TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025140610
公報種別
公開特許公報(A)
公開日
2025-09-29
出願番号
2024040124
出願日
2024-03-14
発明の名称
密閉式混練機
出願人
株式会社神戸製鋼所
代理人
弁理士法人三協国際特許事務所
主分類
B29B
7/28 20060101AFI20250919BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
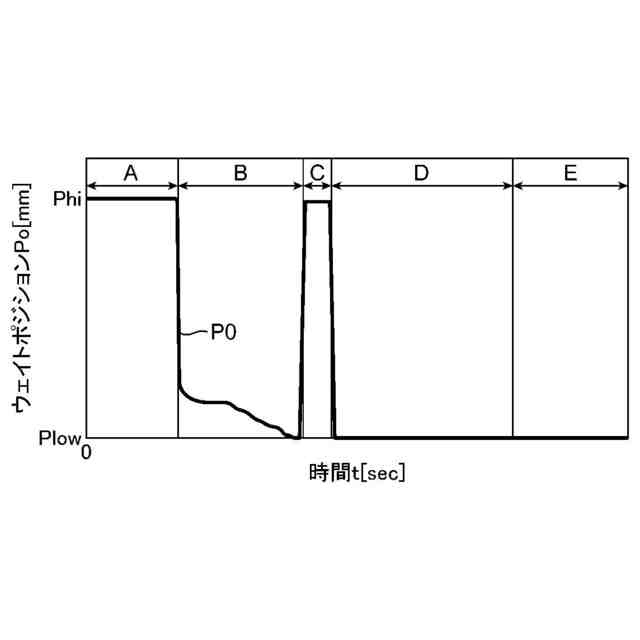
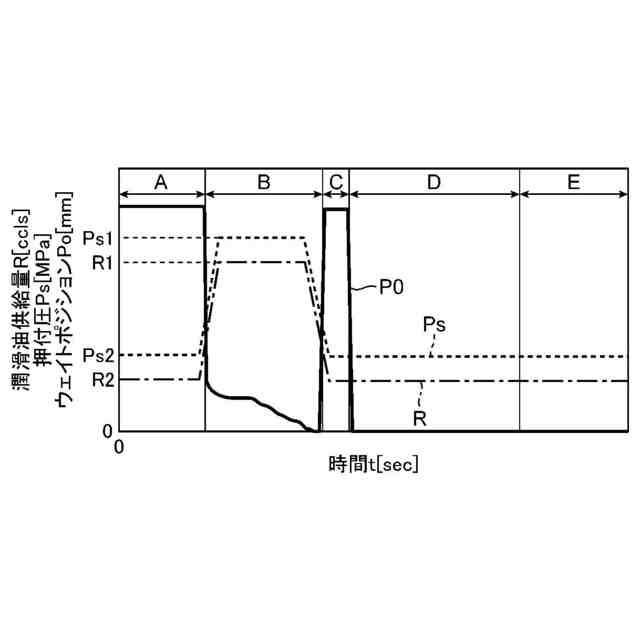
【課題】漏出防止部の摩耗を低減しつつ、当該漏出防止部に供給される潤滑油の供給量を低減できる、密閉式混練機を提供する。
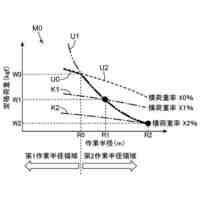
【解決手段】漏出防止部100から被混練物が漏出しやすい材料取込期間において、漏出防止部100に供給する潤滑油の供給量Rを増加させるため、漏出防止部100からの被混練物の漏出を抑制しつつ漏出防止部の摩耗を低減することができる。また、材料取込期間以外の期間は、材料取込期間に比べて被混練物が漏出しにくいため、この期間において漏出防止部100に供給する潤滑油の供給量Rを少なくすることで、潤滑油の供給量Rを低減することができる。
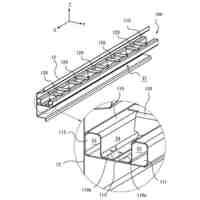
【選択図】図6
特許請求の範囲
【請求項1】
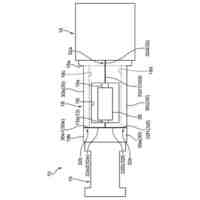
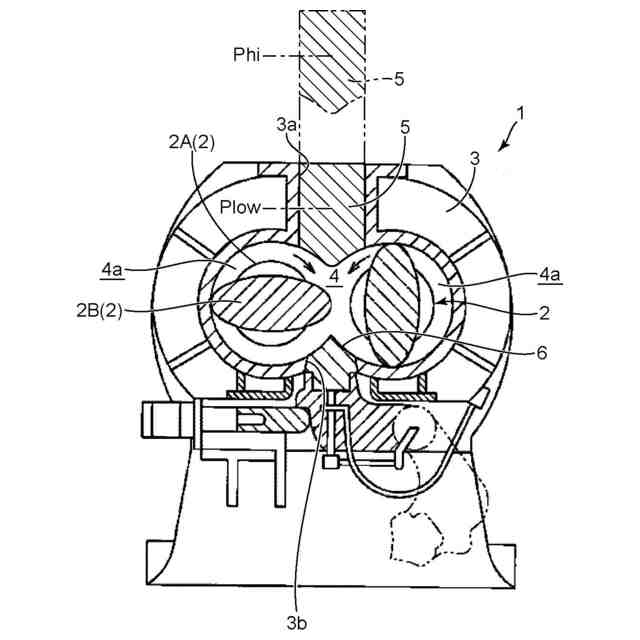
被混練物を収容するチャンバを内部に有するケーシングと、
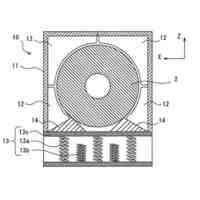
前記チャンバの外部に延びるロータ軸部と前記チャンバの内部に配置される混練翼部とを含み、回転することで前記被混練物を前記チャンバ内で混練する混練ロータと、
前記ケーシングに昇降可能に設けられ、前記チャンバに投入された前記被混練物を押し込むウェイトと、
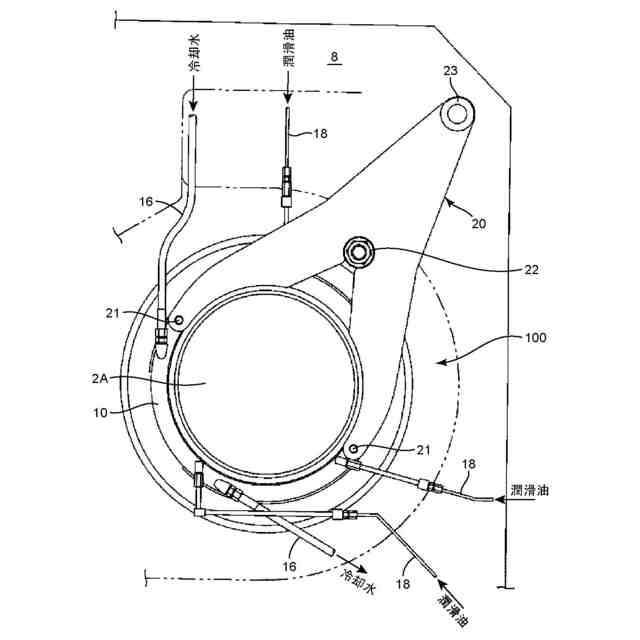
前記チャンバ内の前記被混練物が前記チャンバの外部に漏出することを防止する漏出防止部と、
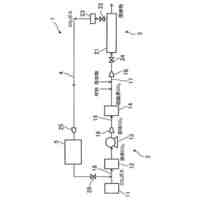
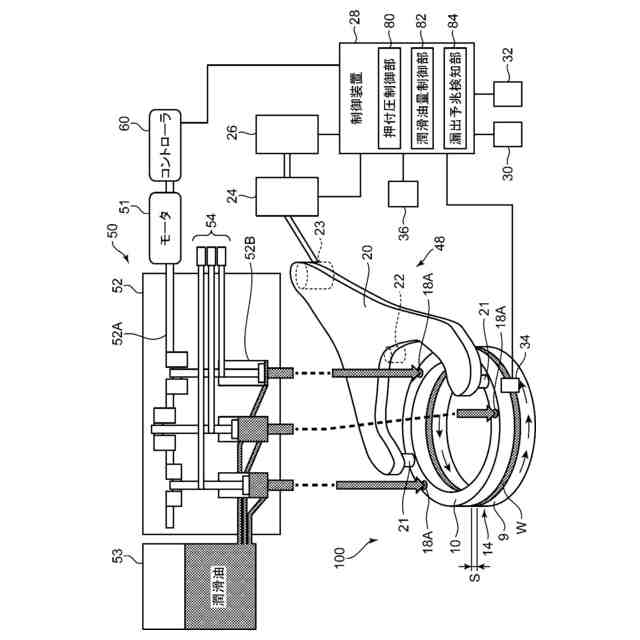
前記漏出防止部に潤滑油を供給する潤滑油供給機構と、を備え、
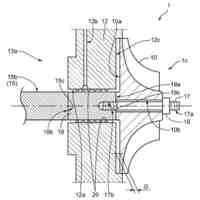
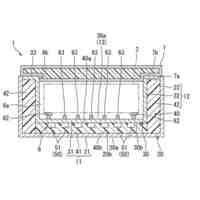
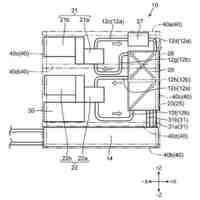
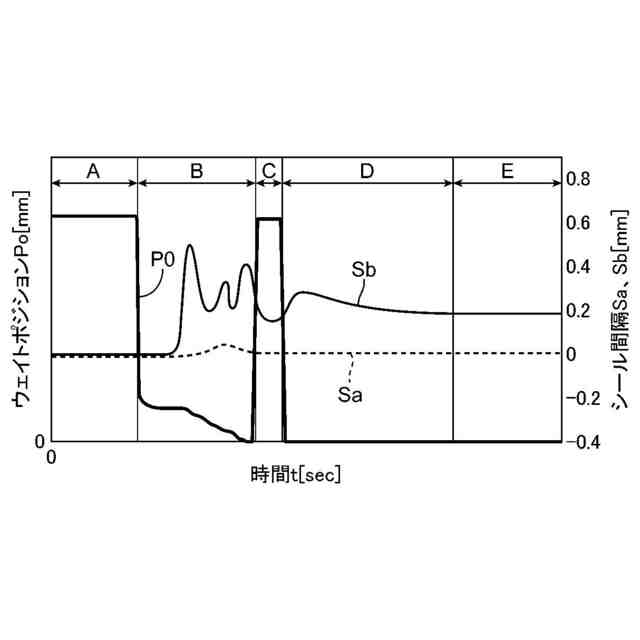
前記漏出防止部は、前記ロータ軸部を囲むように前記ケーシングに取り付けられた固定側シール部材と、前記固定側シール部材に対向するように前記ロータ軸部に取り付けられ、前記固定側シール部材に対して摺動しながら回転可能な回転側シール部材と、を含み、
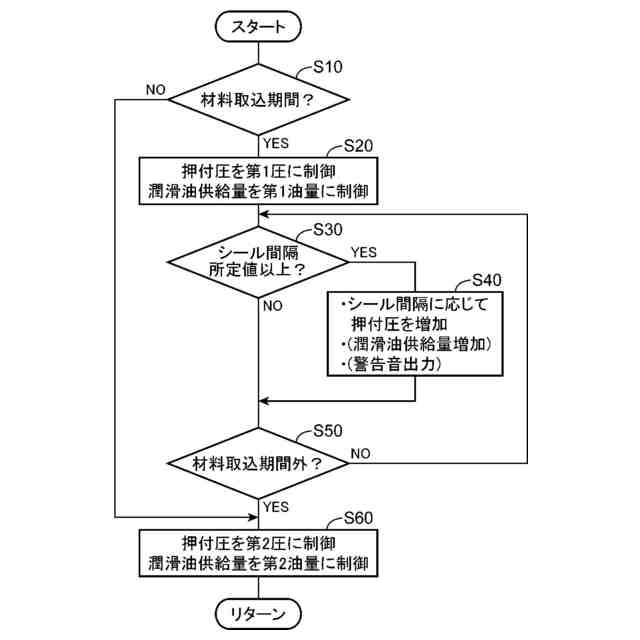
前記潤滑油供給機構は、前記被混練物を前記チャンバの内部に取り込む材料取込期間において、前記漏出防止部に供給する潤滑油の供給量を増加させる、密閉式混練機。
続きを表示(約 720 文字)
【請求項2】
前記材料取込期間において、前記固定側シール部材と前記回転側シール部材との間に加える圧力を増加させるシール加圧機構を、さらに備える、請求項1に記載の密閉式混練機。
【請求項3】
前記材料取込期間は、前記被混練物を前記チャンバに投入後、前記ウェイトが所定の下限位置に到達するまでの間のうち、前記ウェイトが前記被混練物を押し込む期間の少なくとも一部を含む、請求項1または2に記載の密閉式混練機。
【請求項4】
前記固定側シール部材と前記回転側シール部材との間のシール間隔を測定するシール間隔測定部と、前記シール間隔測定部が測定した前記シール間隔が所定値以上になった際に警告を出す材料漏れ警告部をさらに備える、請求項1または2に記載の密閉式混練機。
【請求項5】
前記固定側シール部材と前記回転側シール部材との間のシール間隔を測定するシール間隔測定部をさらに備え、
前記シール間隔測定部が測定した前記シール間隔が所定値以上になった際に、前記シール加圧機構は、前記固定側シール部材と前記回転側シール部材との間に加える圧力をさらに増加する、請求項2に記載の密閉式混練機。
【請求項6】
前記シール加圧機構は、前記固定側シール部材を前記回転側シール部材に向かって押し付ける押付部を有し、
前記潤滑油供給機構は、前記固定側シール部材を貫通し、前記固定側シール部材と前記回転側シール部材との間に潤滑油を供給する注油口を有し、
前記注油口は、前記固定側シール部材のうち前記押付部よって押圧される部位付近に形成されている、請求項2に記載の密閉式混練機。
発明の詳細な説明
【技術分野】
【0001】
本開示は、密閉式混練機の漏出防止部に供給される潤滑油の供給に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
ゴム、プラスチックなどの被混練物を各種添加剤とともに混練する密閉式混練機が知られている。特許文献1には、このような密閉式混練機として、チャンバと、一対の混練ロータとを、有するものが開示されている。チャンバは、混練室を形成し、一対の混練ロータは、混練室に並んで配置されて回転する。一対の混練ロータとチャンバとの間で被混練物にせん断力が付与され、前記被混練物が混練される。
【0003】
また、特許文献1に記載された技術では、混練ロータとチャンバとの間の漏出防止部(シール部ともいう)に潤滑油を供給する潤滑油供給機構を備え、被混練物の混練中に漏出防止部の温度を測定し、測定された温度に基づいて潤滑油の供給量を調整している。
【0004】
また、特許文献2に記載された技術では、混練ロータとチャンバとの間の漏出防止部に潤滑油を供給する潤滑油供給装置を備え、漏出防止部に供給される潤滑油の供給量を、混練ロータの回転数に応じて調整している。
【0005】
また、特許文献3に記載された技術では、混練ロータと一体に回転する回転側シール部材と、混練ロータのロータ軸を回転自在に貫挿するリング状の固定側シール部材と、を備え、固定側シール部材と回転側シール部材との間に潤滑油を供給する潤滑油供給機構をさらに備えている。
【0006】
また、特許文献4に記載された技術では、混練ロータとチャンバとの間の漏出防止部に潤滑油を供給する潤滑油供給機構を備え、チャンバから被混練物を取り出した待機モード中は、チャンバ内に被混練物がある場合に比べて、潤滑供給機構から供給される潤滑油の供給量を少なくしている。
【先行技術文献】
【特許文献】
【0007】
特開2021-98316号公報
特許第6526439号
特許第5356045号
特開2016-78297号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
上記特許文献1~特許文献4に記載の混練機は、何れも混練ロータとチャンバとの間の漏出防止部に潤滑油を供給することで、漏出防止部の摩耗を抑制している。ところで、環境や運用コストの観点から、漏出防止部に供給される潤滑油の供給量を少なくすることが望ましい。これに対して、例えば特許文献1に記載の技術では、漏出防止部に常に一定の押付圧がかかるため、押付圧が必要ない条件のときでも漏出防止部の摩耗を抑制するために所定量以上の潤滑油を供給し続ける必要がある。また、特許文献2に記載の技術では、混練ロータの最大回転数の50%に到達するまでの期間に潤滑油の供給量を低減することは記載されているものの、被混練物を混練する一連の混練工程の中で潤滑油の供給量を低減することについて何ら考慮されていない。また、特許文献4には、チャンバから被混練物を取り出した待機モード中に潤滑油の供給量を低減することが記載されているものの、被混練物を混練する一連の混練工程の中で潤滑油の供給量を低減することについて何ら考慮されていない。なお、特許文献3には、潤滑油の供給量を調整することについて何ら記載されていない。
【0009】
本発明の目的は、漏出防止部の摩耗を低減しつつ当該漏出防止部に供給される潤滑油の供給量を低減できる、密閉式混練機を提供することにある。
【課題を解決するための手段】
【0010】
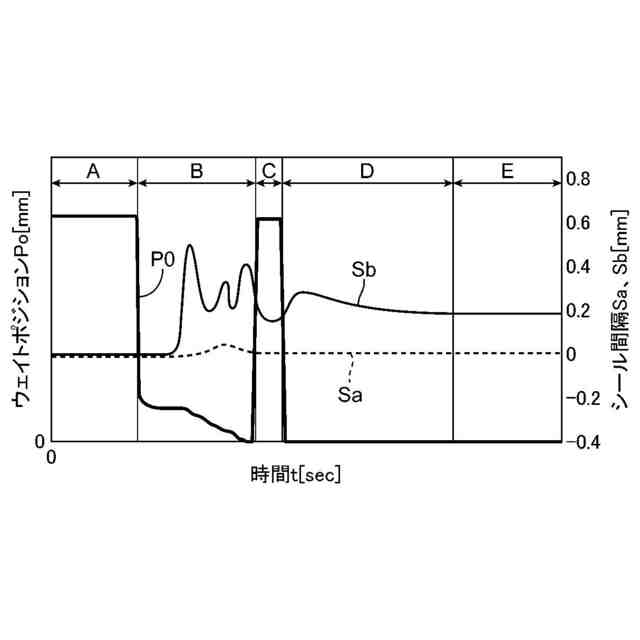
本発明者らは、上記課題に対して鋭意検討を行い、被混練物をチャンバの内部に取り込む材料取込期間は、被混練物の混練工程における他の期間に比べて漏出防止部から被混練物が漏出しやすい一方で、材料取込期間以外の他の期間は、被混練物が漏出防止部から漏出しにくく潤滑油の供給量が少なくても済むことを発見し、本発明に至った。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社神戸製鋼所
混練装置
1か月前
株式会社神戸製鋼所
混合装置
1か月前
株式会社神戸製鋼所
銅合金板
1か月前
株式会社神戸製鋼所
回転機械
27日前
株式会社神戸製鋼所
輸送機構
18日前
株式会社神戸製鋼所
温調ケース
19日前
株式会社神戸製鋼所
遠心圧縮機
4日前
株式会社神戸製鋼所
密閉式混練機
今日
株式会社神戸製鋼所
連続式押出機
4日前
株式会社神戸製鋼所
冷却システム
1か月前
株式会社神戸製鋼所
冷却システム
1か月前
株式会社神戸製鋼所
アーク溶接方法
4日前
株式会社神戸製鋼所
残留応力推定方法
今日
株式会社神戸製鋼所
溶銑の予備処理方法
12日前
株式会社神戸製鋼所
太陽光集熱システム
1か月前
株式会社神戸製鋼所
カルシウム抽出方法
21日前
株式会社神戸製鋼所
サイドシル補強構造
1か月前
株式会社神戸製鋼所
導電材料およびその製造方法
20日前
株式会社神戸製鋼所
防カビ性塗膜、部材および製品
1か月前
株式会社神戸製鋼所
Ni基合金フラックス入りワイヤ
今日
株式会社神戸製鋼所
クレーンの制御装置及びクレーン
1か月前
株式会社神戸製鋼所
コイル用パレット及びコイル固定方法
1か月前
株式会社神戸製鋼所
中空構造体及び中空構造体の製造方法
1か月前
株式会社神戸製鋼所
軟磁性線材および軟磁性棒鋼ならびに軟磁性部品
26日前
株式会社神戸製鋼所
カバー付きインペラ、遠心圧縮機およびタービン
1か月前
株式会社神戸製鋼所
溶接用ワイヤ、溶接方法及び溶接金属の製造方法
10日前
株式会社神戸製鋼所
圧延機の板厚制御方法、および、圧延機板厚制御装置
今日
株式会社神戸製鋼所
押出部材、押出部材の製造方法及び構造体の製造方法
1か月前
株式会社神戸製鋼所
アルミニウム合金材の製造方法及びクラッド材の製造方法
1か月前
株式会社神戸製鋼所
金型製作支援システム、金型製作支援方法、及びプログラム
4日前
株式会社神戸製鋼所
二酸化炭素排出量演算システム、該方法および該プログラム
12日前
株式会社神戸製鋼所
回転工具、回転工具の位置姿勢算出方法及び回転工具の位置姿勢算出システム
27日前
株式会社神戸製鋼所
炭素酸化物の還元方法、鉄鋼の製造方法、炭素酸化物の還元装置、及び鉄鋼の製造装置
26日前
株式会社神戸製鋼所
磁気ディスク用アルミニウム合金板、磁気ディスク用アルミニウム合金ブランク、及び磁気ディスク用アルミニウム合金サブストレート
1か月前
株式会社神戸製鋼所
磁気ディスク用アルミニウム合金板、磁気ディスク用アルミニウム合金ブランク、及び磁気ディスク用アルミニウム合金サブストレート
1か月前
個人
気泡緩衝材減容装置
5日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ