TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025134467
公報種別
公開特許公報(A)
公開日
2025-09-17
出願番号
2024032395
出願日
2024-03-04
発明の名称
極低炭素鋼の連続鋳造方法
出願人
日本製鉄株式会社
代理人
個人
,
個人
,
個人
,
個人
,
個人
,
個人
,
個人
,
個人
主分類
B22D
11/10 20060101AFI20250909BHJP(鋳造;粉末冶金)
要約
【課題】非金属酸化物を起因とした圧延材の表面欠陥の発生を抑制可能な鋳片を安定して鋳造することができる極低炭素鋼の連続鋳造方法を提供する。
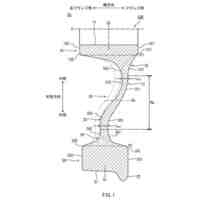
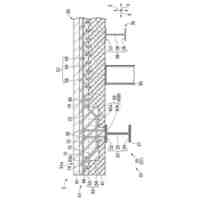
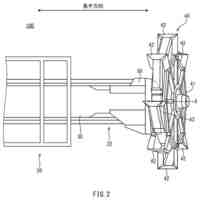
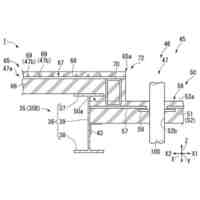
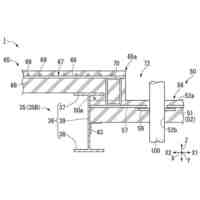
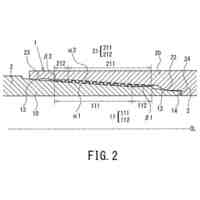
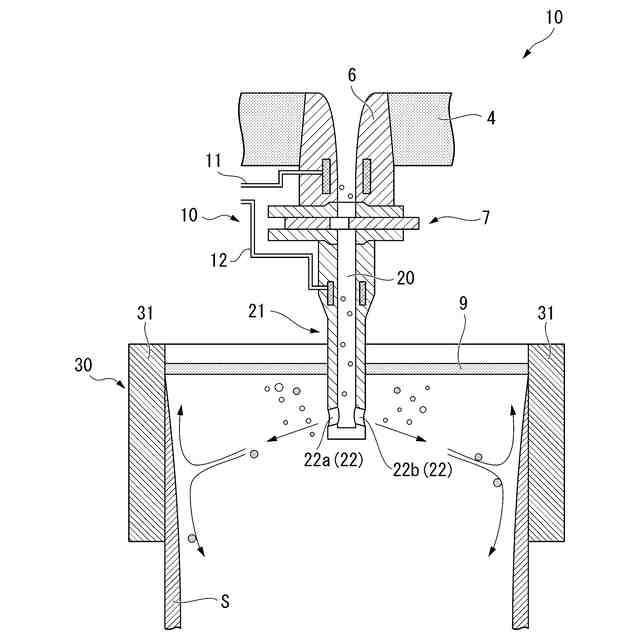
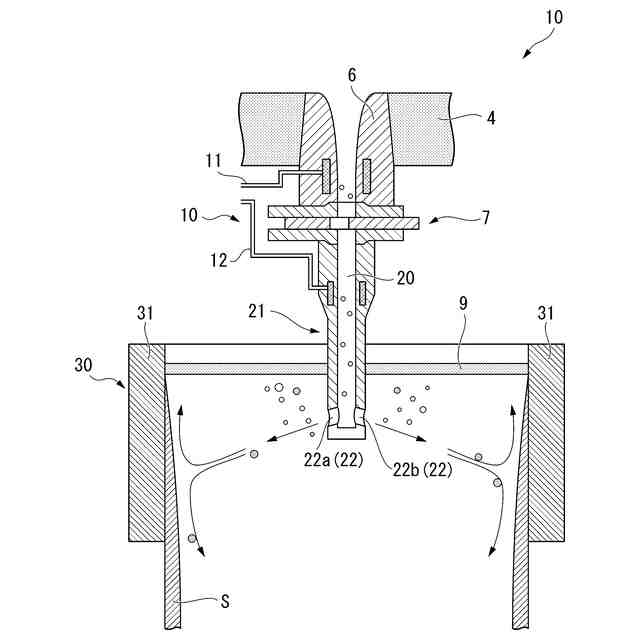
【解決手段】極低炭素鋼の鋳片を連続鋳造する極低炭素鋼の連続鋳造方法であって、タンディッシュ4の底部に配設された溶鋼供給路20を介して、タンディッシュ4内の溶鋼を鋳型30内に注入する際に、溶鋼供給路20の内部にArガスを吹き込むことを含み、吹き込まれるArガスの純度が99.999vol%以上、かつ、酸素濃度が0.003volppm以下であることを特徴とする。
【選択図】図2
特許請求の範囲
【請求項1】
極低炭素鋼の鋳片を連続鋳造する極低炭素鋼の連続鋳造方法であって、
タンディッシュの底部に配設された溶鋼供給路を介して、前記タンディッシュ内の溶鋼を鋳型内に注入する際に、前記溶鋼供給路の内部にArガスを吹き込むことを含み、
吹き込まれる前記Arガスの純度が99.999vol%以上、かつ、酸素濃度が0.003volppm以下であることを特徴とする極低炭素鋼の連続鋳造方法。
続きを表示(約 70 文字)
【請求項2】
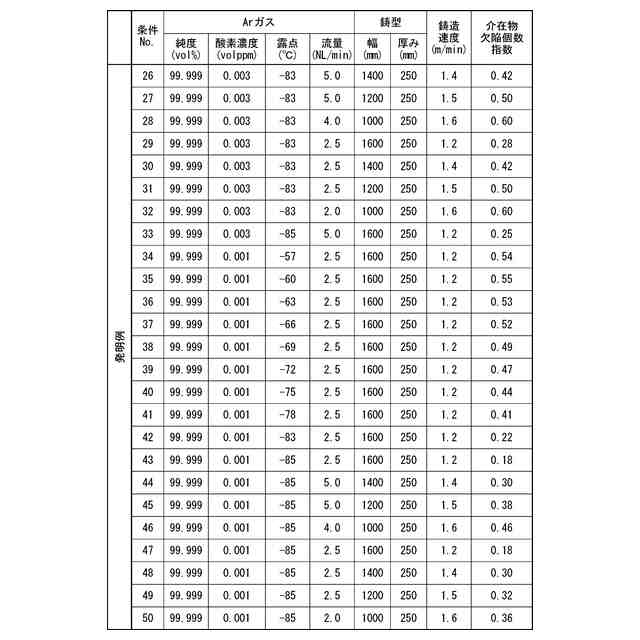
吹き込まれる前記Arガスの露点が-83℃以下であることを特徴とする請求項1に記載の極低炭素鋼の連続鋳造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、極低炭素鋼の鋳片を連続的に鋳造する極低炭素鋼の連続鋳造方法に関するものである。
続きを表示(約 2,400 文字)
【背景技術】
【0002】
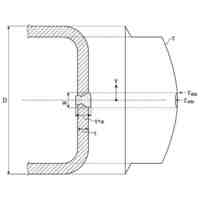
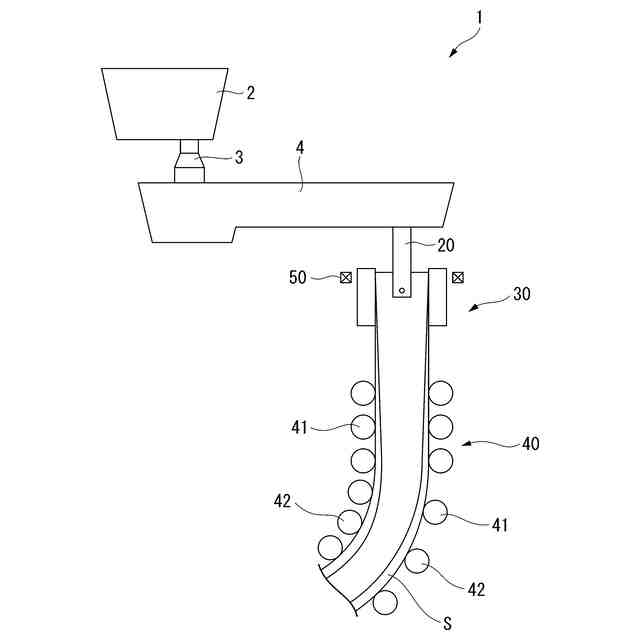
鋼の連続鋳造プロセスにおいては、精錬工程で成分と温度を調整された溶鋼が、耐火物容器である取鍋に貯留された状態で、連続鋳造工程を実施する連続鋳造機まで輸送される。輸送された溶鋼は、中間容器であるタンディッシュに移され、タンディッシュにおいて粗大な介在物を浮上分離させた後、タンディッシュから連続鋳造機の鋳型に注入され、鋳片が連続的に鋳造される。
タンディッシュから鋳型へは、タンディッシュの底部に配設された溶鋼供給路(スライディングプレート、浸漬ノズル等の内壁によって形成される流路)を介して、溶鋼が注入される。
【0003】
特許文献1,2においては、溶鋼供給路の内部に吹き込むArガスを高純度化することにより、溶鋼供給路の内面への高融点非金属介在物の付着を効率的に抑制し、溶鋼供給路の閉塞を防止するとともに、気泡欠陥の発生を抑制する技術が提案されている。
特許文献1においては、浸漬ノズルの流路内に、純度が99.95%以上、酸素濃度が2ppm以下、露点が-65℃以下のArガスを流しながら連続鋳造する方法が提案されている。
特許文献2おいては、浸漬ノズルの流路内に、純度が99.999vol%以上、酸素濃度が0.1volppm以下、露点が-70℃以下の高純度のArガスを流すことを特徴とする極低炭素鋼スラブの連続鋳造方法を提示している。
【先行技術文献】
【特許文献】
【0004】
特許第5768773号公報
特許第6065688号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ところで、鋼の連続鋳造においては、アルミナ等の非金属酸化物によって溶鋼供給路が閉塞するといった問題が起こるおそれがある。そこで、溶鋼供給路の閉塞を防止するために、溶鋼供給路の内部に対して不活性ガス(例えば、Arガス)を吹き込むことが実施されている。
しかしながら、溶鋼供給路の内部に吹き込んだArガスが鋳型内に流出し、このArガスが鋳型内で浮上除去されず、凝固シェルに取り込まれ、鋳片の気泡欠陥の原因となることがあった。一方、気泡欠陥を抑制するために、溶鋼供給路の内部に供給するArガスの流量を減少させると、溶鋼供給路の閉塞を十分に抑制できないおそれがあった。
【0006】
特に、炭素含有量が0.01質量%以下の極低炭素鋼においては、連続鋳造で得られた鋳片を圧延した圧延材に表面欠陥が発生することがあった。この表面欠陥の原因として、アルミナなどの非金属酸化物が挙げられる。
大気中の酸素と溶鋼中のAl,Siが反応して発生する酸化物の発生を抑制するためには、溶鋼が凝固して鋳片となるまでの間に酸素を遮断することが求められる。特に、溶鋼が鋳型に注入される直前の浸漬ノズルや流量を制御するスライディングプレートにおける酸素の遮断は、再酸化によって発生した介在物のほとんどが鋳型内に流入することから、より重要である。
【0007】
本発明は、前述した状況に鑑みてなされたものであって、非金属酸化物を起因とした圧延材の表面欠陥の発生を抑制可能な鋳片を安定して鋳造することができる極低炭素鋼の連続鋳造方法を提供することを目的とする。
ここで 、本明細書において「表面欠陥」とは、圧延材の表面に幅2mm以下、圧延方向に数十mm以上にわたって発生する線状の疵のことをいう。ここでいう「線状の疵」は、鋼材が一部隆起したり、介在物が鋼材の表面に露出したりすることにより生じるものであり、圧延方向に数十mm以上にわたって、連続して発生するものであってもよく、断続的に発生するものであってもよい。
【課題を解決するための手段】
【0008】
上述の課題を解決するために、本発明者らは鋭意検討した結果、圧延時に極低炭素鋼の欠陥の原因となるのは、主に微小なアルミナなどの酸化物が集合した大型のクラスタ形状の介在物であることを確認した。
ここで、溶鋼供給路(スライディングプレート、浸漬ノズル等)の内部に吹き込まれるArガス中に微量に存在する酸素が、まず溶鋼の主成分であるFeOと反応して液相酸化物を形成した後、Alなどの脱酸元素と反応してアルミナなどの固相の酸化物を形成すると考えた。このような場合、液相の酸化物であるFeOが溶鋼中またはArガス中の酸素と反応して発生した固相の酸化物のバインダーとなってクラスタ形状の介在物の形成を促進し、圧延時の欠陥の原因となる大型のクラスタ形状の介在物となる。
【0009】
そして、鋳型の直近にあたる溶鋼供給路(スライディングプレート、浸漬ノズル等)の内面のいずれの場所でもArガス中の酸素濃度が高い場合FeOが発生してクラスタ形状の介在物の形成を促進し、鋳型内に混入してしまうため、鋳片の清浄性への影響が大きい。しかし、溶鋼が溶融状態で存在する1550℃においてFeOが溶鋼中で生成する平衡酸素濃度は0.003volppm(酸素分圧3.0×10
-9
atm)であり、それ以下では理論上FeOは生成せず、大型のクラスタ形状の介在物が発生しにくくなる。
【0010】
本発明は上述の知見に基づいてなされたものであって、本願の請求項1に係る発明である極低炭素鋼の連続鋳造方法は、極低炭素鋼の鋳片を連続鋳造する極低炭素鋼の連続鋳造方法であって、タンディッシュの底部に配設された溶鋼供給路を介して、前記タンディッシュ内の溶鋼を鋳型内に注入する際に、前記溶鋼供給路の内部にArガスを吹き込むことを含み、吹き込まれる前記Arガスの純度が99.999vol%以上、かつ、酸素濃度が0.003volppm以下であることを特徴としている。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
車輪
1か月前
日本製鉄株式会社
鋼材
2か月前
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
ボルト
27日前
日本製鉄株式会社
筒型構造
1か月前
日本製鉄株式会社
耐摩耗鋼
1か月前
日本製鉄株式会社
管理装置
20日前
日本製鉄株式会社
角形鋼管
2か月前
日本製鉄株式会社
構造部材
9日前
日本製鉄株式会社
耐火構造物
11日前
日本製鉄株式会社
圧延H形鋼
2か月前
日本製鉄株式会社
リクレーマ
20日前
日本製鉄株式会社
柱梁接合部
2か月前
日本製鉄株式会社
耐火構造物
11日前
日本製鉄株式会社
耐火構造物
11日前
日本製鉄株式会社
高Ni合金板
20日前
日本製鉄株式会社
鋼の製造方法
1か月前
日本製鉄株式会社
転炉精錬方法
9日前
日本製鉄株式会社
高炉操業方法
1か月前
日本製鉄株式会社
高炉の冷却構造
23日前
日本製鉄株式会社
パネル用支持具
2か月前
日本製鉄株式会社
パネル用支持具
2か月前
日本製鉄株式会社
鋼管用ねじ継手
2か月前
日本製鉄株式会社
ステンレス鋼板
1か月前
日本製鉄株式会社
ステンレス鋼材
2か月前
日本製鉄株式会社
ステンレス鋼材
2か月前
日本製鉄株式会社
溶鉄の製造方法
26日前
日本製鉄株式会社
高炉の操業方法
19日前
日本製鉄株式会社
ステンレス鋼材
2か月前
日本製鉄株式会社
鋼線及び撚り線
2か月前
日本製鉄株式会社
溶鉄の製造方法
1か月前
日本製鉄株式会社
溶鉄の製造方法
1か月前
日本製鉄株式会社
溶鋼の製造方法
1か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ