TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025143092
公報種別
公開特許公報(A)
公開日
2025-10-01
出願番号
2024042831
出願日
2024-03-18
発明の名称
焼成炉
出願人
ノリタケ株式会社
,
株式会社ノリタケTCF
代理人
個人
,
個人
主分類
F27B
9/30 20060101AFI20250924BHJP(炉,キルン,窯;レトルト)
要約
【課題】焼成炉の内部の変形、破損を防止する。
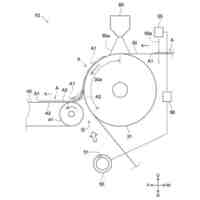
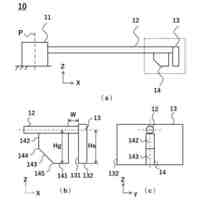
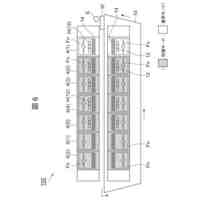
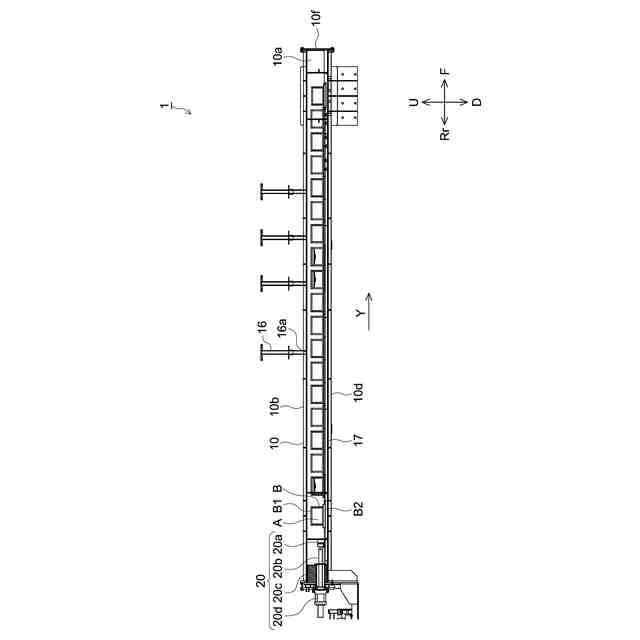
【解決手段】ここで開示される焼成炉1は、マッフル10と、搬入路30と、搬出路40と、メインプッシャー20と、搬出プッシャー45とを有している。焼成炉1は、架台50に載置されている。搬入路30は、マッフルの第1端部10e側に設けられている。搬出路40は、マッフルの第2端部10f側に設けられている。この焼成炉1は、マッフルの第2端部10fと、搬出路40と、搬出プッシャー45とが、架台50に対して固定的に配置されている。これに対し、マッフルの第1端部10eと、搬入路30と、搬入プッシャーとが、架台50に対してマッフル10の長さ方向に可動に配置されている。
【選択図】図1
特許請求の範囲
【請求項1】
直線に沿ったトンネル状のマッフルと、
前記マッフルが載せられる架台と、
前記マッフルの第1端部に設けられ、前記マッフルの長さ方向に沿って、被処理物を押し込むメインプッシャーと、
前記マッフルの前記第1端部において、前記マッフルの長さ方向に交差するように繋がった搬入路と、
前記搬入路を通じて前記マッフル内に前記被処理物を押し込む搬入プッシャーと、
前記マッフルの第2端部において、前記マッフルの長さ方向に交差するように繋がった搬出路と、
前記マッフルの前記第2端部に設けられ、前記搬出路に向けて被処理物を押し出す搬出プッシャーと、
を備え、
前記マッフルの前記第2端部と、前記搬出路と、前記搬出プッシャーは、前記架台に対して固定的に配置されており、
前記マッフルの前記第1端部と、前記搬入路と、前記搬入プッシャーは、前記架台に対して前記マッフルの長さ方向に可動に配置されている、
焼成炉。
続きを表示(約 250 文字)
【請求項2】
前記マッフルは、搬送レールを備えている、請求項1に記載の焼成炉。
【請求項3】
前記搬入路には、第1置換室が設けられており、
前記搬出路には、第2置換室が設けられており、
前記第1置換室は、架台に対して前記マッフルの長さ方向に可動に配置され、
前記第2置換室は、架台に対して固定的に配置されている、請求項1に記載の焼成炉。
【請求項4】
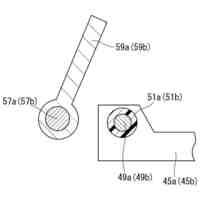
前記第1置換室を載置する架台には、フリーローラが設けられている、請求項3に記載の焼成炉。
発明の詳細な説明
【技術分野】
【0001】
本開示は、焼成炉に関する。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
国際公開2013/065556号には、窒化ホウ素粉末の連続的製造方法が開示されている。かかる製造方法に用いられる高温連続反応炉として、グラファイト製ヒータとグラファイト製マッフル型トンネルとを有するプッシャー式トンネル炉が開示されている。該プッシャー式トンネル炉は、中心部分が1550℃~2400℃に保たれ、内部は高純度窒素で充満されている。
【0003】
特開2023-148905号公報には、処理物が搬送される搬送空間を隔離するトンネル状のマッフル炉が開示されている。かかるマッフル炉は、プッシャー炉であるため、処理物が押されながら進む。マッフル炉は、搬入部と、搬送部と、搬送用プッシャーと、搬出用プッシャーとを有している。搬送用プッシャーは、マッフル炉内の搬送部の処理物を前方に向けて押し出す。搬出用プッシャーは、マッフル炉内の搬送部の処理物を搬出部に向けて押し出す。また、マッフル炉は、搬送空間を搬送方向に沿って仕切る仕切りを有している。このマッフル炉では、マッフル内の温度を410℃から800℃まで段階的に上昇させることができる。
【先行技術文献】
【特許文献】
【0004】
国際公開2013/065556号
特開2023-148905号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
焼成炉では、高温加熱によってマッフルが熱膨張する。熱膨張による影響は、マッフルの長さ方向(すなわち、搬送方向)に特に顕著に表れる。本開示は、マッフルの熱膨張による影響(歪み)を小さく抑えうる焼成炉の新規構造を提案するものである。
【0006】
ここで開示される焼成炉の一態様は、直線に沿ったトンネル状のマッフルと、前記マッフルが載せられる架台とを有している。前記マッフルの第1端部には、前記マッフルの長さ方向に沿って、被処理物を押し込むメインプッシャーと、前記マッフルの前記第1端部において、前記マッフルの長さ方向に交差するようにつながった搬入路と、前記搬入路を通じて前記マッフル内に前記被処理物を押し込む搬入プッシャーとが設けられている。前記マッフルの第2端部には、前記マッフルの長さ方向に交差するように繋がった搬出路と、記マッフルの前記第2端部に設けられ、前記搬出路に向けて被処理物を押し出す搬出プッシャーとを備えている。前記マッフルの前記第2端部と、前記搬出路と、前記搬出プッシャーは、前記架台に対して固定的に配置されており、前記マッフルの前記第1端部と、前記搬入路と、前記搬入プッシャーは、前記架台に対して前記マッフルの長さ方向に可動に配置されている。
【0007】
かかる焼成炉によれば、マッフルの長さ方向における搬出口側が固定されており、搬入口側が可動となっている。かかる結果は、マッフルの熱膨張による影響(歪み)を小さく抑えることができる。
【図面の簡単な説明】
【0008】
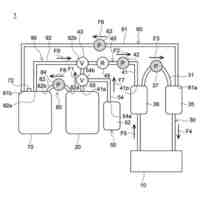
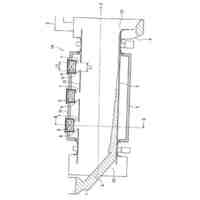
図1は、焼成炉1の模式的な平面図である。
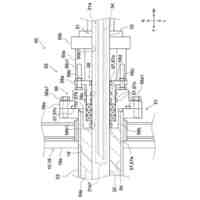
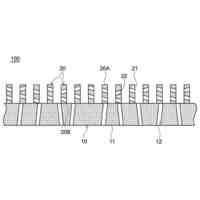
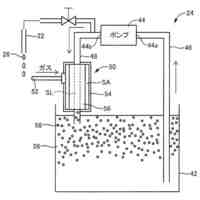
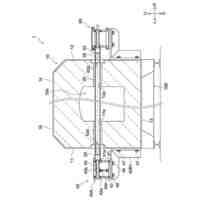
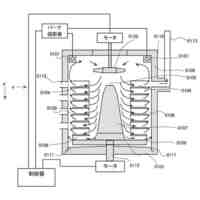
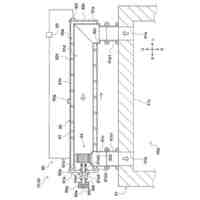
図2は、マッフル10の縦断側面図である。
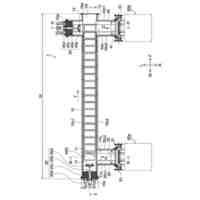
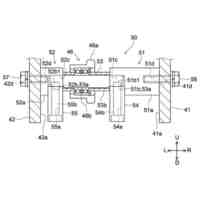
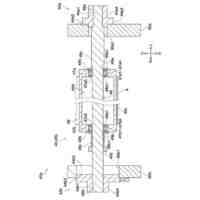
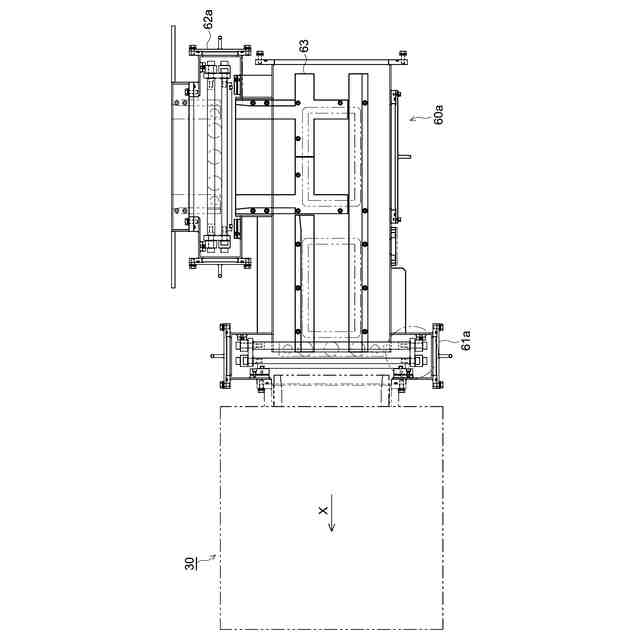
図3は、搬入路30の縦断側面図である。
図4は、搬出路40の縦断側面図である。
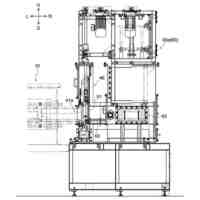
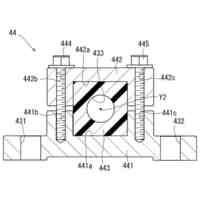
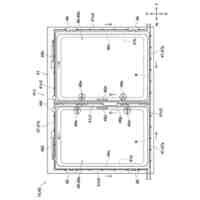
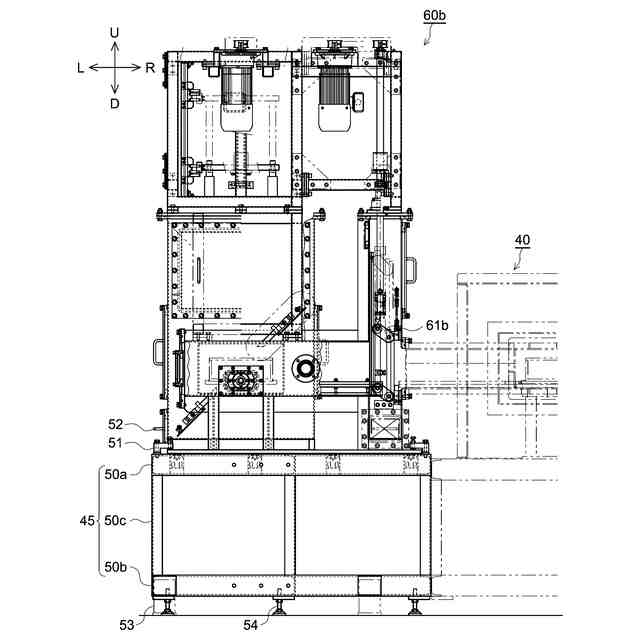
図5は、焼成炉1を載置する架台50の構成を模式的に示した図である。
図6は、第1置換室60aの模式図である。
図7は、第1置換室60aの模式的な平面図である。
図8は、第2置換室60bの模式図である。
【発明を実施するための形態】
【0009】
<用語の定義>
以下、本開示における実施形態の1つについて、図面を参照しつつ詳細に説明する。なお、以下の図面において、同じ作用を奏する部材・部位には同じ符号を付して説明している。また、各図における寸法関係(長さ、幅、厚み等)は実際の寸法関係を反映するものではない。上、下、左、右、前、後の向きは、図中の、U、D、L、R、F、Rrの矢印でそれぞれ表されている。ここで、上、下、左、右、前、後の向きは、説明の便宜上、定められているに過ぎず、特に言及されない限りにおいて本願発明を限定しない。
【0010】
図1は、焼成炉1の模式的な平面図である。図2は、マッフル10の縦断側面図である。図1では、ここで開示される一態様の焼成炉1の大まかな構成が分かるように、マッフル10の内部を露出させた状態で、焼成炉1を上から見た模式的な平面図が図示されている。図2では、マッフル10内の被処理物Aの搬送状態が分かるように、マッフル10の搬送方向Yに沿って縦断したII-II断面図(図1参照)が模式的に図示されている。図1及び図2では、シール部材以外のハッチングは適宜省略されている。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
ノリタケ株式会社
焼成炉
1日前
ノリタケ株式会社
焼成炉
1日前
ノリタケ株式会社
焼成炉
1日前
ノリタケ株式会社
熱処理設備
1か月前
ノリタケ株式会社
金ペースト
3日前
ノリタケ株式会社
熱処理装置
1か月前
ノリタケ株式会社
熱処理設備
1か月前
ノリタケ株式会社
ガス吸収シート
14日前
ノリタケ株式会社
インクジェットインク
1か月前
ノリタケ株式会社
砥粒内包型高強度研磨パッド
3日前
ノリタケ株式会社
シリコンウエーハの研磨方法
1か月前
ノリタケ株式会社
導電性インク用インクジェット装置
15日前
ノリタケ株式会社
冷却装置およびそれを備えた熱処理装置
13日前
ノリタケ株式会社
導電ペーストおよび導電ペーストの製造方法
27日前
ノリタケ株式会社
タンパク質吸着方法、タンパク質精製方法、ならびにタンパク質精製装置
13日前
東邦チタニウム株式会社
ニッケル含有粒子、ニッケル含有粒子の製造方法及び、スラリー
23日前
ノリタケ株式会社
タンパク質吸着方法、タンパク質精製方法、ならびにタンパク質精製装置
13日前
ノリタケ株式会社
ビトリファイド砥石の製造方法、それに用いる砥材、および、ビトリファイド砥石
1か月前
株式会社サンコー
浸漬ヒーター
14日前
東京窯業株式会社
セッター
4か月前
中外炉工業株式会社
熱処理炉
3日前
株式会社プロテリアル
スラグ除滓装置
9か月前
中外炉工業株式会社
処理炉
3か月前
ノリタケ株式会社
連続加熱炉
5か月前
ノリタケ株式会社
熱処理装置
2か月前
ノリタケ株式会社
連続加熱炉
5か月前
ノリタケ株式会社
サヤ
3か月前
ファーネス重工株式会社
熱風循環炉
5か月前
株式会社不二越
搬送システム
4か月前
ノリタケ株式会社
熱処理装置
4か月前
ノリタケ株式会社
熱処理装置
1か月前
有限会社ヨコタテクニカ
リフロー炉
1か月前
ノリタケ株式会社
熱処理装置
2か月前
ノリタケ株式会社
連続加熱炉
5か月前
ノリタケ株式会社
熱処理装置
2か月前
ノリタケ株式会社
熱処理装置
2か月前
続きを見る
他の特許を見る






 特許ウォッチ
特許ウォッチ