TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025135679
公報種別
公開特許公報(A)
公開日
2025-09-19
出願番号
2024033568
出願日
2024-03-06
発明の名称
ガス吹きノズル及びその製造方法
出願人
東京窯業株式会社
代理人
個人
,
個人
主分類
B22D
41/58 20060101AFI20250911BHJP(鋳造;粉末冶金)
要約
【課題】モルタル等の充填材がガスプールに流入するのを防止し、安定したガス量を確保することができるガス吹きノズルを提供する。
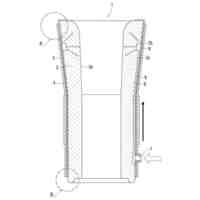
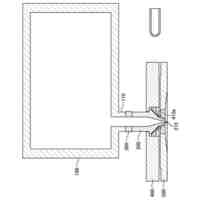
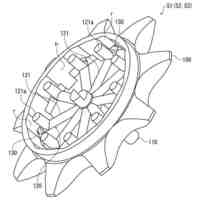
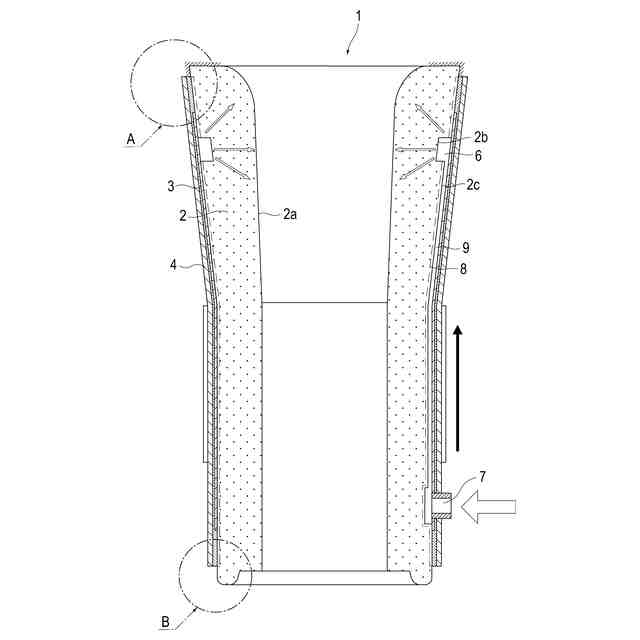
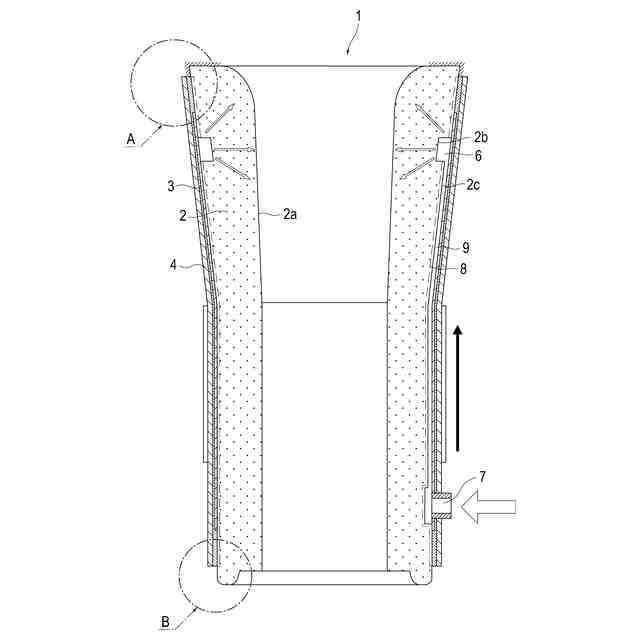
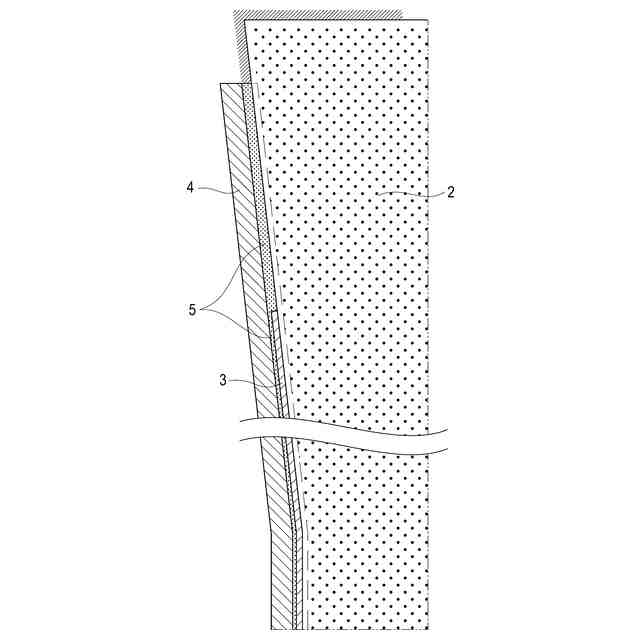
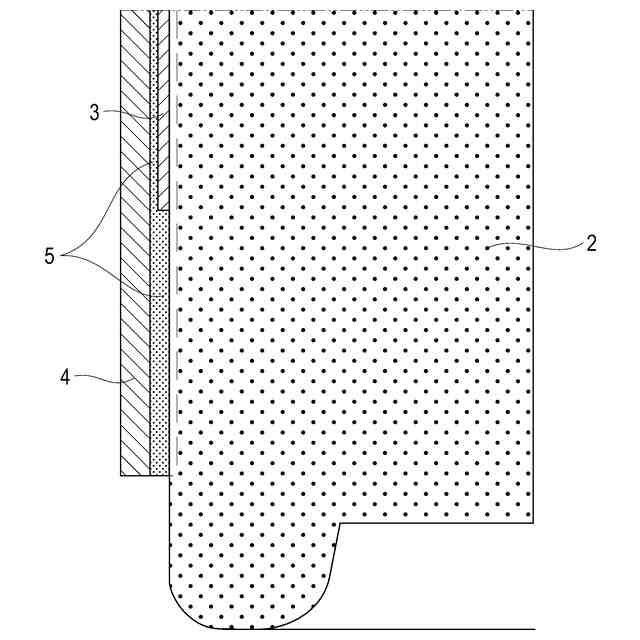
【解決手段】ガス吹きノズル1は、ノズル孔2aを有し、外面にガスプール6を形成するための凹部2bを有する耐火物2と、耐火物2に焼き嵌めにより装着され、耐火物2の凹部2bを覆う内周メタルケース3と、耐火物2と内周メタルケース3を囲む外周メタルケース4と、少なくとも耐火物2と外周メタルケース4との間に充填される充填材と、を備える。
【選択図】図1
特許請求の範囲
【請求項1】
ノズル孔を有し、外面にガスプールを形成するための凹部を有する耐火物と、
前記耐火物に焼き嵌めにより装着され、前記耐火物の前記凹部を覆う内周メタルケースと、
前記耐火物と前記内周メタルケースを囲む外周メタルケースと、
少なくとも前記耐火物と前記外周メタルケースとの間に充填される充填材と、を備えるガス吹きノズル。
続きを表示(約 350 文字)
【請求項2】
前記耐火物は外面に前記凹部に接続されるガス導入溝を有し、
前記内周メタルケースは前記耐火物の前記凹部及び前記ガス導入溝を覆うことを特徴とする請求項1に記載のガス吹きノズル。
【請求項3】
前記内周メタルケースの厚みが前記外周メタルケースの厚みよりも薄いことを特徴とする請求項1又は2に記載のガス吹きノズル。
【請求項4】
ノズル孔を有し、外面にガスプールを形成するための凹部を有する耐火物に焼き嵌めにより前記凹部を覆う内周メタルケースを装着する工程と、
前記耐火物と前記内周メタルケースを囲む外周メタルケースをセットして少なくとも前記耐火物と前記外周メタルケースとの間に充填材を充填する工程と、を備えるガス吹きノズルの製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、溶融金属の流路となるノズル孔を有し、このノズル孔に不活性ガスを吹き込み可能なガス吹きノズル及びその製造方法に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
取鍋又はタンディッシュには、溶鋼の流量を調節するスライディングゲートが取り付けられる(特許文献1参照)。スライディングゲートの上ノズル等のノズルには、溶鋼の流路となるノズル孔が形成される。溶鋼中の不純物がノズル孔の内壁に付着・堆積してノズル孔が小さくなると、溶鋼流量が低下して操業を阻害する。これを防止するためにノズルには、ノズル孔に不活性ガスを吹き込み可能なガス吹きノズルが用いられる(特許文献1参照)。
【0003】
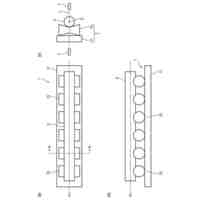
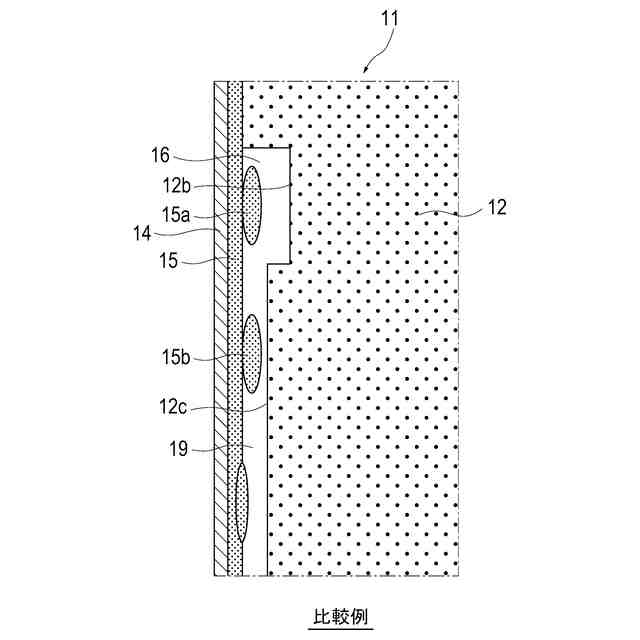
ガス吹きノズルは、ノズル孔を有する耐火物と、耐火物を囲むメタルケース(鉄皮とも呼ばれる)と、を備える。耐火物の外面には、ガスプールを形成するための凹部が形成される。ガスプールに不活性ガスを導入すると、耐火物のポーラス部分を経由して不活性ガスがノズル孔に吹き込まれる。
【0004】
従来のガス吹きノズルにおいて、メタルケースは耐火物外周からのガスリークの防止と耐火物の強度を補強するために設けられる。メタルケースと耐火物の間には、メタルケースと耐火物の隙間を埋めてガスリークを防止するモルタルが充填される。
【先行技術文献】
【特許文献】
【0005】
特開2011-256079号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかし、従来のガス吹きノズルにおいて、モルタルがガスプールに流入する場合があり、これがガスプールからノズル孔に吐出されるガス流量のばらつきの要因となる。また、ガスプールへのモルタルの流入を防ぐためにモルタル量を減らすと、ガスリーク防止能力が低下して本来の目的である溶鋼中への不活性ガス吹込量の不足や背圧低下による操業トラブルにつながる。
【0007】
本発明は、上記の課題を鑑みてなされたものであり、モルタル等の充填材がガスプールに流入するのを防止し、安定したガス量を確保することができるガス吹きノズル及びその製造方法を提供することを目的とする。
【課題を解決するための手段】
【0008】
上記課題を解決するために、本発明の一態様は、ノズル孔を有し、外面にガスプールを形成するための凹部を有する耐火物と、前記耐火物に焼き嵌めにより装着され、前記耐火物の前記凹部を覆う内周メタルケースと、前記耐火物と前記内周メタルケースを囲む外周メタルケースと、少なくとも前記耐火物と前記外周メタルケースとの間に充填される充填材と、を備えるガス吹きノズルである。
【0009】
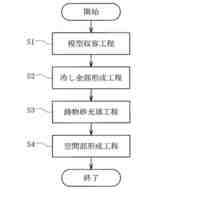
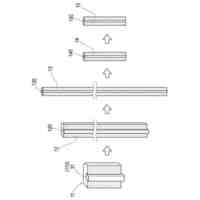
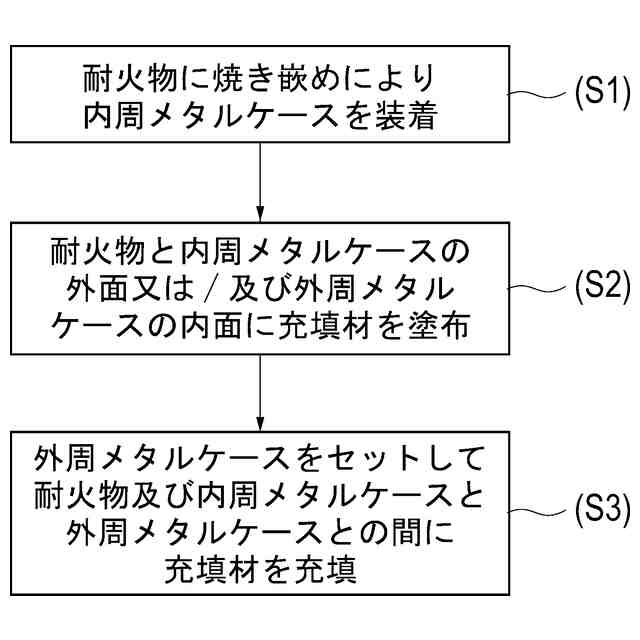
本発明の他の態様は、ノズル孔を有し、外面にガスプールを形成するための凹部を有する耐火物に焼き嵌めにより前記凹部を覆う内周メタルケースを装着する工程と、前記耐火物と前記内周メタルケースを囲む外周メタルケースをセットして少なくとも前記耐火物と前記外周メタルケースとの間に充填材を充填する工程と、を備えるガス吹きノズルの製造方法である。
【発明の効果】
【0010】
本発明によれば、モルタル等の充填材がガスプールに流入するのを防止でき、安定したガス量を確保することができる。また、焼き嵌めにより耐火物に装着された内周メタルケースが耐火物を強固に固定し、耐火物の強度を補強するので、耐火物の機械的な割れや熱衝撃からの割れを防止でき、耐火物の割れに起因するガスリークのトラブルを防止できる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
東京窯業株式会社
ガス吹きノズル及びその製造方法
10日前
東京窯業株式会社
誘導炉用スリーブ、誘導炉、及び誘導炉用スリーブ製造方法
1か月前
愛知製鋼株式会社
挿入用耐火物挿入装置、及び挿入用耐火物挿入方法
1か月前
個人
鋼の連続鋳造用鋳型
1か月前
個人
ピストンの低圧鋳造金型
5か月前
友鉄工業株式会社
錫プレート成形方法
12日前
トヨタ自動車株式会社
押湯入子
1か月前
大阪硅曹株式会社
無機中子用水性塗型剤
1か月前
株式会社プロテリアル
合金粉末の製造方法
5か月前
山石金属株式会社
ガスアトマイズ装置
1か月前
芝浦機械株式会社
射出装置及び成形機
1か月前
山石金属株式会社
ガスアトマイズ装置
1か月前
株式会社キャステム
鋳造品の製造方法
5か月前
トヨタ自動車株式会社
鋳バリ抑制方法
5か月前
トヨタ自動車株式会社
中子の製造方法
2か月前
トヨタ自動車株式会社
中子の製造方法
2か月前
旭有機材株式会社
鋳型の製造方法
2か月前
株式会社浅沼技研
鋳型及びその製造方法
6か月前
トヨタ自動車株式会社
鋳物砂の再生方法
2か月前
トヨタ自動車株式会社
突き折り棒
4か月前
株式会社日本触媒
窒素被覆金属粒子の製造方法
3か月前
トヨタ自動車株式会社
ケースの製造方法
3か月前
大同特殊鋼株式会社
鋼塊の製造方法
6か月前
株式会社プロテリアル
金属付加製造物の製造方法
1か月前
トヨタ自動車株式会社
金型冷却構造
4か月前
株式会社プロテリアル
金属付加製造物の製造方法
6か月前
愛知製鋼株式会社
継ぎ目なし管の製造方法
27日前
福田金属箔粉工業株式会社
Cu系粉末
3か月前
株式会社神戸製鋼所
炭素-銅含有粉末
4か月前
株式会社豊田中央研究所
積層造形装置
3か月前
住友金属鉱山株式会社
金粉の製造方法
10日前
日本製鉄株式会社
Al脱酸鋼の連続鋳造方法
5か月前
日立Astemo株式会社
成形装置
5か月前
ポーライト株式会社
焼結部品の製造方法
3か月前
トヨタ自動車株式会社
焼結部材及びその製造方法
5か月前
大同特殊鋼株式会社
金属溶湯の出湯状態判定方法
3か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ