TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025120566
公報種別
公開特許公報(A)
公開日
2025-08-18
出願番号
2024015439
出願日
2024-02-05
発明の名称
めっき処理装置
出願人
SMD株式会社
代理人
個人
,
個人
主分類
C25D
21/00 20060101AFI20250808BHJP(電気分解または電気泳動方法;そのための装置)
要約
【課題】
工程の簡素化とめっき処理時間の大幅短縮を図り装置の処理能力を向上させる装置を提供する。
【解決手段】
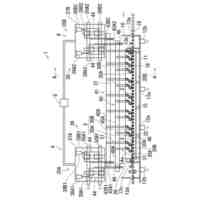
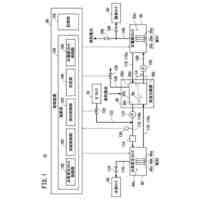
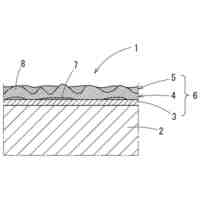
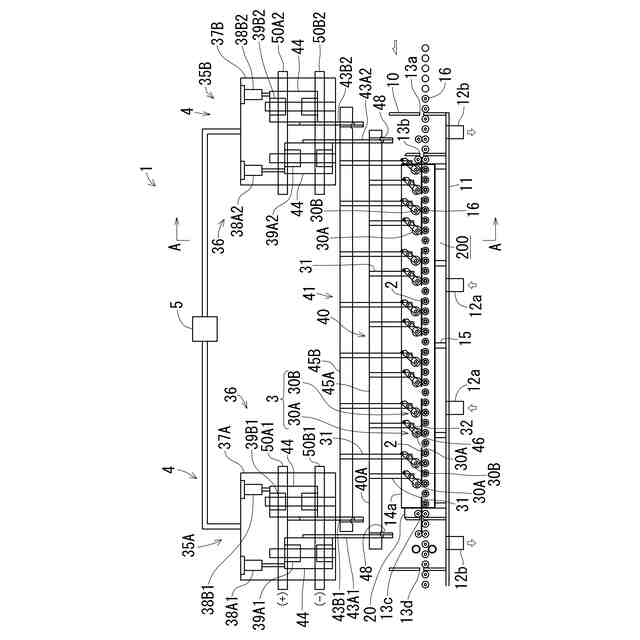
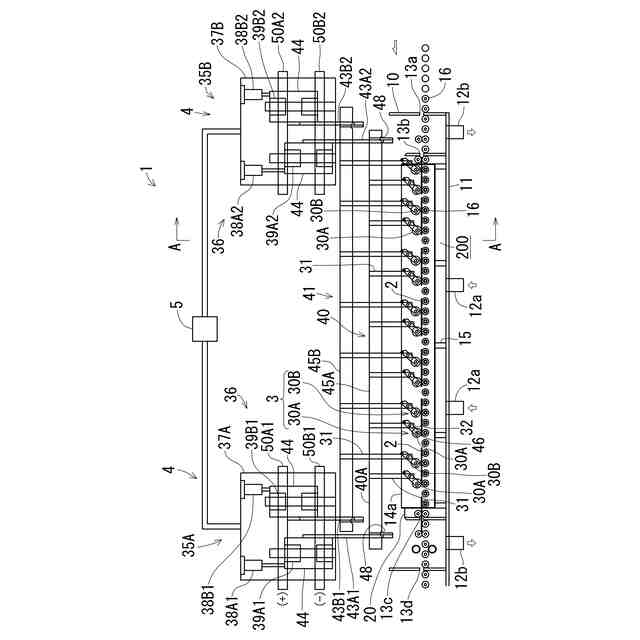
めっき処理装置1は、めっき浴中で板面を上下に配置されて水平搬送される板状被処理物2と、板状被処理物にメッキ付けする給電ローラ機構であって、常時めっき浴中に配置され、板状被処理物の上面に当接離間自在に設けられて正負いずれかの電気を通電させる2個一対の第一及び第二の給電ローラ30A、30Bを含む給電ローラ機構3と、めっき浴中の第一、第二の給電ローラを板状被処理物2の上面に当接離間自在に駆動させる駆動装置4と、切替装置5と、を含む。板状被処理物2を水平搬送させる際に一つの給電ローラによる板状被処理物への負電気通電によるめっき膜被着と、他の給電ローラの電解剥離と、を同時に行いつつ板状被処理物をめっき処理する。
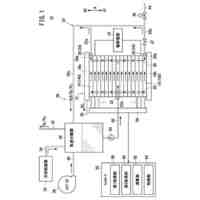
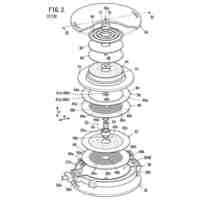
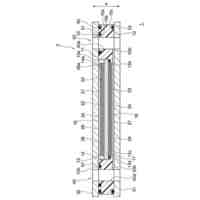
【選択図】図1
特許請求の範囲
【請求項1】
めっき浴中で板面を上下に配置されて水平搬送される板状被処理物と、
板状被処理物にメッキ付けする給電ローラ機構であって、常時めっき浴中に配置され、板状被処理物の上面に当接離間自在に設けられて正負いずれかの電気を通電させる2個一対の第一及び第二の給電ローラを含む給電ローラ機構と、
めっき浴中の第一、第二の給電ローラを板状被処理物の上面に当接離間自在に駆動させる駆動装置と、
第一、第二のいずれかの給電ローラに負の電気を供給しつつ該給電ローラを板状被処理物に当接させる状態と、他の給電ローラに正の電気を供給して該他の給電ローラを板状被処理物から離間させる状態とを切り替える切替装置と、を含み、
板状被処理物を水平搬送させる際に一つの給電ローラによる板状被処理物への負電気通電によるめっき膜被着と、他の給電ローラの電解剥離と、を同時に行いつつ板状被処理物をめっき処理することを特徴とするめっき処理装置。
続きを表示(約 340 文字)
【請求項2】
板状被処理物はめっき浴中において所定間隔で複数が連続搬送され、
駆動装置は、それぞれの板状被処理物に対応した第一及び第二の給電ローラを含む複数の給電ローラ対をそれぞれ支持する第一、第二給電ローラユニットと、第一、第二給電ローラユニットを上下駆動させる第一、第二上下動装置と、を含み、
第一、第二上下動装置の上下動に応動して各第一、第二給電ローラが同時に板状被処理物への当接離間と負ないし正の電気の供給を行うことを特徴とする請求項1記載のめっき処理装置。
【請求項3】
一対の給電ローラは、水平搬送時の板状被処理物の平面視で板状被処理物の面サイズ内の当接位置において支持されていることを特徴とする請求項1又は2記載のめっき処理装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、板状被処理物にめっき処理するめっき処理装置に関する。
続きを表示(約 2,700 文字)
【背景技術】
【0002】
従来、めっき対象がプリント基板やリードフレーム等の板状被処理物を連続搬送しながら必要部位にめっき処理する装置が例えば特開昭62-136599号や、特開平11-12793号文献において公知である。特開昭62-136599号の装置は、板状物を連続的にメッキするに際し、水平又は垂直移動する板状物を陰極に保つための給電ローラ等にメッキ被膜が付着、肥大化する欠点を解消するために、複数の列状に配置したメッキ槽間に給電用の空気絶縁間隔を設け、板状物に対する給電をメッキ液中ではなくメッキ槽外で行うようにしたものが開示されている。また、特開平11-12793号の装置は、部分めっき面を下面とし不要メッキが付着した面を上面としたままで水平搬送して電解剥離する電解剥離槽で、連続して不要メッキを剥離する装置が開示されている。
【先行技術文献】
【特許文献】
【0003】
特開昭62-136599号公報
特開平11-12793号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
次に、特許文献1、2の課題について説明するが、この段落で用いた符号番号は、この段落でのみ適用されるものであり、他の段落番号で用いられた符号番号とは無関係である。特許文献1の装置では、メッキ槽間に給電用の空気絶縁間隔を設け、板状物に対する給電をメッキ液中ではなくメッキ槽外で行うようにしているので、空気絶縁間隔が必要となり、また1つの板状物に対して1つのメッキ槽でメッキ処理するからめっき処理工程が長大化し設備コスト高や設置スペースの大型化を招くとともに、メッキ処理時間も長くなって処理能力に劣る問題がある。また、特許文献1の装置の板状物を水平搬送してメッキ処理することを考えても結局同様の問題がある。また、特許文献2の装置は、例えば短尺リードフレームAの上面側に陰極板8を配置して給電用ローラ7を当接した状態で短尺リードフレームAが電解剥離液4中を移行するようにしたものであり、表面側のインナーリード部やアイランド部等のメッキ処理を終了した後に別工程として電解剥離槽に被処理対象物を投入するものである。このため、板状被処理対象物の表裏全面にメッキ処理する場合、被処理対象物についての剥離処理工程は不要であり、むしろ対象物品へのめっき処理工程の処理能力向上、設備の小型化、設備コストの低減等が待望されていた。さらに、近時のめっき処理必要なプリント基盤やリードフレームの構成の多様化に伴い、めっき槽内のめっき液面高さを高くする必要があるのに対し、液面高さを高くするとめっき処理対象物品の搬入出口からのめっき液流出が多くなり製造コストを高くする要因となっていた。
【0005】
本発明は上記従来の課題に鑑みてなされたものであり、その一つの目的は、板状被処理対象物へのめっき処理について、めっき液中の給電ローラへ付着する不要めっきの剥離と対象物へのめっき処理を同時に行って工程の簡素化とめっき処理時間の大幅短縮を図り装置の処理能力を向上させるめっき処理装置を提供することにある。また、本発明の他の目的は、全体設備の小型化とめっき液の節約により設備、処理コストを低減し得るめっき処理装置を提供することである。
【課題を解決するための手段】
【0006】
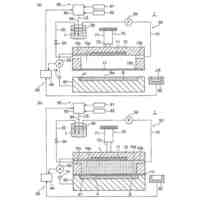
上記課題を解決するために本発明は、めっき浴200中で板面を上下に配置されて水平搬送される板状被処理物2と、板状被処理物2にメッキ付けする給電ローラ機構であって、常時めっき浴200中に配置され、板状被処理物2の上面に当接離間自在に設けられて正負いずれかの電気を通電させる2個一対の第一及び第二の給電ローラ30A、30Bを含む給電ローラ機構3と、めっき浴中の第一、第二の給電ローラ30A、30Bを板状被処理物2の上面に当接離間自在に駆動させる駆動装置4と、第一、第二のいずれかの給電ローラ30A、30Bに負の電気を供給しつつ該給電ローラを板状被処理物2に当接させる状態と、他の給電ローラに正の電気を供給して該他の給電ローラを板状被処理物2から離間させる状態とを切り替える切替装置5と、を含み、板状被処理物2を水平搬送させる際に一つの給電ローラによる板状被処理物への負電気通電によるめっき膜被着と、他の給電ローラの電解剥離と、を同時に行いつつ板状被処理物をめっき処理するめっき処理装置1から構成される。
【0007】
その際、板状被処理物2はめっき浴200中において所定間隔で複数が連続搬送され、駆動装置4は、それぞれの板状被処理物2に対応した第一及び第二の給電ローラ30A、30Bを含む複数の給電ローラ対をそれぞれ支持する第一、第二給電ローラユニット40,41と、第一、第二給電ローラユニット40,41を上下駆動させる第一、第二上下動装置35A、35Bと、を含み、第一、第二上下動装置35A、35Bの上下動に応動して各第一、第二給電ローラ30A、30Bが同時に板状被処理物2への当接離間と負ないし正の電気の供給を行うこととするとよい。
【0008】
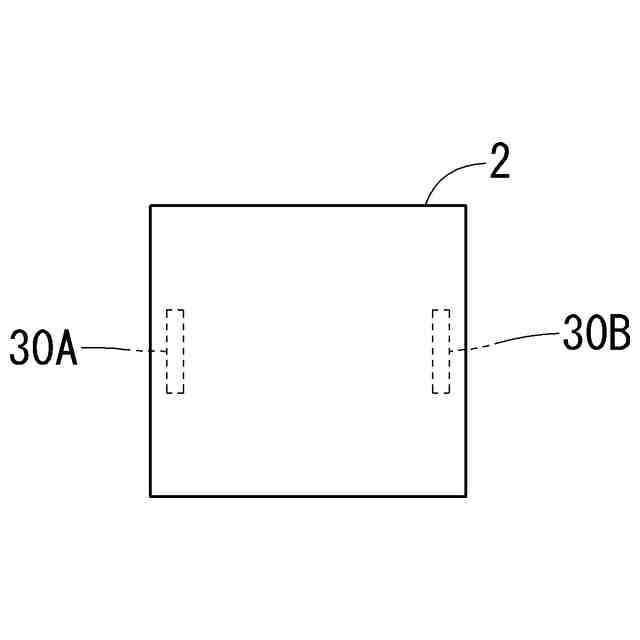
また、一対の給電ローラ30A、30Bは、水平搬送時の板状被処理物2の平面視で板状被処理物2の面サイズ内の当接位置において支持されているとよい。
【発明の効果】
【0009】
本発明のめっき処理装置によれば、板状被処理対象物へのめっき処理について、めっき処理時間の大幅短縮を図り装置の処理能力を向上させることが可能である。また、全体設備の小型化し設備、処理コストを低減することが可能である。
【図面の簡単な説明】
【0010】
本発明の一実施形態に係るめっき処理装置の一部省略正面説明図である。
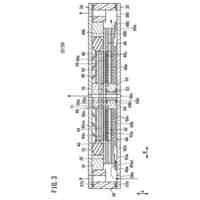
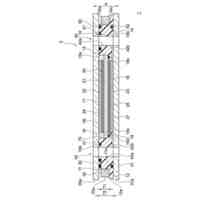
図1のめっき処理装置の左側面図である。
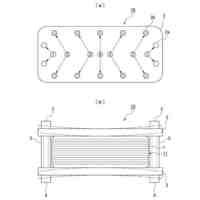
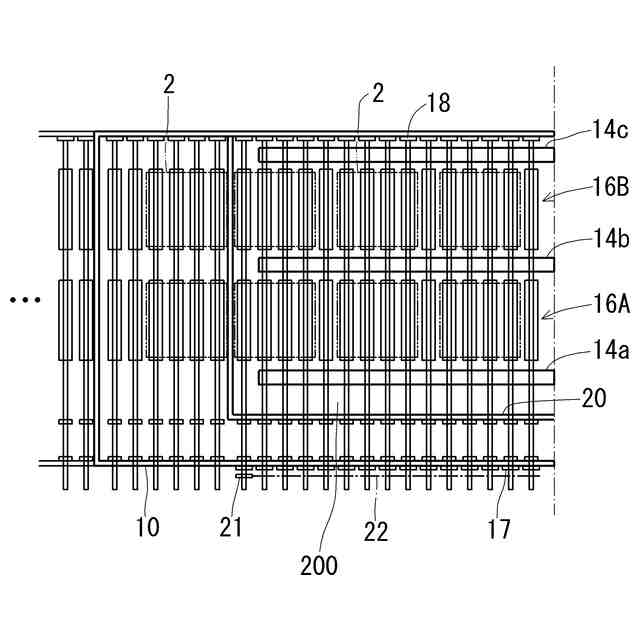
上下シリンダ機構及び連結ユニットを取り外した状態のめっき処理装置の一部省略平面説明図である。
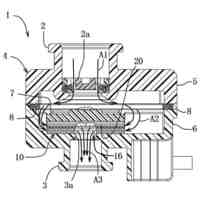
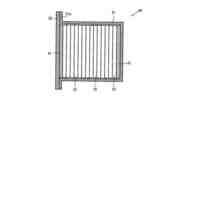
図1のめっき処理装置の1つの給電ローラユニットのみを示した説明図である。
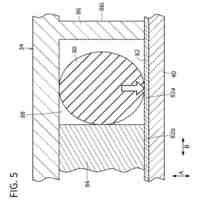
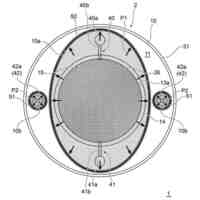
図1のめっき処理装置の板状被処理物上面に当接離間する給電ローラの位置関係を説明する平面説明図である。
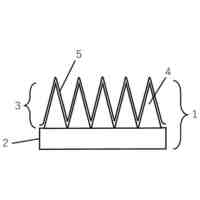
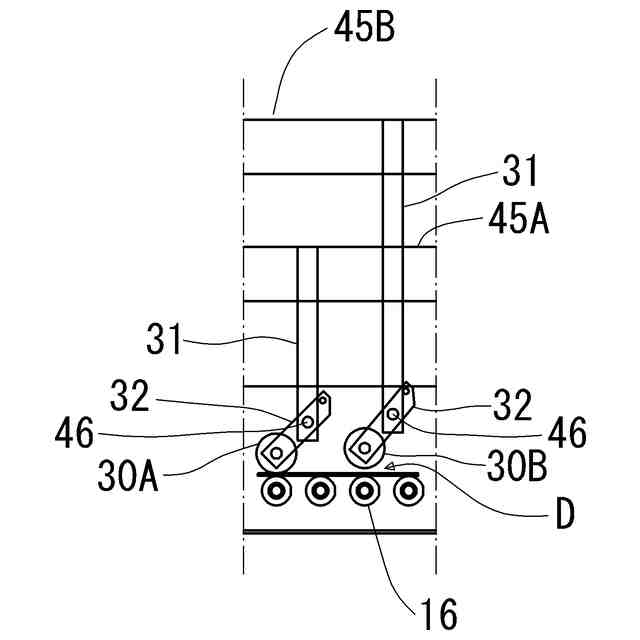
板状被処理物上面への一対の給電ローラの当接離間状態を示す一部省略側面説明図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
SMD株式会社
めっき処理装置
1か月前
有限会社 ナプラ
端子
1か月前
株式会社カネカ
電解装置
1か月前
株式会社ノーリツ
電解水生成装置
1か月前
大同特殊鋼株式会社
触媒合金
1か月前
本田技研工業株式会社
電解装置
17日前
株式会社カネカ
可撓性ガス拡散電極
6日前
株式会社東芝
アルマイト処理方法
26日前
本田技研工業株式会社
水電解システム
1か月前
本田技研工業株式会社
水電解システム
1か月前
本田技研工業株式会社
水電解システム
1か月前
一般財団法人電力中央研究所
電解反応装置
2日前
本田技研工業株式会社
水電解スタック
2日前
本田技研工業株式会社
電気化学スタック
25日前
トヨタ自動車株式会社
水電解スタック
1か月前
本田技研工業株式会社
CO2電解装置
2日前
本田技研工業株式会社
電解セルの製造方法
10日前
NOK株式会社
セルユニット
6日前
NOK株式会社
セルユニット
6日前
ナミックス株式会社
銅部材
18日前
NOK株式会社
セルユニット
6日前
株式会社豊田中央研究所
電極
6日前
株式会社神戸製鋼所
導電材料およびその製造方法
26日前
NOK株式会社
セルユニット
6日前
東京瓦斯株式会社
水電解システム
13日前
株式会社SCREENホールディングス
前処理方法およびセル
1か月前
本田技研工業株式会社
電気化学式水素昇圧システム
2日前
三菱マテリアル株式会社
酸性電解銅めっき液
16日前
三菱マテリアル株式会社
めっき皮膜付銅端子材及びその製造方法
2日前
株式会社東芝
電解装置及び電解方法
10日前
株式会社アイシン
電解システム
1か月前
日本特殊陶業株式会社
固体酸化物形電解セルおよびその利用
1か月前
国立研究開発法人理化学研究所
電気化学セル
1か月前
一般財団法人電力中央研究所
アンモニア処理設備、発電設備
2日前
株式会社東芝
電解装置および電解方法
2日前
トヨタ自動車株式会社
金属皮膜の成膜装置
1か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ