TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025129866
公報種別
公開特許公報(A)
公開日
2025-09-05
出願番号
2024026802
出願日
2024-02-26
発明の名称
順送プレス加工方法及びその加工システム
出願人
株式会社JKB
代理人
弁理士法人むつきパートナーズ
主分類
B21D
37/00 20060101AFI20250829BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
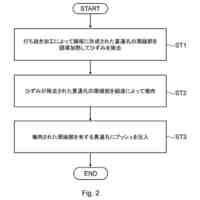
【課題】順送プレス金型のメンテナンス工程を含む順送プレス加工方法及びその加工システムの提供。
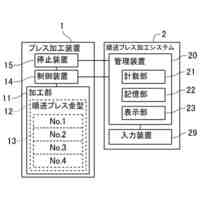
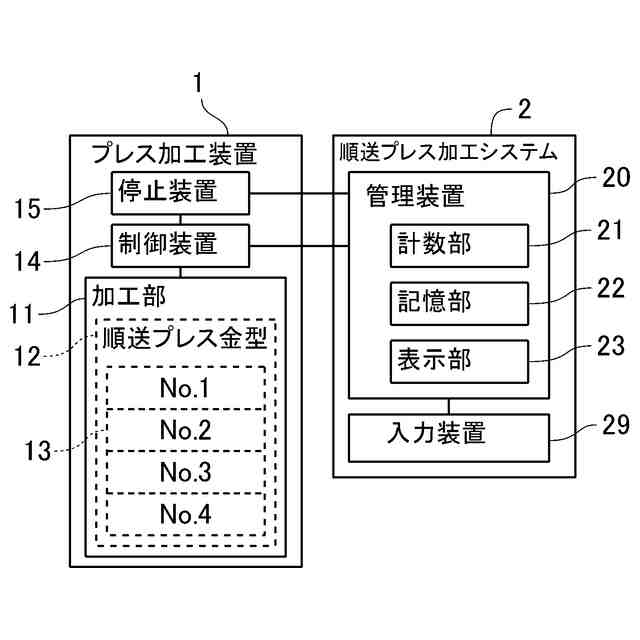
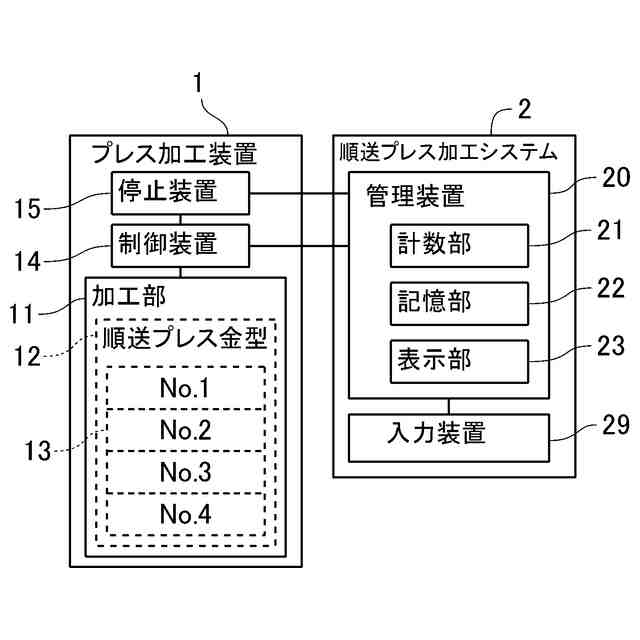
【解決手段】順送プレス金型のメンテナンス工程を含むプレス加工装置による順送プレス加工方法である。メンテナンス工程を行うべきことを作業者に報知する管理装置は、加工を開始後、加工ステージのそれぞれについてのショット回数をカウントする計数部と、加工ステージのそれぞれに対して規定ショット回数及びメンテナンス内容の組からなるメンテナンス情報を記録されている記憶部と、を含み、管理装置は、メンテナンス情報のうちのいずれかの組の規定ショット回数に到達したときに、メンテナンス工程を行うべきことを、組に対応する加工ステージと、メンテナンス内容と、ともに作業者に報知し、計数部の対応するショット回数をリセットする。
【選択図】図3
特許請求の範囲
【請求項1】
被加工材料の送出ラインに沿って複数の加工ステージをそれぞれ順に等間隔で設けられた順送プレス金型のメンテナンス工程を含むプレス加工装置による順送プレス加工方法であって、
前記メンテナンス工程を行うべきことを作業者に報知する管理装置は、加工を開始後、前記加工ステージのそれぞれについてのショット回数をカウントする計数部と、前記加工ステージのそれぞれに対して規定ショット回数及びメンテナンス内容の組からなるメンテナンス情報を記録されている記憶部と、を含み、
前記管理装置は、
前記メンテナンス情報のうちのいずれかの前記組の前記規定ショット回数に到達したときに、前記メンテナンス工程を行うべきことを、前記組に対応する前記加工ステージと、前記メンテナンス内容と、ともに作業者に報知し、前記計数部の対応する前記ショット回数をリセットすることを特徴とする順送プレス加工方法。
続きを表示(約 1,200 文字)
【請求項2】
前記メンテナンス情報は、同一の前記加工ステージについて、異なる規定ショット回数及び異なるメンテナンス内容の組を含んでいることを特徴とする請求項1記載の順送プレス加工方法。
【請求項3】
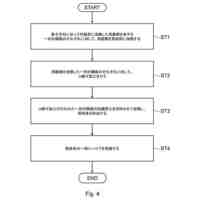
前記管理装置は、前記プレス加工装置で製造された加工品に不良品を発見したときに前記プレス加工装置を停止させる停止装置の動作を受けて、前記不良品の不良箇所を生じさせた前記加工ステージと不良箇所に対応するメンテナンス内容との外部入力を受け付け、その後、このメンテナンス内容を実施した旨の入力を更に受けると、前記外部入力による前記加工ステージと前記メンテナンス内容とを一致させる前記組が前記記憶部に存在する場合には前記計数部の対応する前記ショット回数をリセットし、存在しない場合には前記外部入力に基づいて更にショット回数の入力を受け付けて前記組を新設し前記記憶部に登録することを特徴とする請求項2記載の順送プレス加工方法。
【請求項4】
被加工材料の送出ラインに沿って複数の加工ステージをそれぞれ順に等間隔で設けられた順送プレス金型のメンテナンス工程を含むプレス加工装置による順送プレス加工システムであって、
前記メンテナンス工程を行うべきことを作業者に報知する管理装置は、加工を開始後、前記加工ステージのそれぞれについてのショット回数をカウントする計数部と、前記加工ステージのそれぞれに対して規定ショット回数及びメンテナンス内容の組からなるメンテナンス情報を記録されている記憶部と、を含み、
前記管理装置は、
前記メンテナンス情報のうちのいずれかの前記組の前記規定ショット回数に到達したときに、前記メンテナンス工程を行うべきことを、前記組に対応する前記加工ステージと、前記メンテナンス内容と、ともに作業者に報知し、前記計数部の対応する前記ショット回数をリセットすることを特徴とする順送プレス加工システム。
【請求項5】
前記メンテナンス情報は、同一の前記加工ステージについて、異なる規定ショット回数及び異なるメンテナンス内容の組を含んでいることを特徴とする請求項4記載の順送プレス加工システム。
【請求項6】
前記管理装置は、前記プレス加工装置で製造された加工品に不良品を発見したときに前記プレス加工装置を停止させる停止装置の動作を受けて、前記不良品の不良箇所を生じさせた前記加工ステージと不良箇所に対応するメンテナンス内容との外部入力を受け付け、その後、このメンテナンス内容を実施した旨の入力を更に受けると、前記外部入力による前記加工ステージと前記メンテナンス内容とを一致させる前記組が前記記憶部に存在する場合には前記計数部の対応する前記ショット回数をリセットし、存在しない場合には前記外部入力に基づいて更にショット回数の入力を受け付けて前記組を新設し前記記憶部に登録することを特徴とする請求項5記載の順送プレス加工システム。
発明の詳細な説明
【技術分野】
【0001】
本発明は、プレス加工装置による順送プレス加工方法及びその加工システムに関し、特に、順送プレス金型のメンテナンス工程を含む順送プレス加工方法及びその加工システムに関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
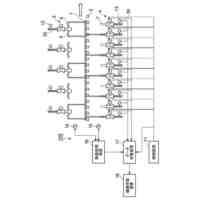
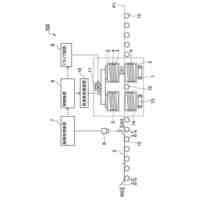
1つの金型内に2つ以上のプレス加工工程を行う箇所を設けておき、金型内の次の工程箇所へと帯状の被加工材料を自動で送出させながらプレス加工して行くプレス加工装置による順送プレス加工方法が知られている。かかる加工方法は、被加工材料を各工程の間で人手に頼って金型から出し入れする時間が省略できるなど、他のプレス加工方法と比較して加工処理速度が非常に速く、生産性に優れるといった特徴を有している。
【0003】
ところで、プレス加工における不良発生を防止するには、不良発生内容、例えば、バリ、ソリ、傷、寸法や角度公差外れなどに対して、最適なプレス装置の加工条件を見いだし、不良発生の原因となるプレス機の加工条件を最適化して加工を行っていた。つまり、油量や生産速度などの加工条件を予めデータベース化して管理し、品質向上を図るものであった。
【0004】
一方、金型の摩耗などについても不良発生の大きな原因となるため、金型毎にメンテナンスの目安となるプレス回数を設定し、設定されたプレス回数に達したときに、メンテナンス予定数に達した旨のメッセージを作業者に報知して金型研磨などのメンテナンスを促すプレス加工方法も提案されている。作業者は所定のメンテナンス作業を実施した後、プレス回数の設定をゼロクリアして加工を再開するのである。
【0005】
例えば、特許文献1では、タレットパンチプレスやサーボプレス等のプレス機器に使用する金型の管理方法を開示している。ここでは、1モーション中で使用される回数が異なる複数の構成部品からなる金型の該構成部品ごとの保守カウントデータとして、構成部品の使用実績数データ、使用予定数データ、1モーション当たりの使用回数に対応した倍率、を保持しておき、構成部品の使用実績数データはモーション毎に倍率を加算され、使用予定数データに達した場合には、その旨を作業者に報知し金型研磨を促すとしている。
【先行技術文献】
【特許文献】
【0006】
特開2015-160215号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
上記したように、順送プレス加工では、各ステージで異なる加工を行うため、プレス回数で金型を管理したときに、もっとも加工条件のシビアと予測されるステージに合わせて上限のプレス回数を規定してメンテナンスを行うことが考慮できる。しかしながら、不良発生内容も多岐に亘ることもあって、かかる予測自体が困難であった。
【0008】
本発明は、以上のような状況に鑑みてなされたものであって、その目的とするところは、順送プレス金型のメンテナンス工程を含む順送プレス加工方法及びその加工システムを提供することにある。
【課題を解決するための手段】
【0009】
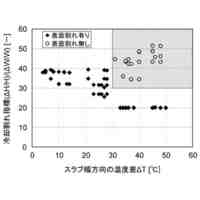
本願発明者らは、順送プレス加工の各ステージにおける金型の劣化の挙動をプレス装置の動作と合わせて、多数、詳細に観察した。その結果、各ステージの金型の劣化が互いに連関し合った結果として特定の不良発生につながること、すなわち、単独のステージのみの金型の劣化が特定の不良発生を導くのではないことに想到し、本願発明に至ったものである。
【0010】
すなわち、本発明による方法は、被加工材料の送出ラインに沿って複数の加工ステージをそれぞれ順に等間隔で設けられた順送プレス金型のメンテナンス工程を含むプレス加工装置による順送プレス加工方法であって、前記メンテナンス工程を行うべきことを作業者に報知する前記管理装置は、加工を開始後、前記加工ステージのそれぞれについてのショット回数をカウントする計数部と、前記加工ステージのそれぞれに対して規定ショット回数及びメンテナンス内容の組からなるメンテナンス情報を記録されている記憶部と、を含み、前記管理装置は、前記メンテナンス情報のうちのいずれかの前記組の前記規定ショット回数に到達したときに、前記メンテナンス工程を行うべきことを、前記組に対応する前記加工ステージと、前記メンテナンス内容と、ともに作業者に報知し、前記計数部の対応する前記ショット回数をリセットすることを特徴とする。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社JKB
順送プレス加工方法及びその加工システム
1か月前
株式会社JKB
順送プレス加工方法及びその加工システム
1か月前
個人
ヘッダー加工機
4か月前
日伸工業株式会社
プレス加工装置
4か月前
日東精工株式会社
中空軸部品の製造方法
4か月前
株式会社不二越
NC転造盤
3か月前
オムロン株式会社
導線折り曲げ治具
1か月前
工機ホールディングス株式会社
ニブラ
5か月前
トヨタ紡織株式会社
プレス金型
6か月前
株式会社アマダ
曲げ金型
1か月前
東栄工業株式会社
ダブルデッキヘミング金型
3か月前
トヨタ紡織株式会社
プレス金型
4か月前
トヨタ紡織株式会社
プレス金型
1か月前
株式会社西田製作所
パンチャーヘッド
5か月前
トヨタ紡織株式会社
プレス装置
5か月前
日鉄建材株式会社
成形装置
14日前
株式会社アマダ
曲げ加工機
4か月前
株式会社TMEIC
監視装置
6か月前
株式会社トラバース
パンチング加工装置
6か月前
トヨタ自動車株式会社
打ち抜き加工方法
5か月前
トヨタ自動車株式会社
打ち抜き加工装置
今日
トヨタ自動車株式会社
電磁鋼板の成形方法
3か月前
株式会社不二越
転造加工用平ダイス
6か月前
トヨタ紡織株式会社
プレス金型装置
5か月前
フジテック株式会社
金属棒曲げ工具
16日前
ユニプレス株式会社
プレス加工装置
2か月前
トヨタ自動車株式会社
鋼板部材の製造方法
1日前
トヨタ自動車株式会社
鋼板部材の製造方法
1日前
浙江飛剣工貿有限公司
二重片口の製造方法
4か月前
トヨタ自動車株式会社
パイプ曲げ加工装置
7か月前
株式会社三明製作所
転造装置
1か月前
株式会社吉野機械製作所
プレス機械
4か月前
ユニオンツール株式会社
転造ダイスセット
3か月前
JFEスチール株式会社
熱延鋼板の製造方法
2か月前
株式会社TMEIC
制御システム
4か月前
株式会社TMEIC
誘導加熱装置
4か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ