TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025130176
公報種別
公開特許公報(A)
公開日
2025-09-08
出願番号
2024027168
出願日
2024-02-27
発明の名称
溶接継手およびその製造方法
出願人
JFEスチール株式会社
代理人
個人
,
個人
,
個人
,
個人
主分類
C22C
38/00 20060101AFI20250901BHJP(冶金;鉄または非鉄合金;合金の処理または非鉄金属の処理)
要約
【課題】低温靭性に優れ、液化アンモニアによる応力腐食割れを抑制し、570MPa以上の引張強度を有する溶接継手およびその製造方法の提供。
【解決手段】母材と、溶接金属と、溶接熱影響部とを有する溶接継手であり、母材および溶接金属は、夫々特定範囲の化学組成を有し、
母材の表面から板厚方向に1/4厚から3/4厚までにおけるベイナイト組織の面積分率が90%以上であり、
母材の表面から板厚方向に1mmの位置におけるビッカース硬さが230以下であり、
溶接熱影響部におけるビッカース硬さが230以下であり、
溶接金属におけるビッカース硬さがHVW以下(HVW=260-100×Ni)であり、
母材および溶接継手の引張強度が570MPa以上であり、
母材および溶接金属のシャルピー衝撃試験における吸収エネルギーが-40℃で47J以上である、溶接継手。
【選択図】なし
特許請求の範囲
【請求項1】
母材と、溶接金属と、溶接熱影響部とを有する溶接継手であり、
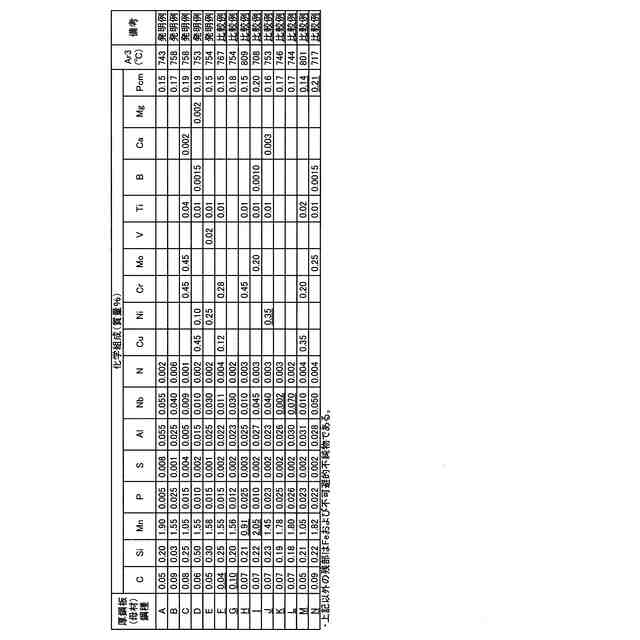
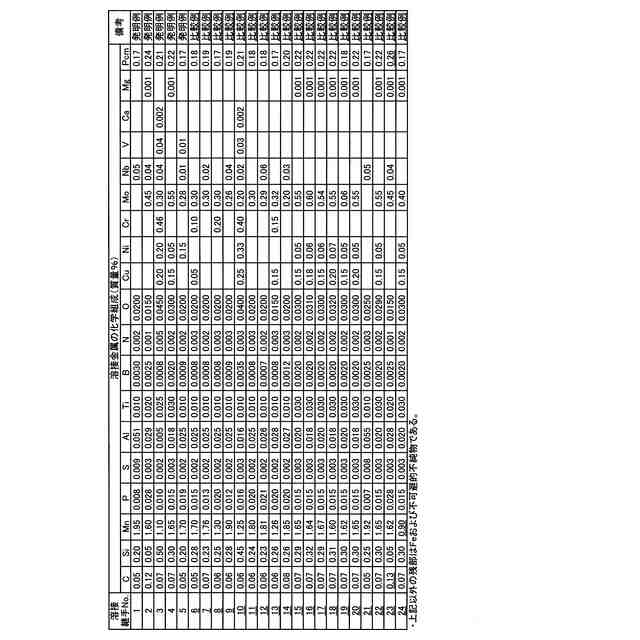
前記母材は、質量%で、
C:0.05~0.09%、
Si:0.01~0.55%、
Mn:1.00~1.95%、
P:0.030%以下、
S:0.010%以下、
Al:0.001~0.060%、
Nb:0.006~0.060%、
N:0.001~0.006%
を含有し、かつ下記式(1)で表されるPcmが0.15~0.20を満足し、残部はFeおよび不可避的不純物からなる化学組成を有し、
前記溶接金属は、質量%で、
C:0.04~0.12%、
Si:0.01~0.55%、
Mn:1.00~1.95%、
P:0.030%以下、
S:0.010%以下、
Al:0.001~0.060%、
Ti:0.006~0.030%、
B:0.0006~0.0060%、
N:0.001~0.006%、
O:0.0100~0.0500%
を含有し、
さらに、
Cu:0.50%以下、
Ni:0.50%以下、
Cr:0.50%以下、
Mo:0.80%以下、
Nb:0.08%以下、
V:0.08%以下、
Ca:0.006%以下、
Mg:0.006%以下
から選ばれる1種以上を含有し、かつ下記式(1)で表されるPcmが0.17~0.25を満足し、残部はFeおよび不可避的不純物からなる化学組成を有し、
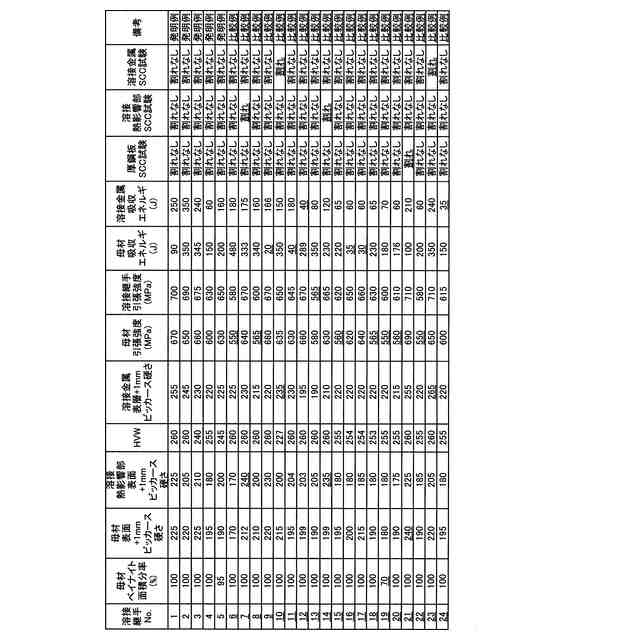
前記母材の表面から板厚方向に1/4厚から3/4厚までにおけるベイナイト組織の面積分率が90%以上であり、
前記母材の表面から板厚方向に1mmの位置におけるビッカース硬さが230以下であり、
前記溶接熱影響部におけるビッカース硬さが230以下であり、
前記溶接金属におけるビッカース硬さが下記式(2)で表わされるHVW以下であり、
前記母材および溶接継手の引張強度が570MPa以上であり、
前記母材および前記溶接金属のシャルピー衝撃試験における吸収エネルギーが-40℃で47J以上である、溶接継手。
Pcm=C+Si/30+Mn/20+Cu/20+Ni/60+Cr/20+Mo/15+V/10+5×B・・・式(1)
HVW=260-100×Ni・・・式(2)
式(1)で、元素記号は、母材においては、母材に含まれる各元素の含有量(質量%)を示し、溶接金属においては、溶接金属に含まれる各元素の含有量(質量%)を示し、母材および溶接金属の夫々において含有しない元素は0とする。
式(2)で、Niは、溶接金属に含まれるNi含有量(質量%)を示し、含有しない場合は0とする。
続きを表示(約 1,400 文字)
【請求項2】
前記母材が、さらに、質量%で、
Cu:0.50%以下、
Ni:0.30%以下、
Cr:0.50%以下、
Mo:0.50%以下、
V:0.08%以下、
Ti:0.05%以下、
B:0.0030%以下、
Ca:0.006%以下、
Mg:0.006%以下
から選ばれる1種以上を含有する、請求項1に記載の溶接継手。
【請求項3】
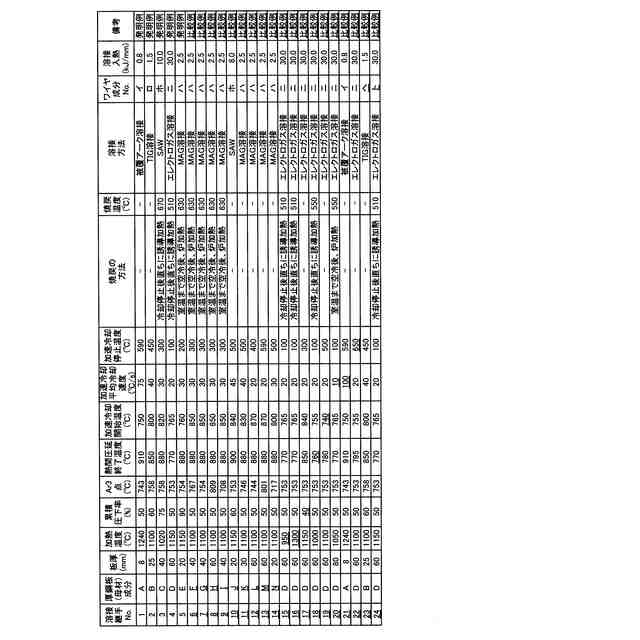
請求項1または2に記載の母材の化学組成を有するスラブを熱間圧延するに際し、1000~1250℃に加熱し、
930℃以下での累積圧下率が50%以上となる圧延をおこなった後、
Ar3点+10℃以上の温度で熱間圧延を終了し、
Ar3点以上の加速冷却開始温度で、厚鋼板表面の680℃から600℃までにおける平均冷却速度が20~80℃/sとなる加速冷却を開始し、
100℃以上600℃以下である加速冷却停止温度で加速冷却を停止することにより厚鋼板とし、前記厚鋼板を母材として溶接することで溶接継手を得る、溶接継手の製造方法。
【請求項4】
前記加速冷却の停止後ただちに、または、前記加速冷却の停止後、前記厚鋼板を室温まで冷却した後に500~680℃の温度に焼き戻すことで厚鋼板を得る、請求項3に記載の溶接継手の製造方法。
【請求項5】
前記厚鋼板に対して、
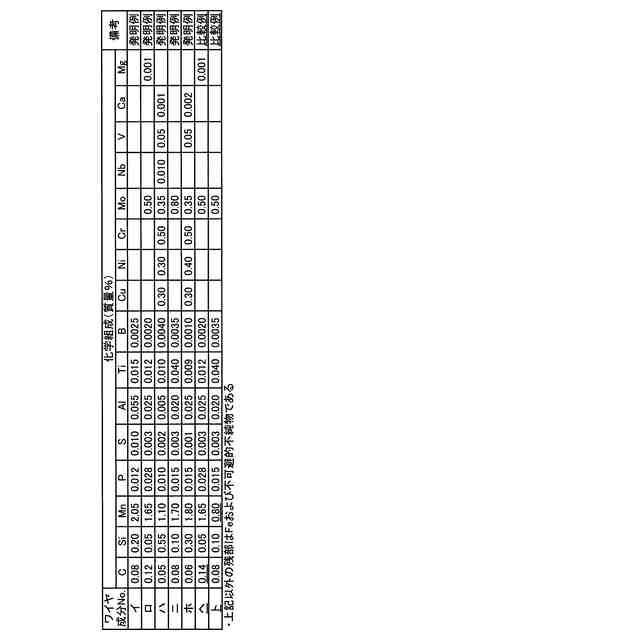
質量%で
C:0.04~0.12%、
Si:0.01~0.55%、
Mn:1.00~2.20%、
P:0.030%以下、
S:0.010%以下、
Al:0.001~0.060%、
Ti:0.006~0.060%、
B:0.0006~0.0060%、
を含有し、
あるいはさらに、
Cu:0.50%以下、
Ni:1.00%以下、
Cr:1.00%以下、
Mo:1.00%以下、
Nb:0.05%以下、
V:0.05%以下、
Ca:0.006%以下、
Mg:0.006%以下
から選ばれる1種以上を含有し、残部はFeおよび不可避的不純物からなる化学組成を有する溶接ワイヤを用いて溶接することで前記溶接継手を得る、請求項3に記載の溶接継手の製造方法。
【請求項6】
前記厚鋼板に対して、
質量%で
C:0.04~0.12%、
Si:0.01~0.55%、
Mn:1.00~2.20%、
P:0.030%以下、
S:0.010%以下、
Al:0.001~0.060%、
Ti:0.006~0.060%、
B:0.0006~0.0060%、
を含有し、
あるいはさらに、
Cu:0.50%以下、
Ni:1.00%以下、
Cr:1.00%以下、
Mo:1.00%以下、
Nb:0.05%以下、
V:0.05%以下、
Ca:0.006%以下、
Mg:0.006%以下
から選ばれる1種以上を含有し、残部はFeおよび不可避的不純物からなる化学組成を有する溶接ワイヤを用いて溶接することで前記溶接継手を得る、請求項4に記載の溶接継手の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、例えば、アンモニアや硫化水素を貯蔵するためのタンク、圧力容器などの溶接性および耐応力腐食割れ性が求められる溶接構造物に用いられる高強度厚鋼板を用いた溶接継手とその製造方法に関する。
続きを表示(約 3,700 文字)
【背景技術】
【0002】
今後、カーボンニュートラル対応でアンモニア燃料の利用拡大が進み、その利用拡大のためには大型タンクの設置が必要となる。大型タンクを製造するためには、高強度な厚鋼板や溶接継手を用いる必要があり、570MPa級(SM570など)や610MPa級(SPV490など)の厚鋼板などの使用が検討されている。一方で、液化アンモニアを貯蔵するタンクに低合金鋼を適用した場合、応力腐食割れが発生することが知られており、適用拡大の阻害要因となっている。
【0003】
そこで、液化アンモニアによる応力腐食割れに強い鋼板に関する検討が行われている。例えば、特許文献1では、鋼中のC量を低減し、Ti量やN量を最適に制御することでTS:570MPa以上の強度と-40℃における低温靭性、さらには溶接熱影響部の靭性に優れる鋼板を製造する方法が開示されている。
特許文献2では、鋼中のC量を低減し、低降伏比を実現しながら400N/mm
2
級以上の引張強さを有する鋼板を製造する方法が開示されている。
また、特許文献3では、鋼中のC量を低減し、加速冷却を適用することで鋼板表層の硬さ上昇を低減しながら530~610N/mm
2
の引張強さを有する鋼板を製造する方法が開示されている。
また、特許文献4では、鋼板表面に脱炭層を生成させることにより、60kgf/mm
2
級高張力を有しつつ、優れた耐応力腐食割れ性能を確保した鋼板の製造方法が開示されている。
また、特許文献5では、鋼板表面に軟化処理を行い、表層硬度をビッカース硬度で190以下にさせることにより優れた耐応力腐食割れ性能を確保した鋼板が開示されている。
特許文献6および7では、鋼板のフェライト組織分率や結晶粒径を最適に制御し、降伏強度を440MPa以下に制御することで耐応力腐食割れ性能を確保した鋼板の製造方法が開示されている。
特許文献8では、鋼板の表層の硬さを210以下に抑えつつ、鋼板板厚中央のフェライト組織分率を最適化することで耐応力腐食割れ性能を確保した鋼板の製造方法が開示されている。
特許文献9では、鋼板の表層の組織形態を最適化しつつ、鋼板板厚中央のフェライト組織分率を最適化することで耐応力腐食割れ性能を確保した鋼板の製造方法が開示されている。
特許文献10では、鋼板1/4厚位置でのフェライトなどの組織形態を最適化することで鋼板の降伏比を下げ、液化アンモニア運搬用タンクに好適な鋼板の製造方法が開示されている。
また、特許文献11では、鋼板の焼入れもしくは直接焼入れ時に2段階で水冷することで軟質なフェライト組織を生成させ優れた耐応力腐食割れ性能を確保した鋼板の製造方法が開示されている。
また、特許文献12では、鋼板の表面に鋼中C量およびMn量の低い合わせ材を鋳込みクラッドもしくは肉盛溶接により接合することにより優れた耐応力腐食割れ性能を確保したクラッド鋼板の製造方法が開示されている。
特許文献13では、溶接熱影響部の降伏強度が45kgf/mm
2
以下になる合わせ材を接合することにより得られる、優れた耐応力腐食割れ性能を確保した鋼板の製造方法が開示されている。
【先行技術文献】
【特許文献】
【0004】
特開2001-115233号公報
特開平11-131178号公報
特開平10-195533号公報
特開昭61-279631号公報
特開昭50-085516号公報
特許第7323090号公報
特許第7323091号公報
特許第7323088号公報
国際公開第2021/106368号
特開2021-88753号公報
特開昭62-156228号公報
特開昭57-149425号公報
特開昭50-085546号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、特許文献1~4に記載の方法は、強度が590MPa級までである鋼板を対象としており、厚鋼板での優れた耐応力腐食割れ性を確保できるが、実際にタンクを製造する際に溶接継手を作製した際の、溶接熱影響部および溶接金属の耐応力腐食割れ性を確保する方法については開示されていない。
また、特許文献5では、母材や溶接金属の低温靭性については、一切考慮されていない。
特許文献6~10に記載の方法は、軟質なフェライト組織を鋼板中に含有することを前提としており、本発明で対象とする570MPa級の高強度鋼板を製造することができない場合があり、また、溶接熱影響部および溶接金属の耐応力腐食割れ性を確保する方法についても開示されていない。
特許文献11では、2段階冷却を適用するが、特殊な水冷設備を必要し、溶接熱影響部および溶接金属の耐応力腐食割れ性を確保する方法についても開示されていない。
特許文献12では、鋳込みクラッドもしくは肉盛溶接を行う必要があり、特殊な設備が必要であることや、生産性に問題があり、また、溶接熱影響部および溶接金属の耐応力腐食割れ性を確保する方法についても開示されていない。
特許文献13では、溶接熱影響部の応力腐食割れを抑制することができるが、大型タンクを製造するためにクラッド母材を高強度化するための圧延および熱処理条件を選択した場合、合わせ材の溶接前の硬さが高くなり、溶接熱影響部以外の応力腐食割れ性能を抑制できない。
【0006】
また、応力腐食割れの対策としてステンレス鋼板やステンレス鋼板を合せ材としたクラッド鋼板を用いることもできるが、低合金鋼板を用いる場合に比べて著しく高コストになるといった問題がある。
【0007】
以上のように、これまでに提案された方法では、特殊な設備を必ずしも必要とはせずに、570MPa級以上の強度クラスの溶接継手の母材、溶接熱影響部および溶接金属の耐応力腐食割れ性を確保する技術(液化アンモニアによる応力腐食割れを抑制する技術)については開示されていなかった。
【0008】
本発明は、低温靭性に優れ、液化アンモニアによる応力腐食割れを抑制し、570MPa以上の引張強度を有する溶接継手およびその製造方法を提供することを目的とする。
【0009】
ここで、低温靭性に優れるとは、JIS Z 2242:2018に準拠し、母材(厚鋼板)および溶接金属のシャルピー衝撃試験における吸収エネルギーが-40℃で47J以上であることを指す。
また、液化アンモニアによる応力腐食割れを抑制するとは、溶接金属の余盛を除去し、溶接継手表面から板厚方向の5mmの位置までの位置で5mm厚の4点曲げ用の試験片として、4点曲げの背側中心が溶接金属になるもの、溶接熱影響部になるもの、母材になるものの3条件で加工し、20Lステンレス製オートクレープ内でNH
3
+CO
2
+O
2
系、アノード電流10A/m
2
、試験期間1か月で行い、3条件全てで割れが発生せずに、耐応力腐食割れ性に優れることを指す。
また、570MPa以上の引張強度を有するとは、JIS Z 2241:2022に準拠し、母材(厚鋼板)の引張強度が570MPa以上であり、かつ、JIS Z 3121:2013に準拠し、溶接継手の引張強度が570MPa以上であることを指す。
【課題を解決するための手段】
【0010】
本発明者等は、上記課題を解決すべく鋭意検討を行った結果、以下の知見を得た。まず、低合金鋼で液化アンモニア応力腐食割れの発生およびその後の進展を抑制するための条件を検討した結果、液化アンモニアが触れる面での鋼板のビッカース硬さを230以下にする必要があることがわかった。さらに、溶接を行った際の溶接熱影響部においてもビッカース硬さを230以下にする必要があることがわかった。
一方で、溶接金属については、含有するNiの量に応じて耐応力腐食割れ性が変化することが明らかになり、具体的には、260-100×Niとして表されるHVW以下に溶接金属のビッカース硬さを抑えることが必要であることがわかった。
また、鋼材の降伏強度を440MPa以下に抑えることも液化アンモニア応力腐食割れを抑制するために有効とされているが、液化アンモニアが触れる面での鋼板のビッカース硬さが230を超えている場合は、割れが発生することがわかった。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
銅鉄合金の製造
1か月前
株式会社プロテリアル
焼結体
6か月前
宏幸株式会社
金属回収方法
5か月前
個人
高強度せん断補強筋用の鋼材
5か月前
株式会社神戸製鋼所
鋼材
4か月前
ハイモ株式会社
水中金属の回収除去方法
7か月前
JX金属株式会社
銅製錬の操業方法
7か月前
国立大学法人東北大学
高耐食銅合金
7か月前
株式会社神戸製鋼所
銅合金板
19日前
株式会社クボタ
比重分離装置
5か月前
株式会社クボタ
比重分離装置
5か月前
株式会社クボタ
比重分離装置
5か月前
日本製鉄株式会社
鋼材
5か月前
日本製鉄株式会社
鋼線
7か月前
日本製鉄株式会社
鋼材
22日前
日本製鉄株式会社
鋼材
22日前
日本製鉄株式会社
鋼材
22日前
日本製鉄株式会社
鋼材
22日前
日本製鉄株式会社
鋼材
5か月前
日本製鉄株式会社
鋼材
3か月前
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
鋼材
4か月前
日本製鉄株式会社
鋼線
2か月前
日本製鉄株式会社
線材
2か月前
日本製鉄株式会社
鋼材
4か月前
国立大学法人東北大学
腐食環境用銅合金
7か月前
大同特殊鋼株式会社
鋼材及び金型
1か月前
大同メタル工業株式会社
摺動材料
1か月前
日本製鉄株式会社
鋼材
6か月前
日本製鉄株式会社
ボルト
8日前
住友金属鉱山株式会社
銅の製造方法
2か月前
日本製鉄株式会社
鉄道車輪
3か月前
日本製鉄株式会社
鉄道車輪
3か月前
JFEスチール株式会社
浸炭鋼部品
5か月前
JFEスチール株式会社
亜鉛回収方法
2か月前
日本精線株式会社
銅合金
5か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ