TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025135478
公報種別
公開特許公報(A)
公開日
2025-09-18
出願番号
2024033351
出願日
2024-03-05
発明の名称
めっき部材およびその製造方法
出願人
Astemo株式会社
代理人
弁理士法人志賀国際特許事務所
主分類
C25D
3/06 20060101AFI20250910BHJP(電気分解または電気泳動方法;そのための装置)
要約
【課題】本発明の課題は、めっき部材とその製造方法を提供することにある。
【解決手段】本発明に係るめっき部材は、クロム、炭素、酸素を少なくとも含む、3価クロム浴を用いたクロムを主成分とするめっき被膜を外表面に有するめっき部材であり、
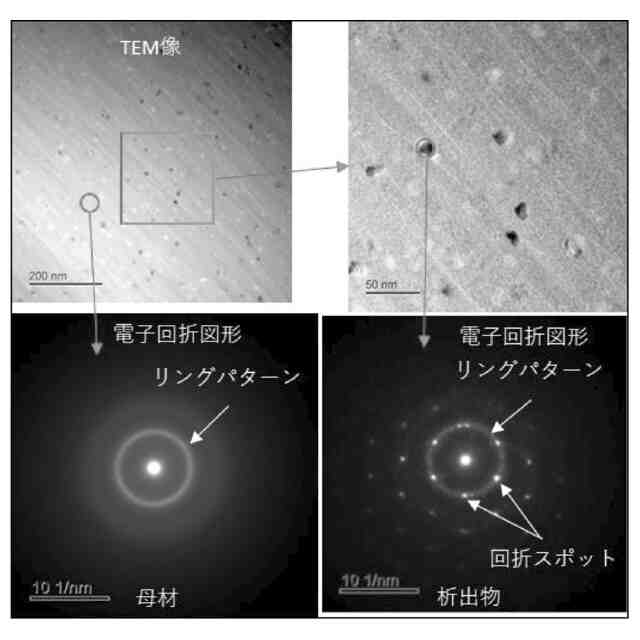
前記めっき被膜は、クロム:60at%以上、炭素:1at%~30at%を含有し、外表面の押し込み硬さが11.1GPa以上であり、走査透過電子顕微鏡法のTEM像において、配向性を有さない微結晶のクロム母材の中に析出した、配向性を有したクロム結晶粒の粒径が15nm以上かつ、母材に占めるクロム結晶粒の比率が3%以上であり、走査透過電子顕微鏡法の電子回折図形において、格子面間距離d値2.0~2.3Åの位置に回折スポットを有している。
【選択図】図23
特許請求の範囲
【請求項1】
クロム、炭素、酸素を少なくとも含む、3価クロム浴を用いたクロムを主成分とするめっき被膜を外表面に有するめっき部材であり、
前記めっき被膜は、
クロム:60at%以上、炭素:1at%~30at%を含有し、外表面の押し込み硬さが11.1GPa以上であり、
走査透過電子顕微鏡法のTEM像において、配向性を有さない微結晶のクロム母材の中に析出した、配向性を有したクロム結晶粒の粒径が15nm以上かつ、母材に占めるクロム結晶粒の比率が3%以上であり、
走査透過電子顕微鏡法の電子回折図形において、格子面間距離d値2.0~2.3Åの位置に回折スポットを有しているめっき部材。
続きを表示(約 960 文字)
【請求項2】
前記めっき部材が摺動部品により摺接される摺接部材である、請求項1に記載のめっき部材。
【請求項3】
前記めっき被膜の酸素濃度が2at%~6at%である、請求項1または請求項2に記載のめっき部材。
【請求項4】
クロム、炭素、酸素を少なくとも含む、3価クロム浴を用いたクロムを主成分とするめっき被膜を外表面に有するめっき部材であり、
前記めっき被膜は、
クロム:60at%以上、炭素:1at%~30at%を含有し、外表面の押し込み硬さが11.1GPa以上であり、
走査透過電子顕微鏡法のTEM像において、配向性を有さない微結晶のクロム母材の中に析出した、配向性を有したクロム結晶粒の粒径が15nm以上かつ、母材に占めるクロム結晶粒の比率が3%以上であり、
走査透過電子顕微鏡法の電子回折図形において、格子面間距離d値2.0~2.3Åの位置に回折スポットを有している めっき部材の製造方法であり、
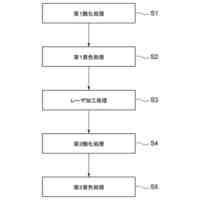
前記めっき部材の表面にクロムを主成分とする硬質層からなるめっき被膜を形成するめっき工程を有し、前記めっき工程は、XRDにおいて非晶質めっき被膜を形成する第1ステップと、前記第1ステップで形成した非晶質めっき被膜を加熱して結晶化する第2ステップと、を有する、
めっき部材の製造方法。
【請求項5】
前記めっき工程は、3価クロム塩、カルボン酸塩、pH緩衝剤および電導度塩を含み、浴温:55℃~80℃のめっき浴中において、陰極電流密度:45A/dm
2
~100A/dm
2
の条件にて前記めっき被膜を形成する、
請求項4に記載のめっき部材の製造方法。
【請求項6】
前記めっき部材が摺動部品により摺接される摺接部材である、請求項4または請求項5に記載のめっき部材の製造方法。
【請求項7】
前記めっき被膜の酸素濃度を2at%~6at%とする、請求項4または請求項5に記載のめっき部材の製造方法。
【請求項8】
前記第2ステップで行う加熱温度を250℃~400℃とする、請求項4または請求項5に記載のめっき部材の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、めっき部材およびその製造方法に関する。
続きを表示(約 2,800 文字)
【背景技術】
【0002】
6価クロムに比べて毒性や公害発生の面で問題のない3価クロムのクロムめっき層を製版ロールに用いた技術が、下記特許文献1に記載されている。
【先行技術文献】
【特許文献】
【0003】
特開2008-143169号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
摺動部品が摺接されるロッドに形成するクロムめっき被膜において、6価クロムのめっき被膜の代替えとして、3価クロム浴を用いたクロムめっき被膜が有望視されている。
ところが、本発明者の研究により、従来の3価クロム浴を用いたクロムめっき被膜を形成したロッドに対して研磨を施すと、めっき被膜の脆性破壊(むしれ破壊)が発生することがわかった。
【0005】
本発明が解決しようとする課題は、研磨の際にむしれ破壊を生じ難い3価クロム浴を用いたクロムめっき被膜を備えたロッドなどのめっき部材およびその製造方法を提供することにある。
【課題を解決するための手段】
【0006】
本発明に係るめっき部材は、クロム、炭素、酸素を少なくとも含む、3価クロム浴を用いたクロムを主成分とするめっき被膜を外表面に有するめっき部材であり、前記めっき被膜は、クロム:60at%以上、炭素:1at%~30at%を含有し、外表面の押し込み硬さが11.1GPa以上であり、走査透過電子顕微鏡法のTEM像において、配向性を有さない微結晶のクロム母材の中に析出した、配向性を有したクロム結晶粒の粒径が15nm以上かつ、母材に占めるクロム結晶粒の比率が3%以上であり、走査透過電子顕微鏡法の電子回折図形において、格子面間距離d値2.0~2.3Åの位置に回折スポットを有することを特徴とする。
【発明の効果】
【0007】
本発明によれば、環境性の面で6価のクロムに比較し問題を生じることのない3価のクロム浴より析出したクロムを主体とするめっき被膜であって、研磨の際にむしれ破壊を生じ難いクロムめっき被膜を備えためっき部材を提供することができる。また、このめっき部材を製造する技術を提供できる。
【図面の簡単な説明】
【0008】
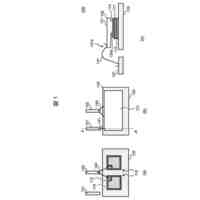
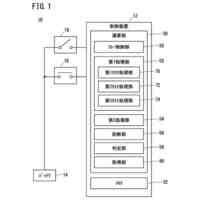
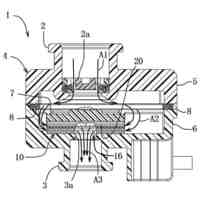
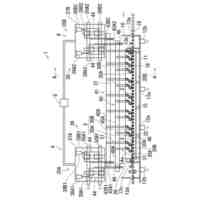
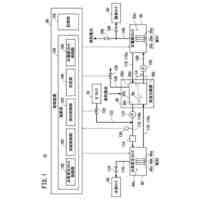
本発明に係るめっき部材の第1実施形態としてのピストンロッドを備えたショックアブソーバの全体構成を示す図であって、中心線CLを含む断面で見た断面図である。
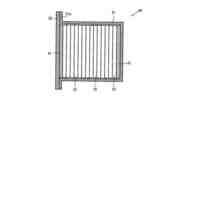
同ピストンロッドの概形を示す側面図である。
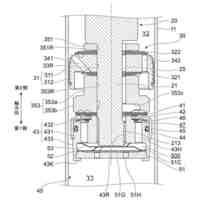
同ショックアブソーバの上部構造を示す図であって、図1のA部の拡大部分断面図である。
同ピストンロッドの先端部構造を示す図であって、図1のB部の拡大部分断面図である。
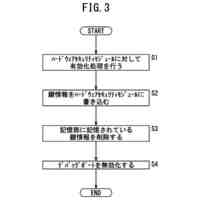
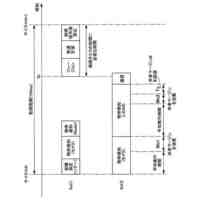
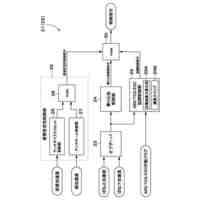
同ピストンロッドの製造工程の一例を示すフロー図である。
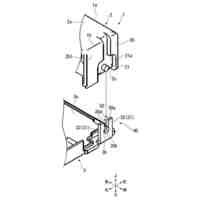
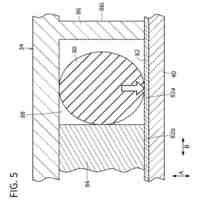
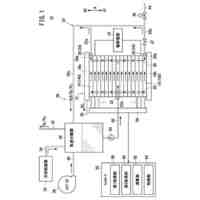
同ピストンロッドの外径研磨に用いる研磨装置の一例を示す要部斜視図である。
実施例において形成しためっき被膜の、成膜速度と結晶化度との関係を示すグラフである。
実施例において形成しためっき被膜の、成膜速度と不純物元素濃度との関係を示すグラフである。
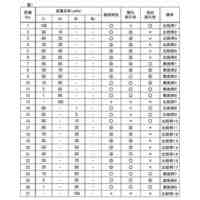
実施例において形成しためっき被膜の物性値を示す表である。
実施例において形成しためっき被膜の物性値と加熱処理温度との関係を示す表である。
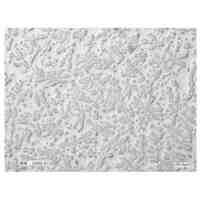
比較例試料のめっき被膜に形成された脆性モードの研磨痕を示すものであり、(A)は倍率500倍の拡大写真、(B)は倍率5000倍の拡大写真である。
実施例試料のめっき被膜に形成された延性モードの研磨痕を示すものであり、(A)は倍率500倍の拡大写真、(B)は倍率5000倍の拡大写真である。
(A)は比較例試料のX線回折による分析結果を示す図であり、(B)は同試料の研磨痕を示す表面写真である。
(A)は250℃で熱処理した実施例試料のX線回折による分析結果を示す図であり、(B)は同試料の研磨痕を表す表面写真である。
(A)は300℃で熱処理した実施例試料のX線回折による分析結果を示す図であり、(B)は同試料の研磨痕を示す表面写真である。
実施例試料と比較例試料における、熱処理温度(ベーキング温度)と最大研磨痕幅との関係を示すグラフである。
実施例試料と比較例試料における、熱処理温度(ベーキング温度)と幅8μm以上の研磨痕本数との関係を示すグラフである。
実施例試料と比較例試料における、熱処理温度(ベーキング温度)と被膜硬さとの関係を示すグラフである。
実施例試料と比較例試料における、熱処理温度(ベーキング温度)と結晶化度との関係を示すグラフである。
実施例試料と比較例試料における、被膜硬さと幅8μm以上の研磨痕本数との関係を示すグラフである。
実施例試料と比較例試料における、結晶化度と幅8μm以上の研磨痕本数との関係を示すグラフである。
実施例試料及び比較例試料の、被膜硬さと結晶化度との関係を示すグラフである。
比較例試料に関し、脆性モードの被膜断面におけるTEM像を示す図である。
実施例試料に関し、延性モードの被膜断面におけるTEM像を示す図である。
実施例試料に関し、TEM像におけるクロム結晶粒の電子回折図形を示す図である。
実施例試料及び比較例試料の、クロム結晶比率と8μm以上の研磨痕本数との関係を示すグラフである。
実施例試料及び比較例試料の、クロム結晶粒と8μm以上の研磨痕本数との関係を示すグラフである。
実施例試料及び比較例試料の、TEMによるクロム結晶比率とクロム結晶粒との関係を示すグラフである。
【発明を実施するための形態】
【0009】
以下、本発明に係るめっき部材の一実施形態としてのピストンロッドを備えたショックアブソーバ(シリンダ装置)について説明する。
なお、以下に説明する実施形態は、発明の趣旨をより良く理解させるために具体的に説明するものであり、特に指定のない限り本発明を限定するものではない。また、以下に示す実施形態の説明に用いる図面は、各部を見易くするために縮尺を適宜変更している。
【0010】
図1は、本発明に係るめっき部材の一例としてのピストンロッド21を備えたショックアブソーバ(シリンダ装置)1の全体構造を示す部分断面図である。
ピストンロッド21の外周面には後述するめっき被膜が形成されているが、めっき被膜について説明する前に、ショックアブソーバ1の全体構成について説明する。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
Astemo株式会社
樹脂筐体
1日前
Astemo株式会社
半導体装置
7日前
Astemo株式会社
電池監視装置
1日前
Astemo株式会社
電動駆動装置
1日前
Astemo株式会社
電流検出装置
3日前
Astemo株式会社
電圧検出装置
3日前
Astemo株式会社
電動モータ装置
今日
Astemo株式会社
緩衝装置、懸架装置
1日前
Astemo株式会社
バッテリー充電装置
3日前
Astemo株式会社
バンプストッパ、緩衝器
3日前
Astemo株式会社
支持ユニット、懸架装置
3日前
Astemo株式会社
放電装置及び電力変換装置
今日
Astemo株式会社
インジェクタ故障検出装置
3日前
Astemo株式会社
制御装置及び鍵情報秘匿方法
3日前
Astemo株式会社
タスク処理方法および制御装置
3日前
Astemo株式会社
地絡検出装置及び地絡検出方法
7日前
Astemo株式会社
ナット部材、緩衝装置、加圧工具
今日
Astemo株式会社
電池監視装置及び電池管理システム
1日前
Astemo株式会社
車両制御装置及びセンサデータ処理方法
1日前
Astemo株式会社
自動車用電子制御装置およびメモリ管理装置
3日前
Astemo株式会社
車両制御システム
2日前
Astemo株式会社
改善システム、改善方法
7日前
Astemo株式会社
サスペンション制御装置、サスペンション制御方法、およびサスペンション制御プログラム
1日前
有限会社 ナプラ
端子
1か月前
株式会社カネカ
電解装置
1か月前
株式会社ノーリツ
電解水生成装置
29日前
SMD株式会社
めっき処理装置
1か月前
大同特殊鋼株式会社
触媒合金
1か月前
株式会社カネカ
可撓性ガス拡散電極
3日前
本田技研工業株式会社
電解装置
14日前
株式会社東芝
アルマイト処理方法
23日前
本田技研工業株式会社
水電解システム
1か月前
本田技研工業株式会社
水電解システム
1か月前
本田技研工業株式会社
水電解システム
27日前
トヨタ自動車株式会社
水電解スタック
1か月前
本田技研工業株式会社
電気化学スタック
22日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ