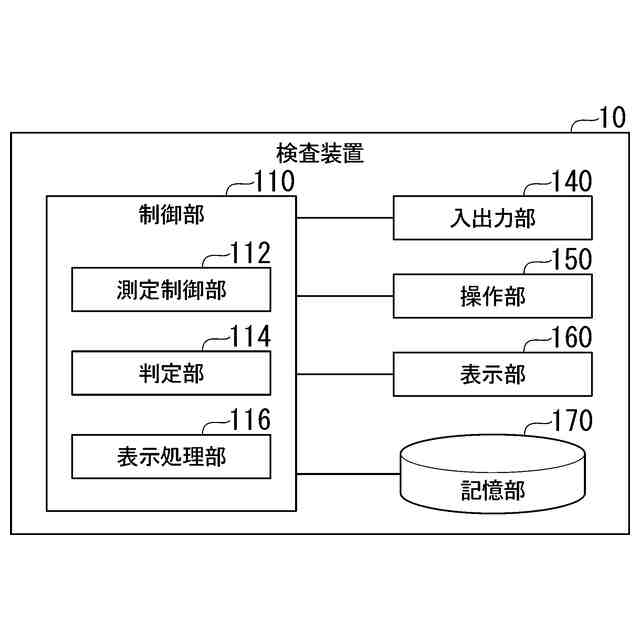
(1)本願は上記の課題を解決するためになされたものであり、本願の一態様は、フロートガラスを含む被検査体に紫外線を照射する光源と、前記紫外線が照射される前記被検査体の表面の照射領域に生じる可視光線の強度を検出する検出器と、前記可視光線の強度に基づいて、前記照射領域が、錫が分布した錫面にあるか否かを判定する判定部と、を備える検査システムである。
【0007】
(2)本願の他の態様は、光源に、フロートガラスを含む被検査体に紫外線を照射させ、
検出器に、前記紫外線が照射される前記被検査体の表面の照射領域に生じる可視光線の強度を検出させ、前記可視光線の強度に基づいて、前記照射領域が、錫が分布した錫面にあるか否かを判定する検査装置である。
【0008】
(3)本願の他の態様は、光源と検出器を備える検査システムにおける検査方法であって、前記光源が、フロートガラスを含む被検査体の表面に紫外線を照射し、前記検出器が、前記紫外線が照射される前記被検査体の表面の照射領域に生じる可視光線の強度を検出し、前記可視光線の強度に基づいて、前記照射領域が、錫が分布した錫面にあるか否かを判定する検査方法である。
【0009】
(4)本願の他の態様は、(3)の検査方法を実行し、前記錫面とは相反する方向に向いた面である非錫面に紫外線透過防止塗料を塗布する機能性フロートガラスの生産方法であってもよい。
【発明の効果】
【0010】
本願によれば、フロートガラスの錫面の判定を正確に行うことができる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
AGC株式会社
合紙積層装置
24日前
AGC株式会社
顔面用貼付材
20日前
AGC株式会社
車両用窓ガラス
18日前
AGC株式会社
積層体及び移動体
18日前
AGC株式会社
インフィニティミラー
6日前
AGC株式会社
ガラス材料、結晶化ガラス
5日前
AGC株式会社
車両用窓ガラスとその製造方法
25日前
AGC株式会社
反射型マスクブランクの製造方法
今日
AGC株式会社
光学素子の製造方法、及び光学素子
26日前
AGC株式会社
フラットハーネス付き車両用窓ガラス
3日前
AGC株式会社
車両用窓ガラス及びサッシュレスドア
18日前
AGC株式会社
フラットハーネス付き車両用窓ガラスシステム
3日前
AGC株式会社
車両用ガラス板、及び車両用ガラス板の製造方法
13日前
AGC株式会社
文書分析方法、文書分析プログラム、及び文書分析装置
19日前
AGC株式会社
合わせガラス
10日前
AGC株式会社
ガラス、ガラス粉末、混合粉、ガラスペースト、及びグリーンシート
17日前
AGC株式会社
化学強化ガラス、画像表示装置用カバーガラス、防汚層付きガラス材
5日前
AGC株式会社
テキスト生成方法、テキスト生成プログラム、及びテキスト生成装置
24日前
AGC株式会社
反射型マスクブランク、反射型マスクおよび反射型マスクの製造方法
24日前
AGC株式会社
反射型マスクブランク、反射型マスクおよび反射型マスクの製造方法
24日前
AGC株式会社
組成物、洗浄方法、塗膜形成用組成物、エアゾール組成物、熱移動媒体
25日前
AGC株式会社
組成物、洗浄方法、塗膜形成用組成物、エアゾール組成物、熱移動媒体
25日前
AGC株式会社
ガラスおよび化学強化ガラス
13日前
AGC株式会社
化学強化ガラスおよび電子機器筐体
24日前
AGC株式会社
化学強化ガラス物品およびその製造方法
10日前
AGC株式会社
フツリン酸ガラス及び近赤外線カットフィルタ
24日前
AGC株式会社
反射型マスクブランク、反射型マスク、反射型マスクブランクの製造方法、及び反射型マスクの製造方法
11日前
AGC株式会社
化合物、組成物、表面処理剤、物品、及び物品の製造方法
24日前
AGC株式会社
高周波デバイス用ガラス基板、液晶アンテナ及び高周波デバイス
5日前
AGC株式会社
含フッ素エーテル化合物及びその製造方法、化合物及びその製造方法、含フッ素エーテル組成物、コーティング液、並びに物品及びその製造方法
13日前
個人
メジャー文具
20日前
個人
アクセサリー型テスター
13日前
個人
高精度同時多点測定装置
12日前
株式会社ミツトヨ
測定器
3日前
日本精機株式会社
位置検出装置
26日前
日本精機株式会社
位置検出装置
26日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ