TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025133477
公報種別
公開特許公報(A)
公開日
2025-09-11
出願番号
2024031454
出願日
2024-03-01
発明の名称
切削インサート、切削工具及び切削加工物の製造方法
出願人
京セラ株式会社
代理人
主分類
B23B
27/10 20060101AFI20250904BHJP(工作機械;他に分類されない金属加工)
要約
【課題】 溝が刃先まで延びておらず、クーラントが刃先に供給されにくい。
【解決手段】 切削インサートは、第1面と、第2面と、第3面と、切刃と、貫通孔と、を有する切削部を備える。第1面は、傾斜面と、傾斜面から切刃にかけて延びた溝と、を有する。貫通孔は、溝に接続された開口部を有する。
【選択図】図2
特許請求の範囲
【請求項1】
第1面と、
前記第1面の反対側に位置する第2面と、
前記第1面及び前記第2面に接続された第3面と、
前記第1面及び前記第3面の交わりに位置する切刃と、
前記第1面において開口する貫通孔と、を有する切削部を備え、
前記第1面は、
前記切刃から離れるにしたがって前記第2面から離れる傾斜面と、
前記傾斜面から前記切刃にかけて延びた1つ又は複数の溝と、を有し、
前記貫通孔は、前記傾斜面において開口するとともに前記溝に接続された1つ又は複数の開口部を有する、切削インサート。
続きを表示(約 1,200 文字)
【請求項2】
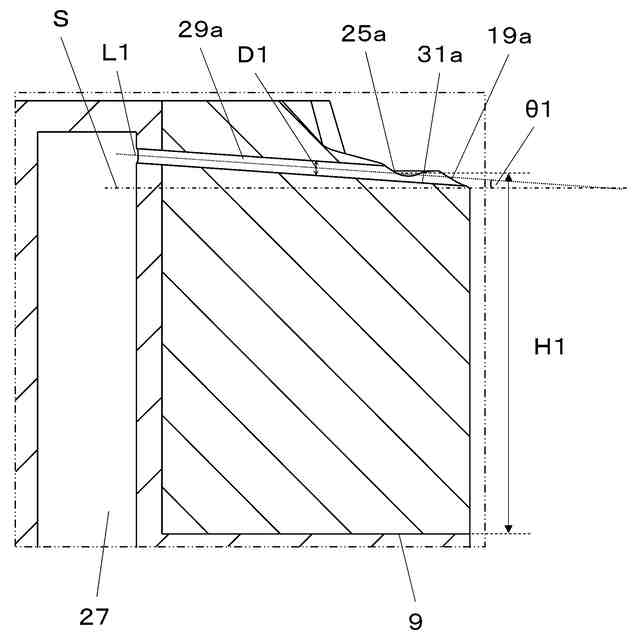
前記貫通孔は、前記開口部から延びた直線状の1つ又は複数の流出孔を有し、
前記流出孔は、前記開口部から離れるにしたがって、前記第2面から離れるように傾斜している、請求項1に記載の切削インサート。
【請求項3】
前記第1面は、前記傾斜面から前記切刃にかけて延びた2つ以上の前記溝を有し、
前記貫通孔は、前記傾斜面において開口するとともに前記溝に接続された2つ以上の前記開口部と、を有する、請求項1に記載の切削インサート。
【請求項4】
前記第1面は、
コーナー部と、
前記コーナー部に接続された第1辺と、
前記コーナー部に接続された第2辺と、を有し、
前記切刃は、
前記第1面のコーナー部に位置するコーナー切刃と、
前記コーナー切刃に接続された第1切刃と、
前記コーナー切刃に接続された第2切刃と、を有し、
前記溝は、
前記傾斜面から前記第1切刃にかけて延びた第1溝と、
前記傾斜面から前記第2切刃にかけて延びた第2溝と、
前記傾斜面から前記コーナー切刃にかけて延びた第3溝と、を有し、
前記開口部は、
前記第1溝に接続された第1開口部と、
前記第2溝に接続された第2開口部と、
前記第3溝に接続された第3開口部と、を有する、請求項3に記載の切削インサート。
【請求項5】
前記流出孔は、
前記第1開口部から延びた第1流出孔と、
前記第2開口部から延びた第2流出孔と、
前記第3開口部から延びた第3流出孔と、を有し、
前記第1流出孔及び前記第2流出孔の内径は、前記第3流出孔の内径よりも大きい、請求項4に記載の切削インサート。
【請求項6】
前記第1流出孔及び前記第2流出孔の傾斜角は、それぞれ前記第3流出孔の傾斜角と異なる、請求項5に記載の切削インサート。
【請求項7】
前記第1流出孔及び前記第2流出孔の傾斜角は、それぞれ前記第3流出孔の傾斜角より
も大きい、請求項6に記載の切削インサート。
【請求項8】
前記第2面から前記第1開口部の中心までの高さ及び前記第2面から前記第2開口部の中心まで高さは、前記第2面から前記第3開口部の中心までの高さと異なる、請求項5に記載の切削インサート。
【請求項9】
前記第2面から前記第1開口部の中心までの高さ及び前記第2面から前記第2開口部の中心まで高さは、前記第2面から前記第3開口部の中心までの高さより低い、請求項8に記載の切削インサート。
【請求項10】
前記開口部は、長軸及び短軸を備えた形状を有する、請求項1に記載の切削インサート。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、切削インサート、切削工具及び切削加工物の製造方法に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
金属などの被削材を切削加工する際に用いられる切削工具として、例えば特許文献1-4に記載の切削インサート(スローアウェイチップ)が知られている。特許文献2に記載の切削インサートにおいては、すくい面上にクーラント噴出孔が設けられており、さらにクーラント噴出孔から切刃に向かって延びる溝が形成されている。
【先行技術文献】
【特許文献】
【0003】
米国特許第2013/0251463号明細書
国際公開2021/074979号
実開平03-033005号公報
特開平04-183503号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
特許文献2に記載の切削インサートにおいては、溝が切刃から離れている。そのため、クーラントが切刃まで届きづらく、冷却効果が小さくなる恐れがある。
【課題を解決するための手段】
【0005】
一態様に基づく切削インサートは、第1面と、前記第1面の反対側に位置する第2面と、前記第1面及び前記第2面に接続された第3面と、前記第1面及び前記第3面の交わりに位置する切刃と、前記第1面において開口する貫通孔と、を備えた切削部を有する。前記第1面は、前記切刃から離れるにしたがって前記第2面から離れる傾斜面と、前記傾斜面から前記切刃にかけて延びた1つ又は複数の溝と、を有する。前記貫通孔は、前記傾斜面において開口するとともに前記溝に接続された1つ又は複数の開口部を有する。
【発明の効果】
【0006】
上記態様の切削インサートによれば、クーラントが切刃まで届きやすく、冷却効果が大きくなりやすい。
【図面の簡単な説明】
【0007】
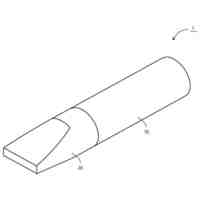
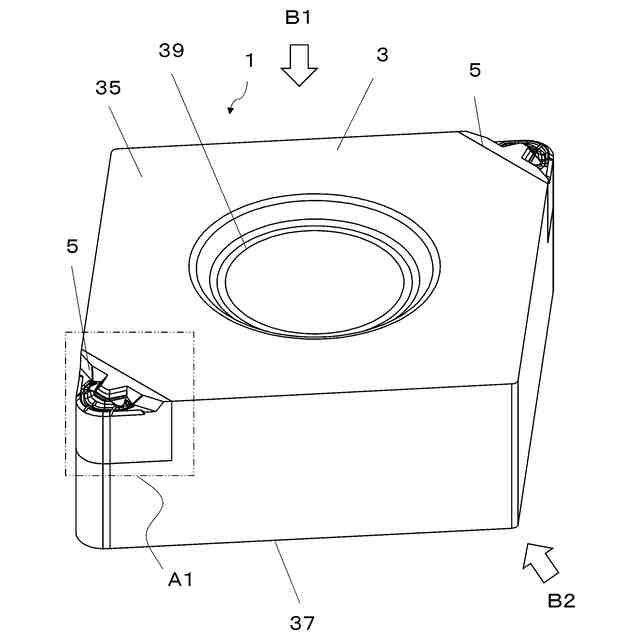
本開示における限定されない一面の切削インサートを示す斜視図である。
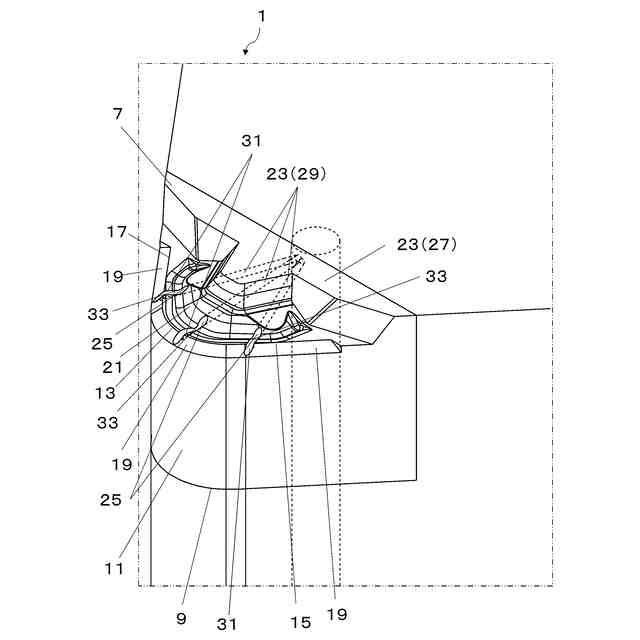
図1に示す領域A1における拡大図である。
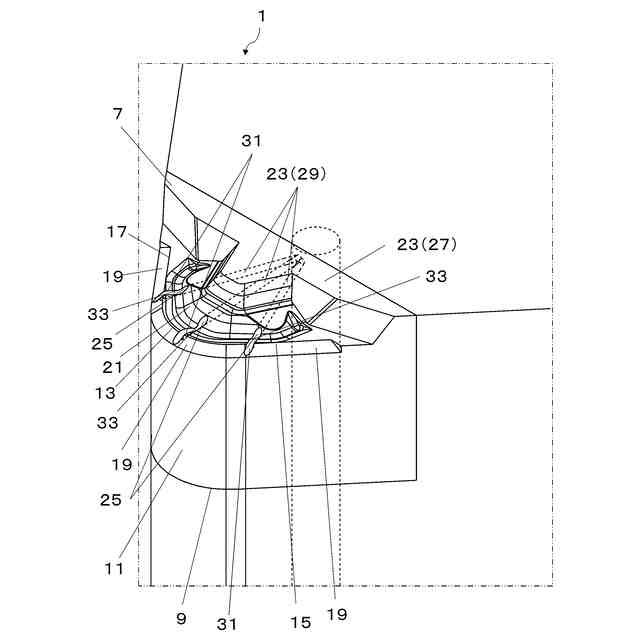
図2と同じ拡大図である。
図1に示す切削インサートをB1の方向から見た側面図である。
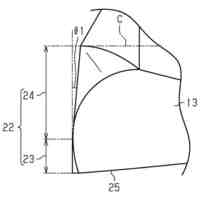
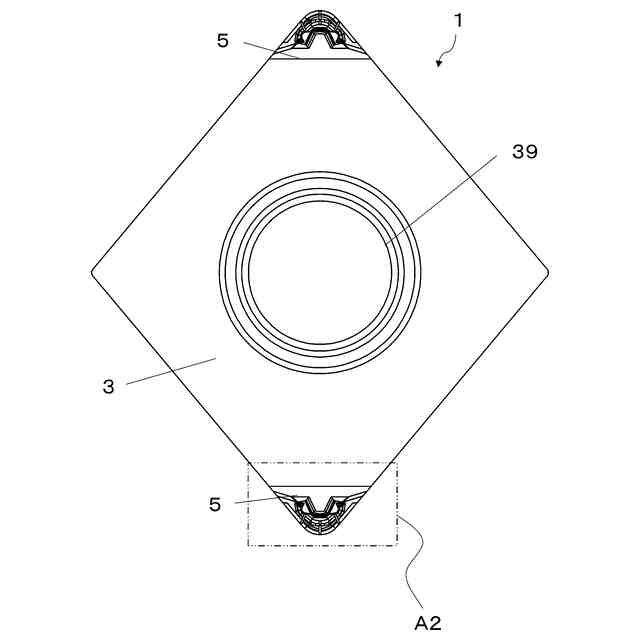
図4に示す領域A2における拡大図である。
図5と同じ拡大図である。
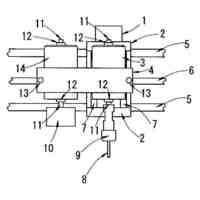
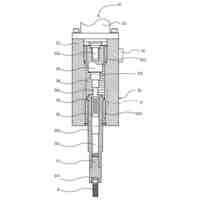
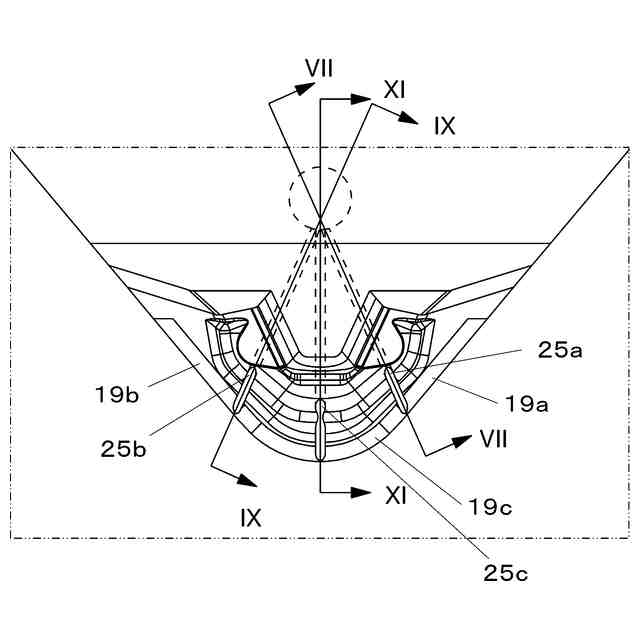
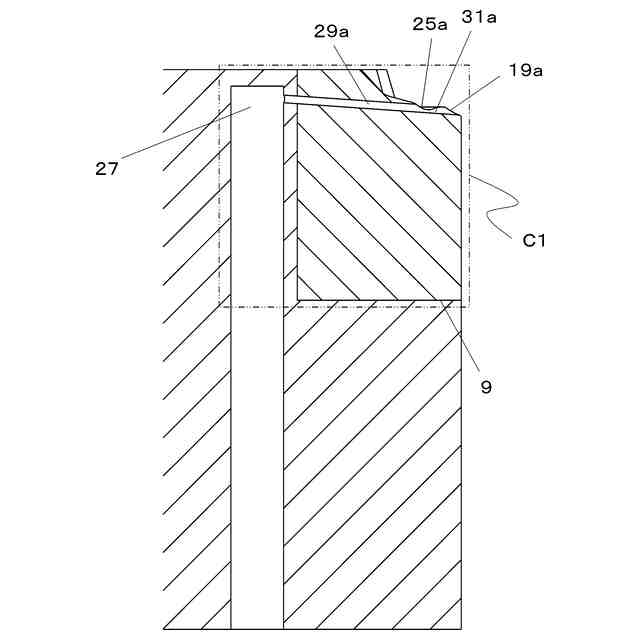
図6に示すVII-VII線での矢視断面図である。
図7に示す領域C1の拡大図である。
図6に示すIX-IX線での矢視断面図である。
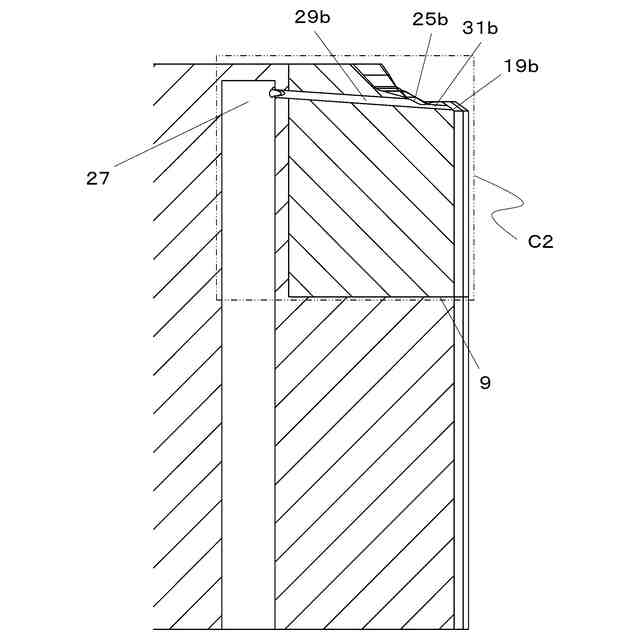
図9に示す領域C2の拡大図である。
図6に示すXI-XI線での矢視断面図である。
図11に示す領域C3の拡大図である。
図1に示す切削インサートをB2の方向から見た側面図である。
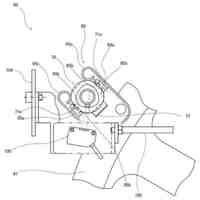
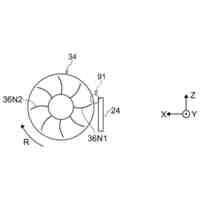
本開示における限定されない一面の切削工具を示す斜視図である。
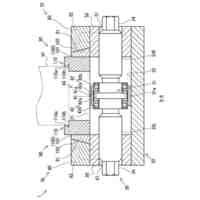
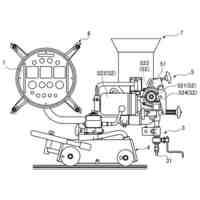
本開示における限定されない一面の切削加工物の製造方法の一工程を示す概略図である。
本開示における限定されない一面の切削加工物の製造方法の一工程を示す概略図である。
本開示における限定されない一面の切削加工物の製造方法の一工程を示す概略図である。
【発明を実施するための形態】
【0008】
<切削インサート>
以下、本開示の切削インサート1について、図面を用いて詳細に説明する(以下、単にインサート1ともいう)。但し、以下で参照する各図は、説明の便宜上、実施形態のインサート1を説明するうえで必要な主要部材のみを簡略化して示したものである。したがって、本開示のインサート1は、参照する各図に示されていない任意の構成部材を備え得る。また、各図中の部材の寸法は、実際の構成部材の寸法及び各部材の寸法比率を忠実に表したものでない。なお、本発明は以下の態様に限定されない。
【0009】
図1に示す一例のように、インサート1は、基体部3及び切削部5を有してもよい。基体部3及び切削部5は、別体で形成されてもよく、また、一体的に形成されてもよい。基体部3及び切削部5を含む部位は、本体として設定されてもよい。
【0010】
インサート1は、全体として多角板形状であってもよい。図1に示すインサート1は、概ね四角板形状である。基体部3及び切削部5が別体として構成されている場合、基体部3は、概ね四角板形状であって、角の一部が切り欠かれてもよい。切削部5は、上記の切り欠かれた部分にロウ材などを用いて接合されてもよい。図1に示す一例のように、切削部5は、概ね三角板形状であってもよい。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
フライス盤
2日前
日東精工株式会社
ねじ締め機
2日前
株式会社北川鉄工所
回転装置
3か月前
日東精工株式会社
ねじ締め機
3か月前
日東精工株式会社
ねじ締め機
21日前
日東精工株式会社
ねじ締め装置
2か月前
株式会社ダイヘン
溶接電源装置
1か月前
株式会社ダイヘン
溶接電源装置
1か月前
株式会社ダイヘン
溶接電源装置
1か月前
株式会社FUJI
工作機械
2か月前
個人
切削油供給装置
18日前
株式会社FUJI
工作機械
2か月前
株式会社アンド
半田付け方法
4日前
キヤノン電子株式会社
加工システム
1か月前
大見工業株式会社
ドリル
1か月前
村田機械株式会社
レーザ加工機
3か月前
村田機械株式会社
レーザ加工機
3か月前
株式会社ツガミ
工作機械
10日前
株式会社トヨコー
被膜除去方法
3か月前
トヨタ自動車株式会社
溶接ヘッド
3か月前
株式会社不二越
ブローチ盤
25日前
トヨタ自動車株式会社
溶接マスク
2か月前
株式会社ダイヘン
溶接装置
2か月前
トヨタ自動車株式会社
溶接ヘッド
3か月前
津田駒工業株式会社
センタリングバイス
25日前
住友重機械工業株式会社
加工装置
2か月前
有限会社 ナプラ
ソルダペースト
2か月前
株式会社ダイヘン
溶接装置
2か月前
日東精工株式会社
はんだこて先の製造方法
3か月前
大見工業株式会社
エンドミル
17日前
株式会社不二越
摩耗判定装置
2か月前
株式会社不二越
波形抽出装置
2か月前
株式会社タマリ工業
レーザ加工装置
1か月前
株式会社ダイヘン
パルスアーク溶接制御方法
1か月前
ブラザー工業株式会社
工作機械
2か月前
ブラザー工業株式会社
工作機械
2日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ