TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025130689
公報種別
公開特許公報(A)
公開日
2025-09-08
出願番号
2024229632
出願日
2024-12-26
発明の名称
切削工具
出願人
株式会社タンガロイ
代理人
個人
,
個人
,
個人
,
個人
主分類
B23B
27/22 20060101AFI20250901BHJP(工作機械;他に分類されない金属加工)
要約
【課題】切りくずの排出性を改善し、生産効率を向上させることを可能にする。
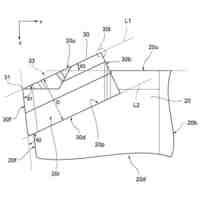
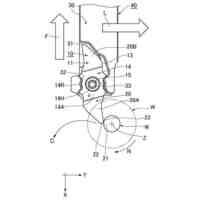
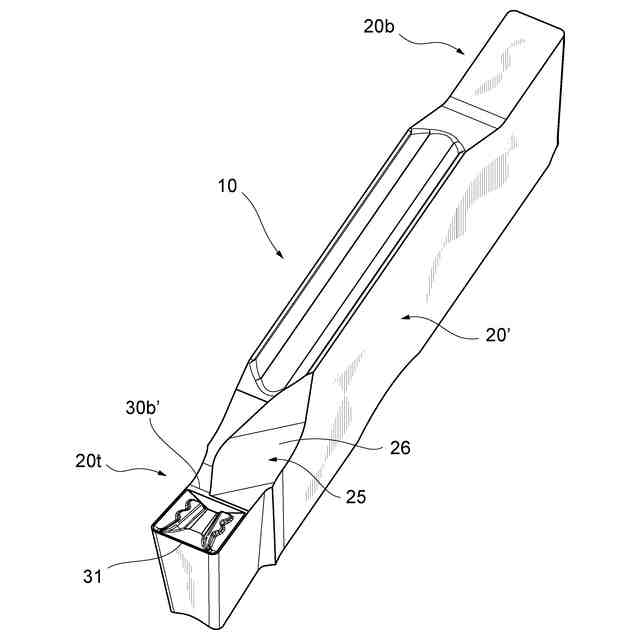
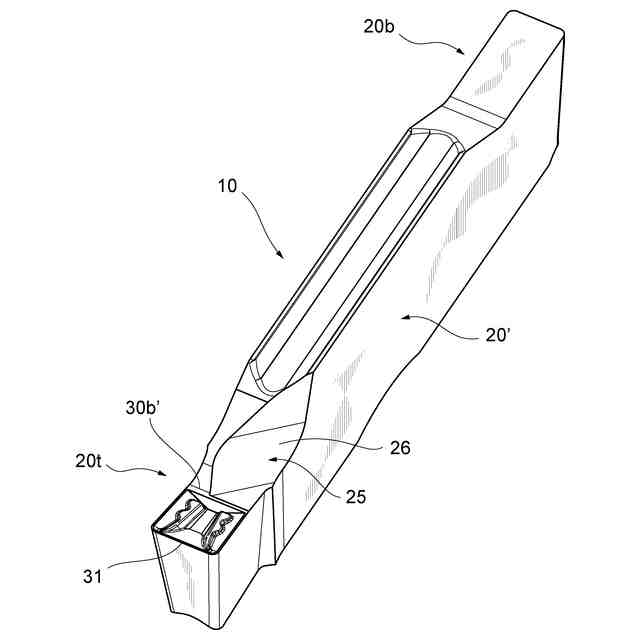
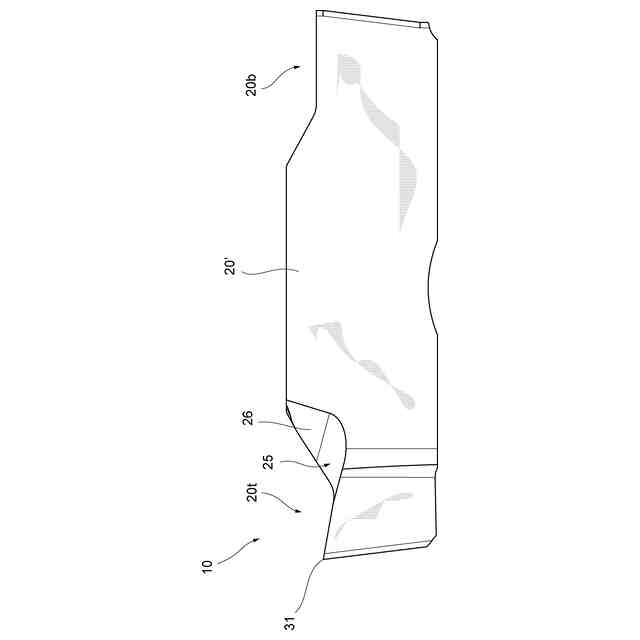
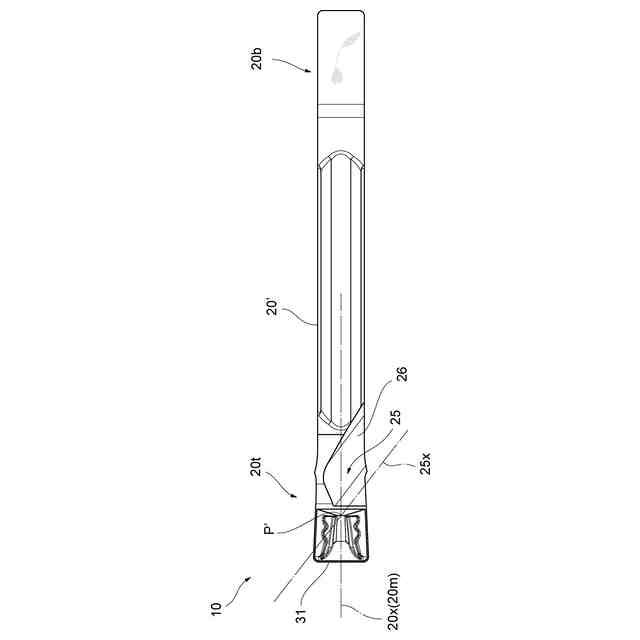
【解決手段】上面、逃げ面、および上面と逃げ面との稜線に形成された切れ刃31を有し、基端部20bから先端部20tへ長手方向基準軸20xに沿って長手方向に延びる形状であり、先端部20tに切れ刃31を有する切削工具であって、少なくとも一部が湾曲しているとともに少なくとも一部が切れ刃31よりも高い位置にある壁面26からなり、長手方向基準軸20xの軸方向とは異なる方向に延びる形状の切りくず排出溝25が設けられている。
【選択図】図7
特許請求の範囲
【請求項1】
上面、逃げ面、および前記上面と前記逃げ面との稜線に形成された切れ刃を有し、基端部から先端部へ長手方向基準軸に沿って長手方向に延びる形状であり、前記先端部に前記切れ刃を有する切削工具であって、
少なくとも一部が湾曲しているとともに少なくとも一部が前記切れ刃よりも高い位置にある壁面からなり、前記長手方向基準軸の軸方向とは異なる方向に延びる形状の切りくず排出溝が設けられている、切削工具。
続きを表示(約 970 文字)
【請求項2】
前記上面から見た、前記長手方向基準軸と直交する平面視にて、前記切りくず排出溝の中心を通る仮想の中心線が前記長手方向基準軸に対して傾斜している、請求項1に記載の切削工具。
【請求項3】
前記上面から見た、前記長手方向基準軸と直交する平面視にて、前記切りくず排出溝の中心を通る仮想の中心線と前記長手方向基準軸との交点が、前記切れ刃よりも基端部側に位置している、請求項2に記載の切削工具。
【請求項4】
前記上面から見た、前記長手方向基準軸と直交する平面視にて、前記切りくず排出溝は、前記長手方向基準軸を中心として左右非対称である、請求項1に記載の切削工具。
【請求項5】
前記上面から見た、前記長手方向基準軸と直交する平面視にて、前記切りくず排出溝は、当該切削工具の幅方向の中心を跨いで形成されている、請求項1に記載の切削工具。
【請求項6】
前記切りくず排出溝を形成する壁面が湾曲面のみで構成されている、請求項1から5のいずれか一項に記載の切削工具。
【請求項7】
前記切りくず排出溝を形成する壁面の少なくとも一部が円筒面で構成されている、請求項1から5のいずれか一項に記載の切削工具。
【請求項8】
前記切りくず排出溝を形成する壁面が円筒面で構成されている、請求項1から5のいずれか一項に記載の切削工具。
【請求項9】
第1端面、該第1端面に対向する第2端面、逃げ面、および前記第1端面と前記逃げ面との稜線に形成された切れ刃を有する切れ刃部材と、基端部から先端部へ長手方向基準軸に沿って長手方向に延びる形状であり、前記先端部に前記切れ刃部材が接合されるベース部材と、を有する切削工具であって、
前記ベース部材に、少なくとも一部が湾曲しているとともに少なくとも一部が前記第1端面よりも高い位置にある壁面からなり、前記ベース部材の前記長手方向基準軸の軸方向とは異なる方向に延びる形状の切りくず排出溝が設けられている、切削工具。
【請求項10】
前記切りくず排出溝の始端が、前記切れ刃部材の基端側部分に配置されている、請求項9に記載の切削工具。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、切削工具に関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
従来、突っ切りまたは溝加工用の切削工具として種々のものが提案されているほか(たとえば特許文献1,2,4参照)、さらに、旋削加工用の工具として、PCD(ダイアモンド焼結体)などの超高圧焼結体を切れ刃体に適用し、該超高圧焼結体を超硬基体からなるベースチップにろう付け等して取り付けてなる、アルミ材の溝入れ加工などに適するように構成された切削インサートが提案されてもいる(たとえば特許文献3参照)。
【0003】
後者のような切削インサートで切削加工した場合の切りくず処理性については、従来、種々の向上策が提案されている。その中のひとつは、たとえば、切りくずの処理性を向上させるチップブレーカを超高圧焼結体に設けた切削インサートを採用する、といったものである。
【先行技術文献】
【特許文献】
【0004】
特開平8-300202号公報
特許第6976522号公報
特開2017-196693号公報
国際公開WO2015/098917
【発明の概要】
【発明が解決しようとする課題】
【0005】
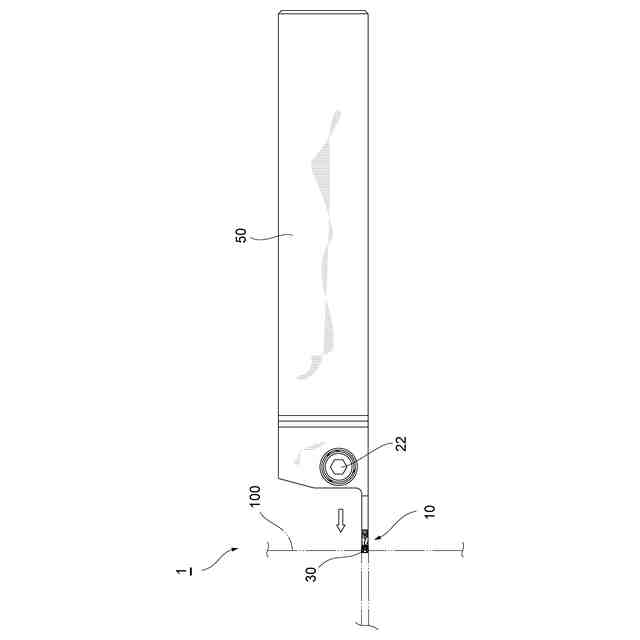
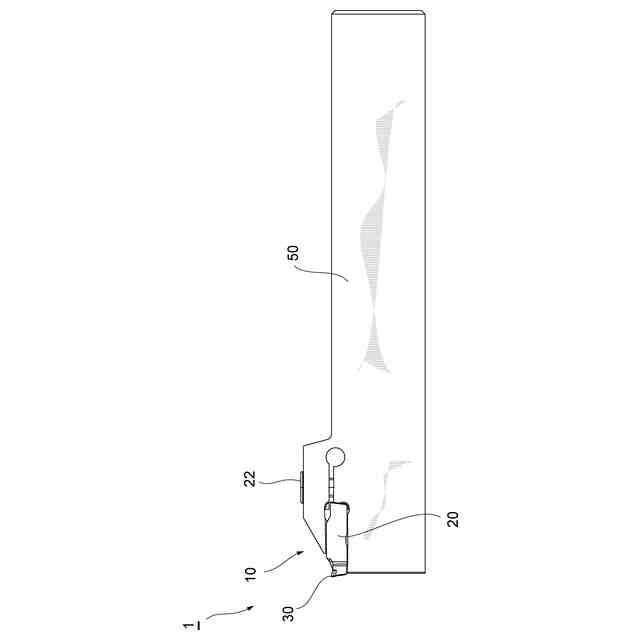
しかし、上記のごとき従来の切削インサートだと、たとえばチャックの近くの位置で被削材に溝を加工するような場合、チャックに切りくずが当たることで切りくずがチャックやその周辺に絡むことがある。このような場合、絡んだ切りくずを除去しようとすれば生産効率が落ちてしまいかねない。切りくず処理を安定させる手段のひとつは送り速度を低くすることであるが、そうすると加工そのものに時間が掛かるようにしなってしまい、やはり生産効率が落ちてしまうことになってしまう。
【0006】
また、一般的なNC旋盤では、ワーク用のチャックが平面視にて左側に存在し、右側は自由端(もしくは芯押し)であるため切りくずを排出するためのスペースが広くなっている。このような場合、切りくずをチャックとは反対側に誘導することが望まれているということができる。
【0007】
そこで、本発明は、切りくずの排出性を改善し、生産効率を向上させることを可能にした切削工具を提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明の一態様は、上面、逃げ面、および上面と逃げ面との稜線に形成された切れ刃を有し、基端部から先端部へ長手方向基準軸に沿って長手方向に延びる形状であり、先端部に切れ刃を有する切削工具であって、
少なくとも一部が湾曲しているとともに少なくとも一部が切れ刃よりも高い位置にある壁面からなり、長手方向基準軸の軸方向とは異なる方向に延びる形状の切りくず排出溝が設けられている、切削工具である。
【0009】
上記のごとき態様の切削工具によれば、切れ刃よりも高い位置にある壁面を含む切りくず排出溝が、切りくずが被削物などに絡まないよう、長手方向基準軸の軸方向とは異なる方向へ確実に切りくずを誘導して排出させることが可能となる。このような切削工具によれば、生産効率を向上させることが可能となる。
【0010】
上記のごとき切削工具において、上面から見た、長手方向基準軸と直交する平面視にて、切りくず排出溝の中心を通る仮想の中心線が長手方向基準軸に対して傾斜していてもよい。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社タンガロイ
切削工具
12日前
株式会社タンガロイ
被覆切削工具
5日前
株式会社タンガロイ
切削インサート及び切削工具
5日前
個人
タップ
4か月前
個人
フライス盤
21日前
個人
加工機
4か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
4か月前
日東精工株式会社
ねじ締め機
1か月前
株式会社北川鉄工所
回転装置
3か月前
日東精工株式会社
ねじ締め機
21日前
日東精工株式会社
ねじ締め機
4か月前
株式会社不二越
ドリル
4か月前
日東精工株式会社
ねじ締め装置
12日前
株式会社ダイヘン
溶接電源装置
2か月前
日東精工株式会社
ねじ締め装置
3か月前
株式会社ダイヘン
溶接電源装置
2か月前
株式会社ダイヘン
溶接電源装置
1か月前
株式会社FUJI
工作機械
2か月前
個人
切削油供給装置
1か月前
株式会社FUJI
工作機械
3か月前
個人
型枠製造装置のフレーム
2日前
株式会社ダイヘン
多層盛り溶接方法
5か月前
株式会社アンド
半田付け方法
4か月前
キヤノン電子株式会社
加工システム
1か月前
株式会社アンド
半田付け方法
4か月前
エフ・ピー・ツール株式会社
リーマ
5か月前
日進工具株式会社
エンドミル
5か月前
株式会社アンド
半田付け方法
23日前
株式会社トヨコー
被膜除去方法
4か月前
村田機械株式会社
レーザ加工機
4か月前
株式会社ツガミ
工作機械
29日前
村田機械株式会社
レーザ加工機
4か月前
大見工業株式会社
ドリル
2か月前
株式会社不二越
超硬合金製ドリル
5か月前
トヨタ自動車株式会社
溶接ヘッド
3か月前
株式会社不二越
ブローチ盤
12日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ