TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025142363
公報種別
公開特許公報(A)
公開日
2025-09-30
出願番号
2025128414,2022086852
出願日
2025-07-31,2022-05-27
発明の名称
摩擦攪拌接合用工具
出願人
株式会社神戸製鋼所
代理人
弁理士法人栄光事務所
主分類
B23K
20/12 20060101AFI20250919BHJP(工作機械;他に分類されない金属加工)
要約
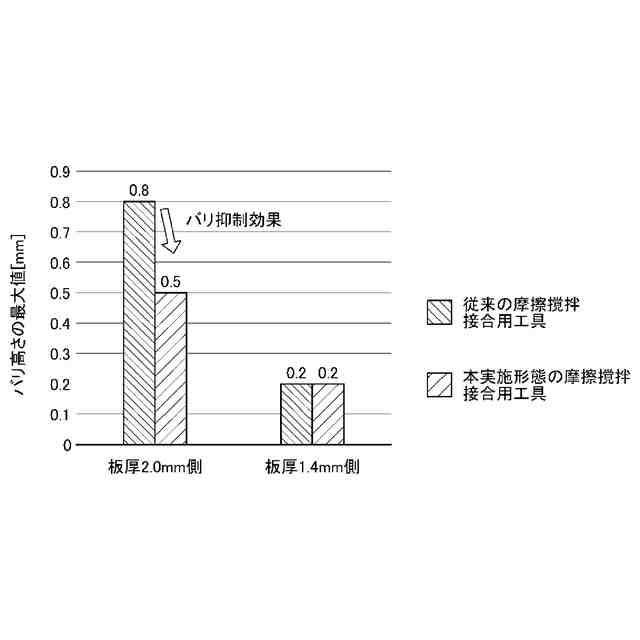
【課題】接合部におけるバリの発生、特にバリの高さを効果的に抑制して健全な接合部を形成し、後工程での負担を軽減することができる摩擦攪拌接合用工具を提供する。
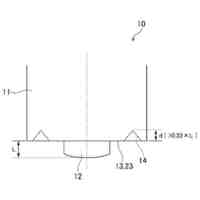
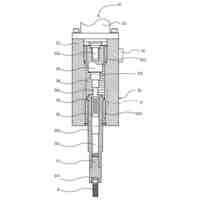
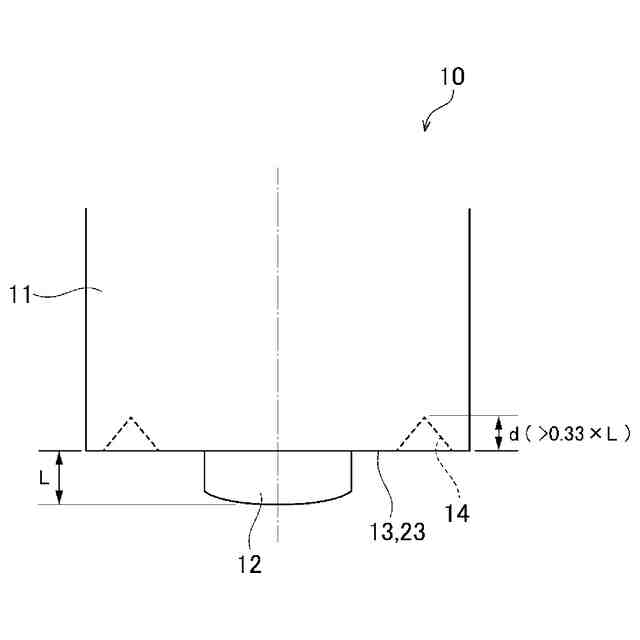
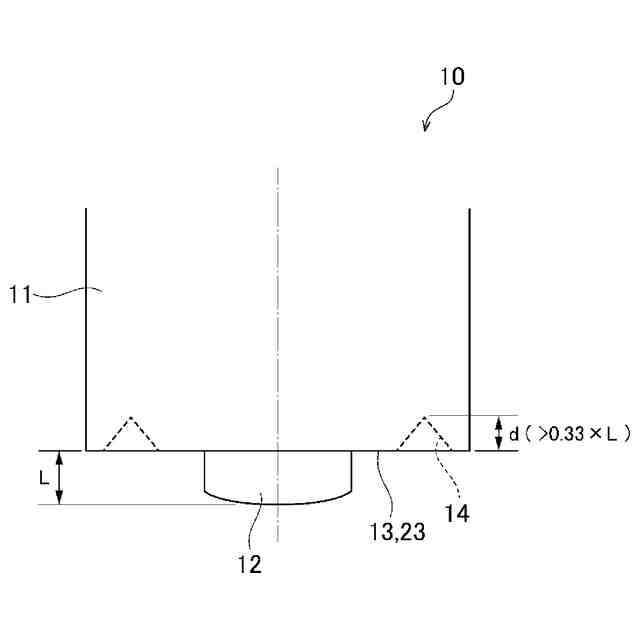
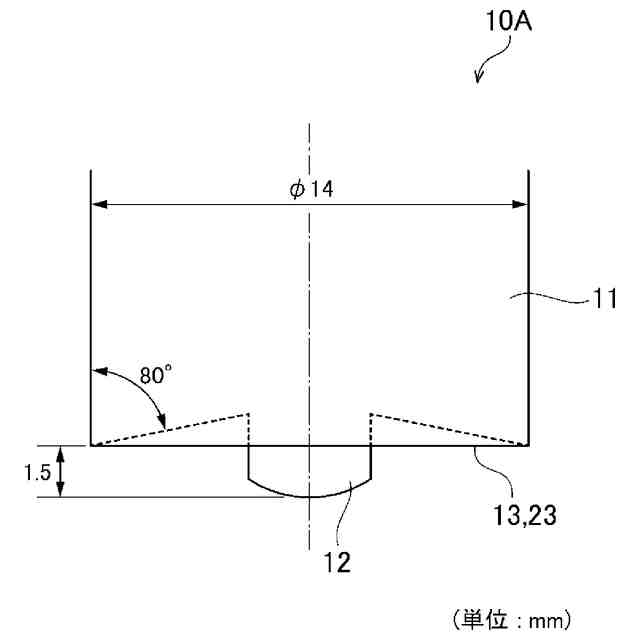
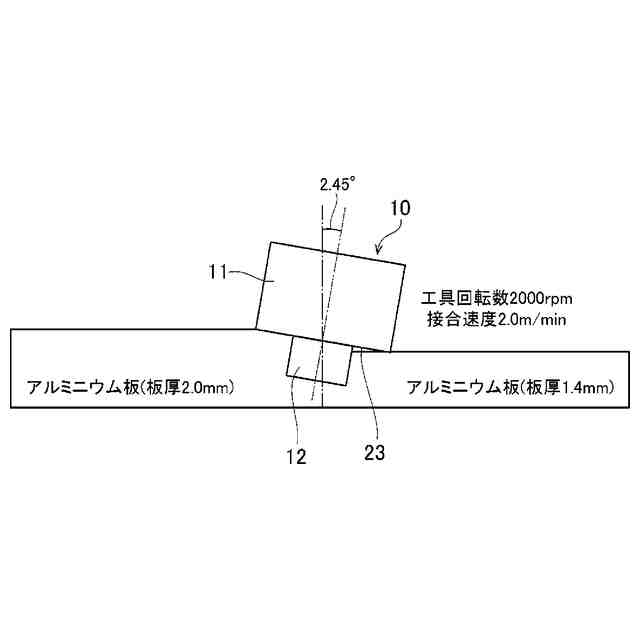
【解決手段】摩擦攪拌接合用工具10は、本体部11と、プローブ12と、ショルダー部23と、プローブ12の周りに形成された周溝14を備える。周溝14の溝深さをd、プローブ12の軸方向長さをLとしたとき、d>0.33×Lである。
【選択図】図1
特許請求の範囲
【請求項1】
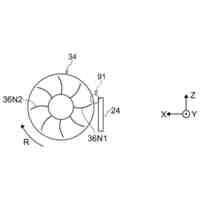
柱状の本体部と、前記本体部におけるショルダー部から軸方向に突設されたプローブとを備え、被接合材に前記プローブの先端を回転させつつ押し当てることにより摩擦熱を発生させて、前記被接合材を接合する摩擦撹拌接合用工具であって、
前記ショルダー部は、前記プローブの周方向外側に周溝を備え、
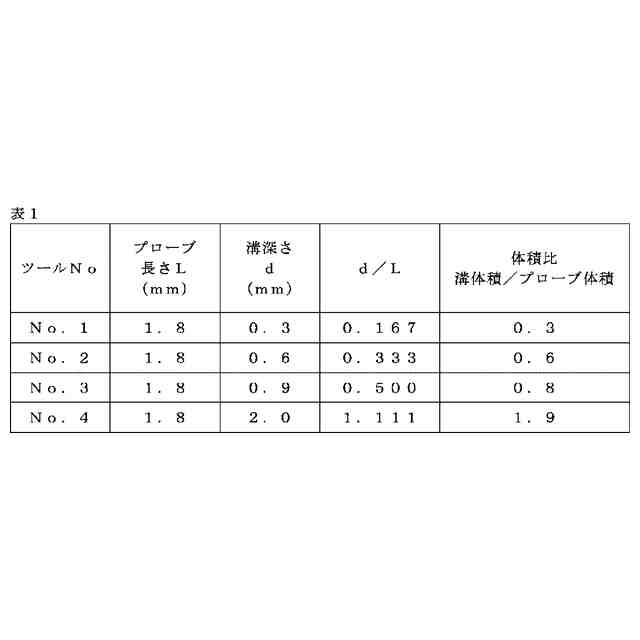
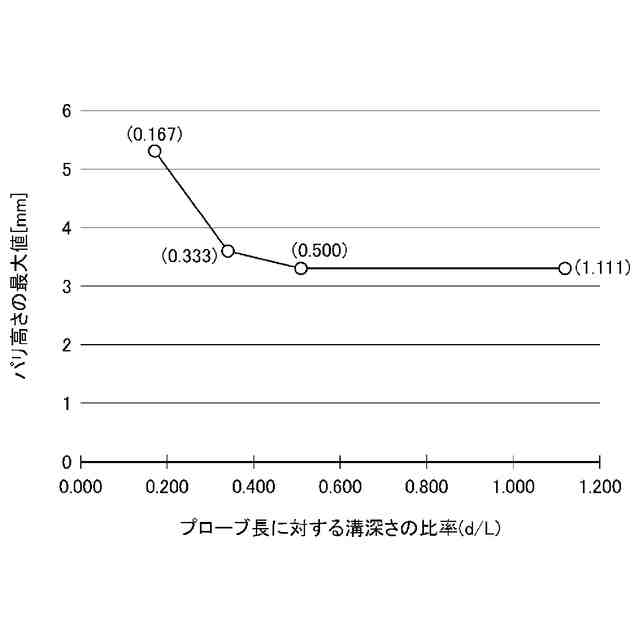
前記ショルダー部の表面からの前記周溝の溝深さをdとし、前記プローブの軸方向長さをLとしたとき、d>0.33×Lであり、
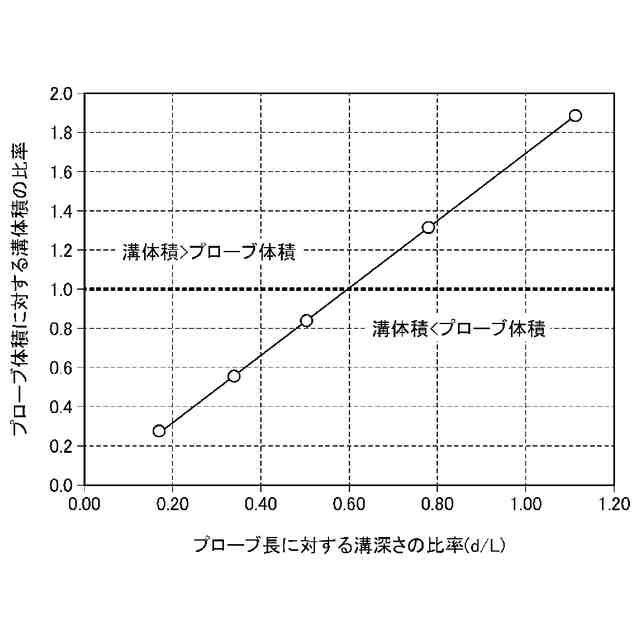
前記周溝の体積をAとし、前記プローブの体積をBとしたとき、0.6≦A/Bである、摩擦攪拌接合用工具。
続きを表示(約 54 文字)
【請求項2】
前記ショルダー部の表面は、平面状である、請求項1に記載の摩擦攪拌接合用工具。
発明の詳細な説明
【技術分野】
【0001】
本発明は、プローブの回転による摩擦熱を利用して被接合材を接合するための摩擦攪拌接合用工具に関する。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
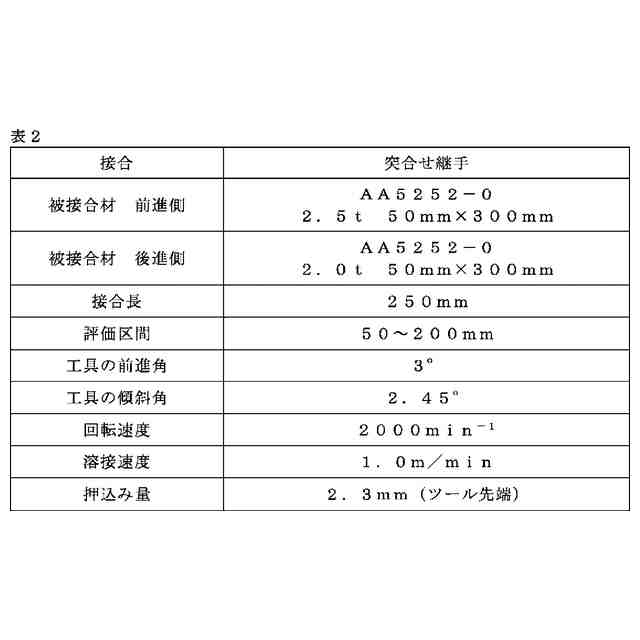
摩擦撹拌接合(FSW:Friction Stir Welding)とは、工具の先端に設けられたプローブを回転させつつ、プローブの先端面を被接合材の突合せ部に押し当て、プローブを被接合材に圧入した状態で突合せ部に沿って移動させ、摩擦熱と撹拌により被接合材を接合する方法である。
【0003】
摩擦撹拌接合では、アルミニウムなどの流動性の高い材料を被接合材とした場合には、良好な接合が得られるものの、プローブの差し込み深さや、接合される被接合材の寸法精度等により突き合わせ接合面にバリが形成される場合がある。すなわち、プローブを回転させながら被接合材に押し付けることで、プローブの外側に流出した材料がバリとなる。摩擦攪拌接合で発生するバリは、小さければブラッシング等で除去することが可能であるが、大きなバリになると切削等で削除する必要があり、後工程におけるバリ除去が難しくなる。
【0004】
このような問題に関し、特許文献1には、摩擦攪拌接合用治具の周溝の内側直径をr、治具本体の直径をR、周溝の溝幅をW、周溝の溝深さをd、プローブ長さをLとしたとき、0.5R≦r≦0.95R、0.025R≦W≦0.25R、0.01L≦d≦0.33Lの各条件を満足するように構成して、バリの発生を抑制するようにした摩擦攪拌接合用治具が開示されている。
【先行技術文献】
【特許文献】
【0005】
特許第3283439号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、特許文献1に記載の摩擦攪拌接合用治具を用いた接合では、必ずしもバリの抑制効果が十分ではなく、さらなる改善が望まれていた。
【0007】
本発明は、前述した課題に鑑みてなされたものであり、その目的は、接合部におけるバリの発生、特にバリの高さを効果的に抑制して健全な接合部を形成し、後工程での負担を軽減することができる摩擦攪拌接合用工具を提供することにある。
【課題を解決するための手段】
【0008】
本発明の上記目的は、摩擦攪拌接合用工具に係る下記の構成により達成される。
【0009】
柱状の本体部と、前記本体部におけるショルダー部から軸方向に突設されたプローブとを備え、被接合材に前記プローブの先端を回転させつつ押し当てることにより摩擦熱を発生させて、前記被接合材を接合する摩擦撹拌接合用工具であって、
前記ショルダー部は、前記プローブの周方向外側に周溝を備え、
前記ショルダー部の表面からの前記周溝の溝深さをdとし、前記プローブの軸方向長さをLとしたとき、d>0.33×Lである、摩擦攪拌接合用工具。
【発明の効果】
【0010】
本発明の摩擦攪拌接合用工具によれば、接合部におけるバリの発生、特にバリの高さを効果的に抑制することができ、健全な接合部を形成して後工程での負担を軽減できる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社神戸製鋼所
密閉式混練機
1日前
株式会社神戸製鋼所
残留応力推定方法
1日前
株式会社神戸製鋼所
Ni基合金フラックス入りワイヤ
1日前
株式会社神戸製鋼所
圧延機の板厚制御方法、および、圧延機板厚制御装置
1日前
株式会社神戸製鋼所
摩擦攪拌接合用工具
今日
個人
フライス盤
20日前
日東精工株式会社
ねじ締め機
20日前
日東精工株式会社
ねじ締め機
4か月前
日東精工株式会社
ねじ締め機
1か月前
株式会社北川鉄工所
回転装置
3か月前
株式会社ダイヘン
溶接電源装置
2か月前
株式会社ダイヘン
溶接電源装置
1か月前
日東精工株式会社
ねじ締め装置
3か月前
日東精工株式会社
ねじ締め装置
11日前
株式会社ダイヘン
溶接電源装置
2か月前
株式会社FUJI
工作機械
3か月前
株式会社FUJI
工作機械
2か月前
個人
切削油供給装置
1か月前
キヤノン電子株式会社
加工システム
1か月前
個人
型枠製造装置のフレーム
1日前
株式会社アンド
半田付け方法
22日前
村田機械株式会社
レーザ加工機
4か月前
村田機械株式会社
レーザ加工機
4か月前
大見工業株式会社
ドリル
2か月前
株式会社ツガミ
工作機械
28日前
株式会社トヨコー
被膜除去方法
4か月前
株式会社不二越
ブローチ盤
11日前
住友重機械工業株式会社
加工装置
2か月前
株式会社不二越
ブローチ盤
1か月前
トヨタ自動車株式会社
溶接ヘッド
3か月前
津田駒工業株式会社
センタリングバイス
1か月前
株式会社ダイヘン
溶接装置
2か月前
有限会社 ナプラ
ソルダペースト
2か月前
トヨタ自動車株式会社
溶接マスク
3か月前
トヨタ自動車株式会社
溶接ヘッド
3か月前
株式会社ダイヘン
溶接装置
2か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ