TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025129984
公報種別
公開特許公報(A)
公開日
2025-09-05
出願番号
2024027014
出願日
2024-02-26
発明の名称
測定用具
出願人
ダイハツ工業株式会社
代理人
個人
主分類
G01B
5/14 20060101AFI20250829BHJP(測定;試験)
要約
【課題】シール面間等ボデーの隙間の離間距離の測定作業に際し、測定作業における工数を低減し、測定精度の向上に資する測定用具の提供を目的とした。
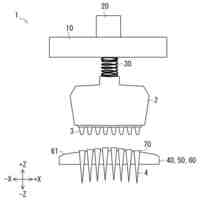
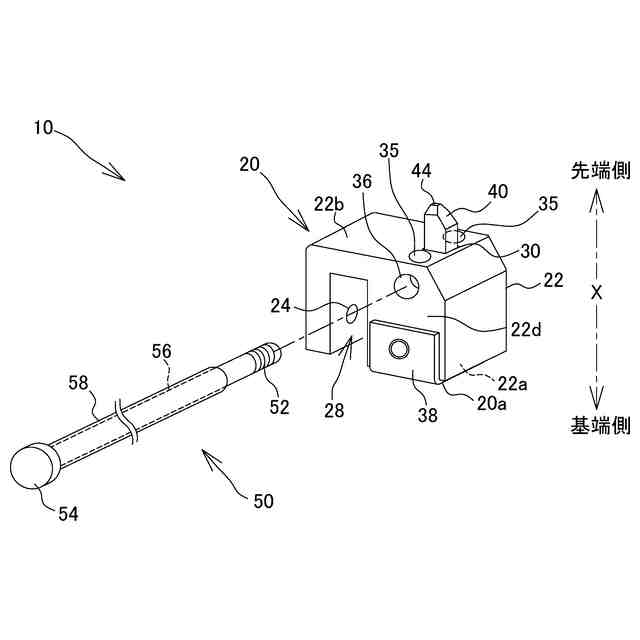
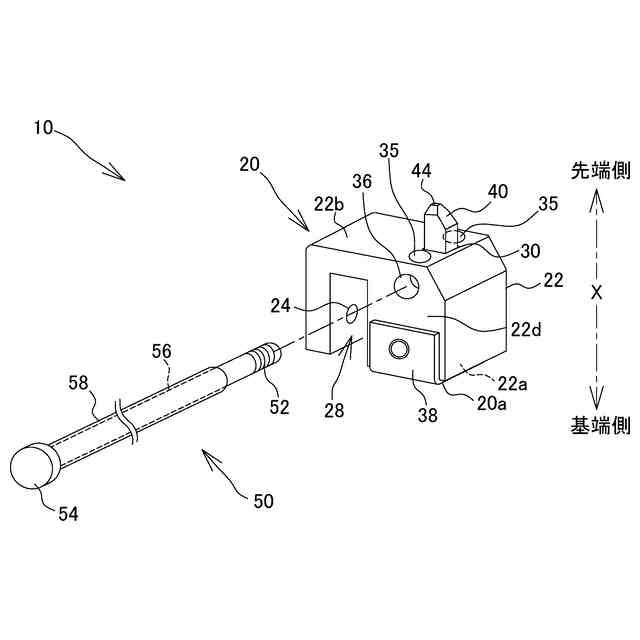
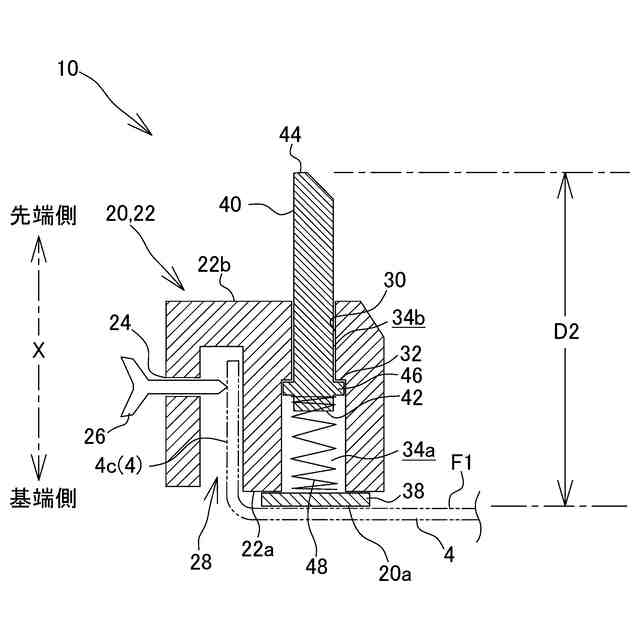
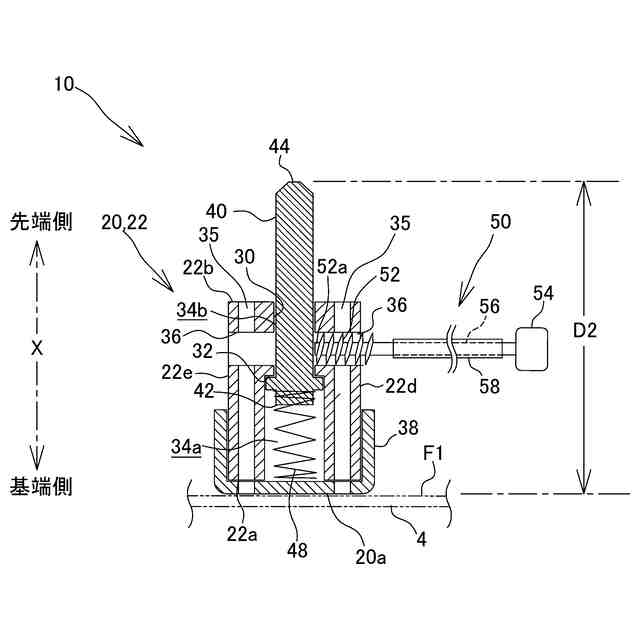
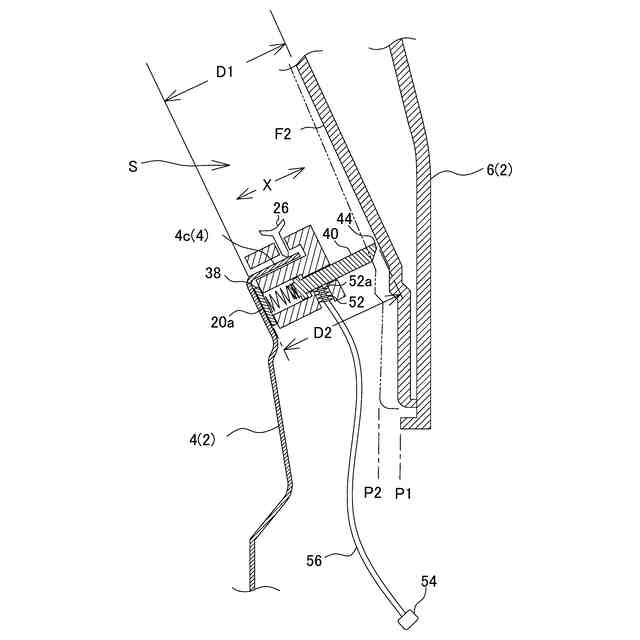
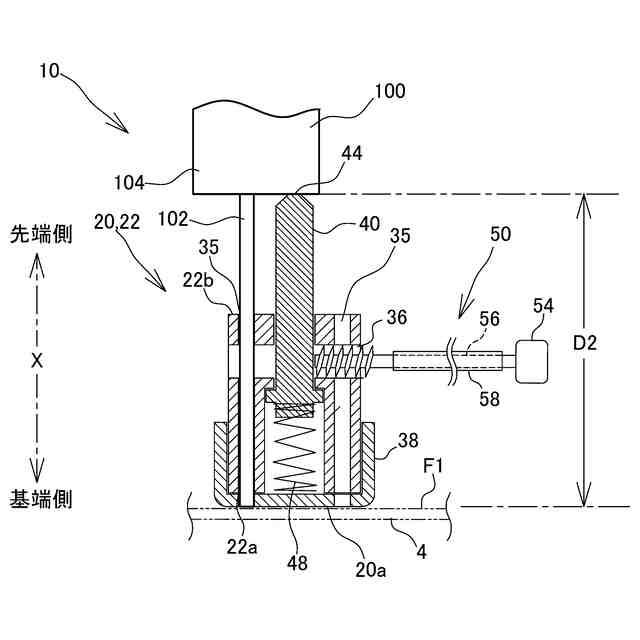
【解決手段】測定用具10は、対向部22bを備えた基体部20と、基体部20の対向部22bから進退するようにストローク可能であって、バックドア6に当接することでボデー本体4及び隙間の距離に応じてストローク量が変化するストロークピン40と、バックドア6をボデー本体4に対して閉めた閉状態において、ストロークピン40のストロークを規制するネジ部52と、を有し、基体部20には、基体部20の対向部22bにおいて開口4aし、ストローク方向Xに沿って所定の基準位置まで到達するように測定用のデプスバー102を挿入可能な挿入部35を有する。
【選択図】図4
特許請求の範囲
【請求項1】
車両の開閉部を形成するボデー本体及び蓋状部材の隙間の距離を測定するものであって、
前記ボデー本体及び前記蓋状部材のうち、一方を構成体Aとし、他方を構成体Bとした場合に、
前記構成体Aに取り付けられ、前記蓋状部材を前記ボデー本体に対して閉めた閉状態において前記構成体Bに対向する対向部を備えた基体部と、
前記基体部の前記対向部から進退するようにストローク可能であって、前記蓋状部材の開閉により前記構成体Bに当接することで、前記ボデー本体及び隙間の距離に応じてストローク量が変化する変位ピンと、
前記蓋状部材を前記ボデー本体に対して閉めた閉状態において、前記変位ピンのストロークを規制する規制部材と、
を有し、
前記基体部には、前記基体部の前記対向部において開口し、前記ストローク方向に沿って所定の基準位置まで到達するように測定用の他部材を挿入可能な挿入部を有すること、を特徴とする測定用具。
発明の詳細な説明
【技術分野】
【0001】
本発明は、車両のボデーの隙間の距離を測定するために用いられる測定用具に関する。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
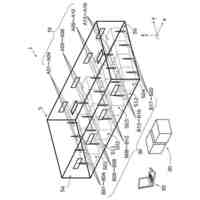
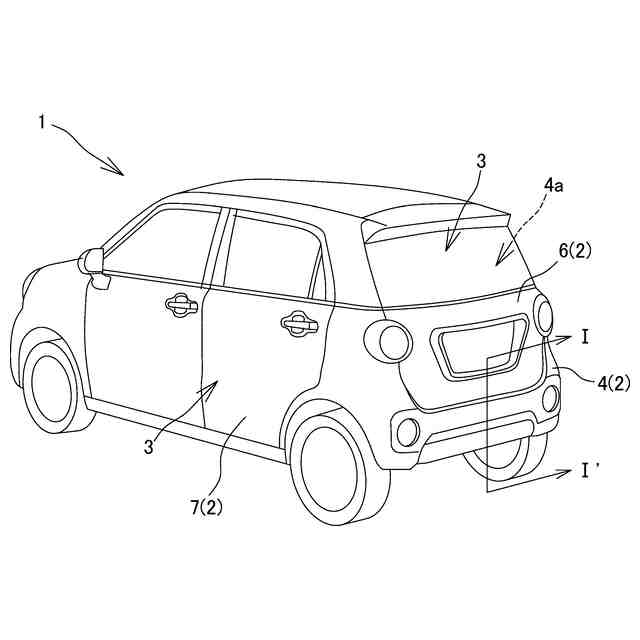
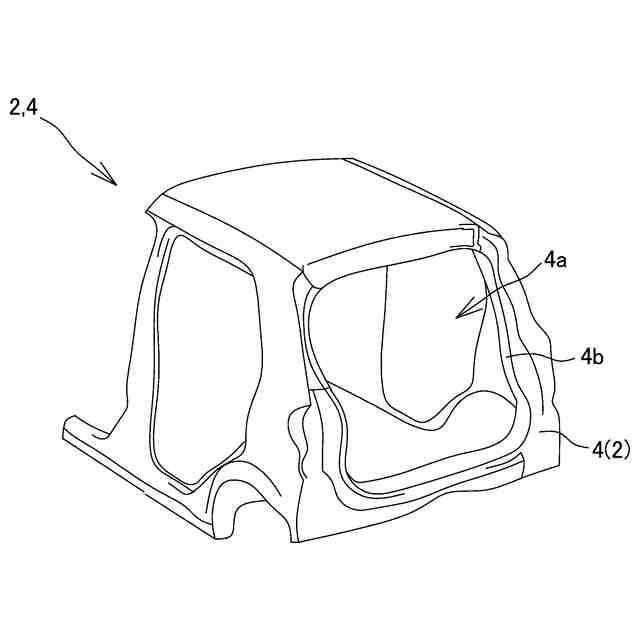
バックドアやサイドドア等が取り付けられる車両の開閉部には、風雨が車両の室内に侵入することを防ぐため、あるいは、騒音を低減すること等を目的として、ボデー本体の開口周部に帯状のシール部材(ウェザーストリップゴム)が取り付けられている。また、ボデー本体側のシール面と、ドア等の相手部材のシール面との隙間(シール面間)は、ウェザーストリップゴムのシール性を確保するために、適切な離間距離を設ける必要がある。
【0003】
シール面間の距離(シール面間距離)を適切に設定するため、開閉部の周部に対し、複数箇所においてシール面間距離の測定が行われている。シール面間距離は、ボデー本体に対してドア等相手部材を閉じた状態の離間距離を測定する必要がある。また、ウェザーストリップゴムは、ボデー本体の開口周部を取り囲むように取り付けられるため、開口周部の多数の位置においてシール面間距離の測定を行う必要がある。
【0004】
シール面間は、二つの部材の離間距離である上に、ボデー本体とドアとの内部隙間であるため、ドアを閉じた状態では外部から直接視認することができない。また、例えば、ボデー本体とバックドアとのシール面間距離は、20~30ミリ程度であり、レーザー測定器やノギス等を用いて直接測定することは極めて困難である。さらに、シール面間距離は、バックドアの支持部材の反力やドアの荷重等、様々な要因によりにより設計上の距離に対して実寸値において誤差が生じる。その一方、シール面間距離は、ウェザーストリップゴムのシール性を確保するため、高い精度により実寸値を測定することが求められる。
【0005】
従来では、シール面間距離の実寸値を測定するにあたり、主に粘土やシリコン等、塑性変形可能とされた素材(以下、「粘土等」と記載する場合がある)を用いて行われていた。具体的には、先ず粘土等をこねて適当な大きさにして準備する。次いで、粘土等を細長く成型してボデー本体の開口周部に取り付け、その後ドア等の開閉を行う。そして、ボデー本体と相手側部材との間に挟まれて塑性変形した粘土等(塑性変形物)を取り出し、当該塑性変形物をシール面間の代替物として、ノギス等の測定器具を用いて測定する。一度の測定作業で開口周部の4箇所程度に粘土等を取り付けて変形させ、当該塑性変形物の所定の位置を測定する。一度の測定作業では、開口周部の50箇所程度に対して測定が行われる。このような作業を繰り返すことでシール面間の離間距離の計測作業が行われている。
【0006】
また、シール面間距離を測定する技術として、下記特許文献1には、ボディ側ターゲットボード、ドア側ターゲットボード、レーザ光照射部、ステレオカメラおよび画像処理部を有するシール面間寸法測定装置が開示されている。特許文献1のシール面間寸法測定総装置は、ボディ側およびドア側ターゲットボードのターゲットマークを用いてボディ側およびドア側のシール面の断面形状を、ドアを閉じているときと同じ状態が再現できるように正確に配置できるので、シール面間寸法を正確かつ短時間で測定できるとされている。
【先行技術文献】
【特許文献】
【0007】
特開2013-50363号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
しかしながら、特許文献1のシール面間寸法測定装置は、ボディ側の断面形状とドア側の断面形状とを、画像処理によりドアが閉じているときと同じ状態を再現しているに過ぎない。そのため、実際のボディとドアとの離間距離(シール面間寸法)では、実寸値との誤差を排除できない。さらに、特許文献1のシール面間寸法測定装置は、多数の装置を要するため、多大なコストを要する。
【0009】
また、従来の粘土等を用いたシール面間距離の測定方法では、測定工数の問題や、測定精度が安定しない等の問題がある。具体的には、従来のシール面間距離の測定方法では、測定作業の度に粘土をこねる、成型する等、粘土等を準備するための作業により工数が増大するといった問題がある。また、粘土等の反力によりバックドアがボデー本体から離間する方向に押圧され測定値に誤差が生じるなど、粘土の反力の影響を考慮して一度に多くのポイントを測定できないため何度も測定作業を繰り返す必要がある。そのため、さらに測定工数が多くなるという問題がある。
【0010】
また、従来のシール面間距離の測定方法では、塑性変形させた粘土等をシール面間の代替物としてノギスを用いて測定していたため、塑性変形させた粘土のどの部分を測定するかなど、測定する者によってバラツキが生じ、正確かつ安定して測定対象部分を測れないといった問題がある。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
微小振動検出装置
7日前
株式会社イシダ
X線検査装置
7日前
三菱電機株式会社
計測器
22日前
株式会社辰巳菱機
システム
16日前
ダイハツ工業株式会社
測定用具
今日
株式会社FRPカジ
FRP装置
18日前
株式会社東芝
センサ
7日前
アンリツ株式会社
分光器
2日前
アンリツ株式会社
分光器
2日前
TDK株式会社
磁気センサ
3日前
株式会社ヨコオ
コンタクタ
今日
TDK株式会社
ガスセンサ
10日前
大和製衡株式会社
組合せ計量装置
18日前
株式会社精工技研
光電圧プローブ
8日前
日本精工株式会社
分注装置
14日前
株式会社カワタ
サンプリング装置
11日前
学校法人立命館
液面レベルセンサ
15日前
富士レビオ株式会社
嵌合システム
21日前
本多電子株式会社
超音波ソナー装置
23日前
三菱マテリアル株式会社
温度センサ
14日前
富士電機株式会社
半導体パッケージ
24日前
国立大学法人京都大学
バイオセンサ
3日前
大陽日酸株式会社
液面センサ
3日前
株式会社イシダ
検査装置
2日前
戸田建設株式会社
測量機
14日前
大新土木株式会社
水深測量装置
2日前
三和テッキ株式会社
架線の高さ、偏位測定装置
16日前
株式会社豊田自動織機
自律走行車
8日前
株式会社ダイフク
搬送設備
7日前
THKプレシジョン株式会社
荷重測定器
今日
東ソー株式会社
クロマトグラムの形状判定方法
24日前
株式会社ヨコオ
シートコンタクタ
2日前
株式会社レイマック
3次元形状計測方法
4日前
トヨタ自動車株式会社
データの補正方法
23日前
株式会社エイアンドティー
電解質分析装置
14日前
本田技研工業株式会社
位置推定装置
10日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ