TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025139029
公報種別
公開特許公報(A)
公開日
2025-09-26
出願番号
2024037734
出願日
2024-03-12
発明の名称
外観検査方法、3次元外観検査装置及び3次元外観検査システム
出願人
株式会社OptoComb
代理人
個人
,
個人
,
個人
主分類
G01N
21/88 20060101AFI20250918BHJP(測定;試験)
要約
【課題】 検査対象物から不良品を効率よく短時間で確実かつ3次元で定量的に検出することのできる外観検査方法、3次元外観検査装置及び3次元外観検査システムを提供する。
【解決手段】
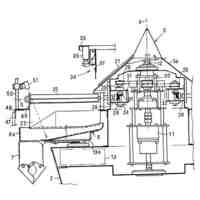
検査対象物5の検査領域の2次元画像を撮像部20により取得される2次元画像を用いて情報処理部50のAI推論不良判定処理部51により不良判定を行い、不良と判定された上記2次元画像の不良領域についてルールベース不良判定処理部52によりサイズ情報(X,Y)を得て、上記2次元画像の不良領域に対応する上記検査対象物5の検査領域内の欠陥候補領域の3次元形状情報を3次元形想定部30により取得される3次元形状情報について、ルールベース不良判定処理部52によりサイズ情報(Z)を得て、サイズ情報(X,Y)とサイズ情報(Z)を用いて、統合処理部54により上記欠陥候補領域の最終不良判定を行う。
【選択図】 図2
特許請求の範囲
【請求項1】
検査対象物の検査領域の2次元画像を取得する2次元画像取得工程と、
上記2次元画像取得工程で取得した2次元画像について、AI推論による不良判定を行う第1の不良判定工程と、
上記第1の不良判定工程で不良と判定された上記2次元画像の不良領域に対応する上記検査対象物の検査領域内の欠陥候補領域の3次元形状情報を取得する3次元形状情報取得工程と、
上記欠陥候補領域の3次元形状情報についてルールベースのサイズ検出を行ってサイズ情報を得るサイズ検出工程と、
上記サイズ検出工程で得られるサイズ情報を用いて、上記欠陥候補領域の不良判定を行う最終判定工程と
を有し、
上記最終判定工程で不良と判定された上記欠陥候補領域を欠陥領域とすることを特徴とする外観検査方法。
続きを表示(約 1,900 文字)
【請求項2】
上記サイズ検出工程は、
上記第1の不良判定工程で不良と判定された上記2次元画像の不良領域についてルールベースのサイズ検出を行って2次元平面でのサイズ情報を取得する第1のサイズ検出工程と、
上記欠陥候補領域の3次元形状情報についてルールベースのサイズ検出を行って高さ方向のサイズ情報を取得する第2のサイズ検出工程と
を有することを特徴とする請求項1記載の外観検査方法。
【請求項3】
上記サイズ検出工程では、上記欠陥候補領域の2次元平面における大きさと高さ含むサイズ情報を取得することを特徴とする請求項1記載の外観検査方法。
【請求項4】
検査対象物の検査領域の2次元画像を取得する2次元画像取得手段と、
上記検査対象物の検査領域内の欠陥候補領域の3次元形状情報を取得する3次元形状情報取得手段と、
上記検査対象物と上記3次元形状情報取得手段とを相対移動させる相対移動手段と、
上記2次元画像取得手段、3次元形状情報取得手段及び相対移動手段の動作を制御して、上記2次元画像取得手段により取得される2次元画像と上記3次元形状情報取得手段により取得される3次元形状情報を用いて、上記検査対象物の検査領域の欠陥領域を検出する情報処理手段と
を備え、
上記情報処理手段では、上記2次元画像取得手段を駆動して上記検査対象物の検査領域の2次元画像を取得し、取得した2次元画像について、AI推論による不良判定を行ない、不良と判定された上記2次元画像の不良領域を欠陥候補領域とし、上記相対移動手段と上記3次元形状情報取得手段を駆動して、上記欠陥候補領域の3次元形状情報を取得し、取得した上記欠陥候補領域の3次元形状情報について、ルールベースのサイズ検出を行ってサイズ情報を得て、上記サイズ情報を用いて、上記欠陥候補領域の最終不良判定を行い、上記最終不良判定で不良と判定された上記欠陥候補領域を欠陥領域とすることを特徴とする3次元外観検査装置。
【請求項5】
上記情報処理手段では、上記AI推論による不良判定により不良と判定された上記2次元画像の不良領域についてルールベースのサイズ検出を行って2次元平面でのサイズ情報を取得するとともに、上記欠陥候補領域の3次元形状情報についてルールベースのサイズ検出を行って高さ方向のサイズ情報を取得することを特徴とする請求項4記載の3次元外観検査装置。
【請求項6】
上記情報処理手段では、上記欠陥候補領域の3次元形状情報についてルールベースのサイズ検出を行って、上記欠陥候補領域の2次元平面における大きさと高さ含むサイズ情報を取得することを特徴とする請求項4記載の3次元外観検査装置。
【請求項7】
上記相対移動手段は、上記検査対象物又は上記3次元形状情報取得手段を3次元方向に移動させるXYZステージであることを特徴とする請求項4乃至請求項6の何れか1項に記載の3次元外観検査装置。
【請求項8】
上記相対移動手段は、上記3次元形状情報取得手段を3次元方向に移動させる多関節ロボットであることを特徴とする請求項4乃至請求項6の何れか1項に記載の3次元外観検査装置。
【請求項9】
上記3次元形状情報取得手段は、測定光で上記検査対象物の検査領域内の欠陥候補領域をスキャンして3次元形状情報を取得する光学的3次元形状測定装置であることを特徴とする請求項4乃至請求項6の何れか1項に記載の3次元外観検査装置。
【請求項10】
搬送装置により検査対象物を搬送する搬送ラインに設けられ、上記検査対象物の検査領域を撮像して2次元画像を取得し、取得した2次元画像について、AI推論による不良判定を行い、不良と判定された上記2次元画像の不良領域についてルールベースのサイズ検出を行ってサイズ情報を得る定性検査を行うAI外観検査装置と、
上記AI外観検査装置により不良と判定された上記検査対象物について、上記2次元画像の不良領域に対応する上記検査対象物の検査領域内の欠陥候補領域の3次元形状情報を取得し、取得した上記欠陥候補領域の3次元形状情報について、ルールベースのサイズ検出を行って高さ方向のサイズ情報を得て、上記定性検査工程で得られたサイズ情報と上記高さ方向のサイズ情報を用いて、上記欠陥候補領域の最終不良判定を行い、上記最終判定工程で不良と判定された上記欠陥候補領域を欠陥領域とする定量検査を行う3次元外観検査装置と
を備えることを特徴とする3次元外観検査システム。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、検査対象物から不良品を検出するための外観検査方法、3次元外観検査装置及び3次元外観検査システムに関する。
続きを表示(約 1,200 文字)
【背景技術】
【0002】
従来、製造業や品質管理の分野では、製造ラインにおける製品表面のキズや欠けなどを検査する外観検査は、多くの人手に頼っており、高いスキルが必要な熟練作業となっている。近年、生産年齢人口の減少を背景に、人手不足が深刻化していることから、ディープラーニング等の人工知能(AI:Artificial Intelligence)技術やルールベースで構築されたエキスパートシステムを適用して外観検査の自動化が進められており、検査対象画像を処理し、色、形状、質感、表面の特性などの定量的なパラメータを測定、評価するようにしている(例えば、特許文献1-4参照)。
【先行技術文献】
【特許文献】
【0003】
特開2019-190911号公報
特開2019-204321号公報
特開2021-174456号公報
特許第7416071号公報
特許第7353644号公報
特許第7385919公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
従来より、画像カメラによる外観検査は一般的ではあるが、二次元画像による検査のため、凹凸形状の判定ができないという問題がある。
【0005】
製造業や品質管理の分野において、AIやルールベースで外観検査の自動化が進められているが、AIやルールベースで自動化された外観検査では、熟練者の判定による学習が、機械的な良品/判定結果を事後的に見直す態様で実行されるので、ある程度学習が進んでからでないと、稼働させることが難しいという問題がある。
【0006】
ルールベースはエキスパートによる極めて繊細なチューニングが必要であるが、それにも関わらずロバスト性が低く過検出および誤検出が多いという問題がある。
【0007】
また、不良品率が低い製造ラインでは、学習対象となる不良品のサンプルが少ないためAI精度が上がらず、不良品の過検出および誤検出が多いという問題がある。
【0008】
一方で、AIは未知の不良の検出、不良種類の特定を得意としている。ルールベースは得られたデータの定量化を得意としている。画像カメラは高速での撮像を得意としている。3次元センサーは3次元定量化を得意としている。
【0009】
そこで、本発明は、上述の如き従来のそれぞれの技術の問題点および得意点に鑑みて案出されたものであり、その目的とするところは、検査対象物から不良品を効率よく短時間でよく短時間で確実かつ3次元で定量的に検出することのできる外観検査方法、3次元外観検査装置及び3次元外観検査システムを提供することにある。
【0010】
本発明の他の目的、本発明によって得られる具体的な利点は、以下に説明される実施の形態の説明から一層明らかにされる。
【課題を解決するための手段】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
計量スプーン
24日前
個人
微小振動検出装置
1か月前
株式会社イシダ
X線検査装置
1か月前
日本精機株式会社
位置検出装置
2日前
日本精機株式会社
位置検出装置
2日前
日本精機株式会社
位置検出装置
2日前
大和製衡株式会社
組合せ秤
7日前
株式会社辰巳菱機
システム
1か月前
大和製衡株式会社
組合せ秤
7日前
アズビル株式会社
圧力センサ
1日前
トヨタ自動車株式会社
検査装置
4日前
株式会社東芝
センサ
1か月前
株式会社ユーシン
操作検出装置
4日前
アンリツ株式会社
分光器
1か月前
エイブリック株式会社
磁気センサ回路
1日前
トヨタ自動車株式会社
表示装置
16日前
株式会社東芝
センサ
7日前
アンリツ株式会社
分光器
1か月前
株式会社東芝
センサ
7日前
ダイハツ工業株式会社
測定用具
28日前
株式会社精工技研
光電圧プローブ
1か月前
学校法人立命館
液面レベルセンサ
1か月前
株式会社ヨコオ
コンタクタ
28日前
株式会社ナリス化粧品
角層細胞採取用具
14日前
TDK株式会社
ガスセンサ
1日前
株式会社カワタ
サンプリング装置
1か月前
TDK株式会社
磁気センサ
1か月前
個人
粘塑性を用いた有限要素法の定式化
16日前
TDK株式会社
磁気センサ
24日前
東レエンジニアリング株式会社
計量装置
4日前
日本精工株式会社
分注装置
1か月前
TDK株式会社
ガスセンサ
1か月前
三菱マテリアル株式会社
温度センサ
14日前
大陽日酸株式会社
液面センサ
1か月前
株式会社熊谷組
RI計測装置
2日前
中国電力株式会社
異常箇所検出装置
15日前
続きを見る
他の特許を見る










 特許ウォッチ
特許ウォッチ