TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025136712
公報種別
公開特許公報(A)
公開日
2025-09-19
出願番号
2024035497
出願日
2024-03-08
発明の名称
切削工具
出願人
株式会社タンガロイ
代理人
個人
,
個人
,
個人
,
個人
主分類
B23B
27/14 20060101AFI20250911BHJP(工作機械;他に分類されない金属加工)
要約
【課題】特に高送り加工した際の切りくずの排出性を改善し、切削加工時における送りの自由度を向上させ、これにより生産効率を向上させる。
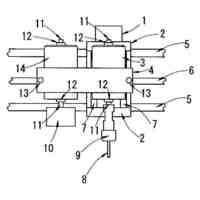
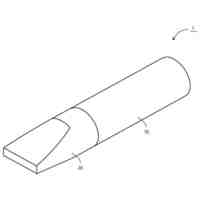
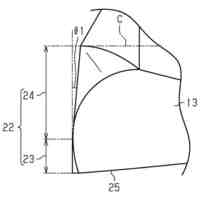
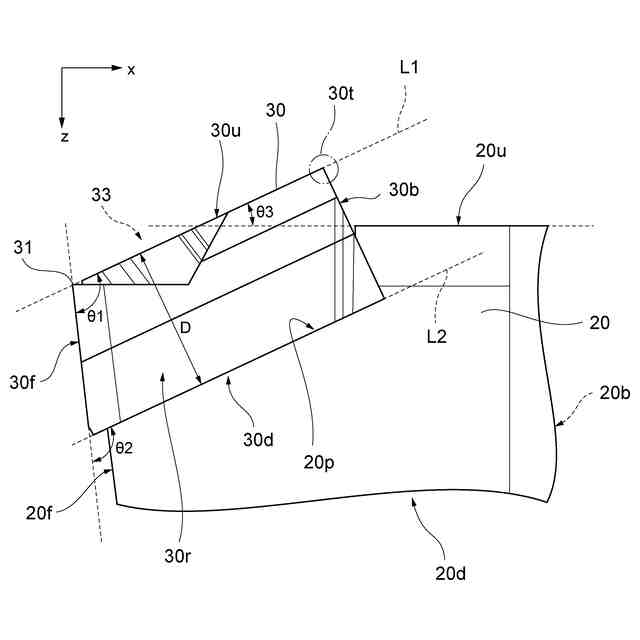
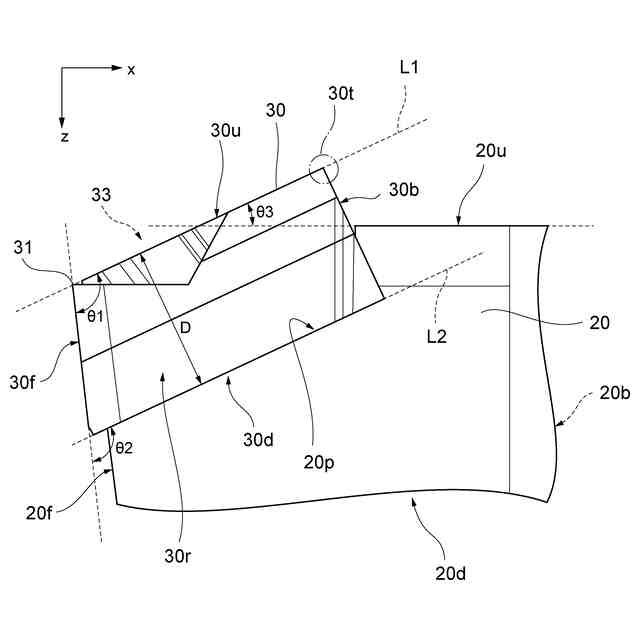
【解決手段】切削工具としての切削インサート10は、第1上端面30u及び第1下端面30d、それらを繋ぎ且つ互いに対向する第1基端面30b及び第1先端面30f、それらの各面を繋ぎ且つ互いに対向する第1右側面30r及び第1左側面30l、並びに、第1上端面30uと第1先端面30fとの交差稜線に形成された前切れ刃31を有し、第1右側面30r又は第1左側面30lからの側面視において第1上端面30uに外接する仮想直線L1と第1先端面30fとがなす内角θ1が鈍角とされている。
【選択図】図6
特許請求の範囲
【請求項1】
互いに対向する第1上端面及び第1下端面、該第1上端面と該第1下端面とを繋ぎ且つ互いに対向する第1基端面及び第1先端面、前記第1上端面、前記第1下端面、前記第1基端面、及び前記第1先端面を繋ぎ且つ互いに対向する第1右側面及び第1左側面、並びに、前記第1上端面と前記第1先端面との交差稜線に形成された切れ刃を有する切れ刃部材を備え、
前記第1右側面又は前記第1左側面からの側面視において前記第1上端面に外接する仮想直線と前記第1先端面とがなす内角θ1が、鈍角である、
切削工具。
続きを表示(約 590 文字)
【請求項2】
前記第1上端面が、チップブレーカが形成された凹状部を有する、
請求項1記載の切削工具。
【請求項3】
前記切れ刃部材は、超高圧焼結体である、請求項1又は2記載の切削工具。
【請求項4】
前記第1右側面又は前記第1左側面からの側面視において前記第1下端面に外接する仮想直線と前記第1先端面とがなす補角θ2が、鈍角である、
請求項1又は2記載の切削工具。
【請求項5】
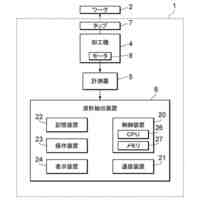
互いに対向する第2上端面及び第2下端面、該第2上端面と該第2下端面とを繋ぎ且つ互いに対向する第2基端面及び第2先端面、並びに、該第2先端面側に設けられ且つ前記切れ刃部材が接合される台座部を有するベース部材を備える、
請求項1又は2記載の切削工具。
【請求項6】
前記第1上端面及び前記第1基端面は、前記台座部から突出しており、
前記第1基端面に当接する部位の前記第2上端面と、前記第1右側面又は前記第1左側面からの側面視において前記第1上端面に外接する仮想直線とがなす内角θ3が、鋭角である、
請求項5記載の切削工具。
【請求項7】
前記切れ刃部材を有する切削インサートと、
前記切削インサートを保持する保持部材と、
を備える、請求項1記載の切削工具。
発明の詳細な説明
【技術分野】
【0001】
本開示は、切削工具に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
旋削加工用の工具として、PCD(ダイアモンド焼結体)等の超高圧焼結体を切れ刃体に適用し、該超高圧焼結体を超硬基体からなるベースチップに取り付けてなる、アルミニウム材の溝入れ加工等に適するように構成された切削インサートが提案されている(例えば特許文献1及び2参照)。
【0003】
かかる切削インサートで切削加工した場合の切りくず処理性については、従来、種々の改善策が提案されている。その中のひとつとして、例えば、切りくずの処理性を向上させるチップブレーカを超高圧焼結体に設けた切削インサートを採用するといったものが挙げられる。
【先行技術文献】
【特許文献】
【0004】
特許第6923855号公報
特許第6923854号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかし、上記従来の切削インサートでは、特に高送り加工をした際に、切りくずがチップブレーカを乗り越えてしまい、切りくず流出方向が安定しなくなることがある。このような場合、被削材や工作機械に切りくずが絡んでしまうことがあり、被削材の加工面が傷ついたり、絡んだ切りくずを除去しようとすれば生産効率が落ちてしまいかねない。これに対し、切りくず処理を安定させる手段のひとつとして送り速度を低下させることが想起されるが、そうすると加工そのものに時間が掛かるようにしなってしまい、やはり生産効率の低下を招いてしまう。
【0006】
そこで、本開示は、特に高送り加工した際の切りくずの排出性を改善し、切削加工時における送りの自由度を向上させ、これにより生産効率を向上させることができる切削工具を提供することを目的とする。
【課題を解決するための手段】
【0007】
かかる課題を解決するべく、本発明者は鋭意検討を行ったところ、上述のごとく超高圧焼結体に切れ刃を形成した切削インサートにおいては、超高圧焼結体の上面を除去加工してチップブレーカを形成しているという技術上、当該上面よりも高い位置にチップブレーカを設けることができないという本質的な問題点に帰着した。そして、このような従来の形態に着目しつつ更に検討を重ねた結果、本発明者は、かかる課題の解決に結びつく新たな知見を取得し、本発明を完成するに至った。
【0008】
〔1〕すなわち、本開示による切削工具の一態様は、互いに対向する第1上端面及び第1下端面、それらの第1上端面と第1下端面とを繋ぎ且つ互いに対向する第1基端面及び第1先端面、第1上端面、第1下端面、第1基端面、及び第1先端面を繋ぎ且つ互いに対向する第1右側面及び第1左側面、並びに、第1上端面と第1先端面との交差稜線に形成された切れ刃を有する切れ刃部材を備え、第1右側面又は第1左側面からの側面視において第1上端面に外接する仮想直線と第1先端面とがなす内角θ1が、鈍角とされている。
【0009】
かかる構成によれば、切れ刃部材の切れ刃に対応する壁面となる第1上端面を、その切れ刃よりも高くすることができ、切削工具において、切れ刃部材が第1先端面側(切れ刃側)から第1基端面側に向かって上昇するように傾斜した状態で固定し易くなる。よって、切削加工時に生じる切りくずを、切れ刃よりも高い位置にある壁面に当て易くなるので、切りくずの流出方向が安定し、切りくずが被削物に絡まないよう処理して排出することができる。これにより、特に高送り加工の際にも安定した切りくず処理が実現され、また、切削加工時における送りの自由度も向上され、ひいては生産効率を向上させることが可能となる。
【0010】
〔2〕上記構成において、切れ刃体部材が、第1上端面にチップブレーカが形成された凹状部を有していてもよい。こうすれば、切りくずをチップブレーカの壁面に当ててより所望の形状に処理し易くなる。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
フライス盤
20日前
株式会社北川鉄工所
回転装置
3か月前
日東精工株式会社
ねじ締め機
20日前
日東精工株式会社
ねじ締め機
1か月前
株式会社ダイヘン
溶接電源装置
2か月前
日東精工株式会社
ねじ締め装置
3か月前
株式会社ダイヘン
溶接電源装置
2か月前
株式会社ダイヘン
溶接電源装置
1か月前
日東精工株式会社
ねじ締め装置
11日前
個人
切削油供給装置
1か月前
株式会社FUJI
工作機械
2か月前
株式会社FUJI
工作機械
3か月前
個人
型枠製造装置のフレーム
1日前
キヤノン電子株式会社
加工システム
1か月前
株式会社アンド
半田付け方法
22日前
株式会社ツガミ
工作機械
28日前
大見工業株式会社
ドリル
2か月前
株式会社不二越
ブローチ盤
11日前
トヨタ自動車株式会社
溶接ヘッド
3か月前
津田駒工業株式会社
センタリングバイス
1か月前
トヨタ自動車株式会社
溶接ヘッド
3か月前
株式会社不二越
ブローチ盤
1か月前
トヨタ自動車株式会社
溶接マスク
3か月前
住友重機械工業株式会社
加工装置
2か月前
有限会社 ナプラ
ソルダペースト
2か月前
株式会社ダイヘン
溶接装置
2か月前
株式会社ダイヘン
溶接装置
2か月前
株式会社不二越
波形抽出装置
3か月前
株式会社不二越
摩耗判定装置
3か月前
関東冶金工業株式会社
ろう付け方法
8日前
日東精工株式会社
はんだこて先の製造方法
3か月前
大見工業株式会社
エンドミル
1か月前
株式会社タマリ工業
レーザ加工装置
1か月前
ブラザー工業株式会社
制御装置
1日前
ブラザー工業株式会社
工作機械
20日前
株式会社ダイヘン
パルスアーク溶接制御方法
3か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ