TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025143741
公報種別
公開特許公報(A)
公開日
2025-10-02
出願番号
2024043136
出願日
2024-03-19
発明の名称
シール材の製造方法
出願人
三菱電線工業株式会社
代理人
弁理士法人前田特許事務所
主分類
C09K
3/10 20060101AFI20250925BHJP(染料;ペイント;つや出し剤;天然樹脂;接着剤;他に分類されない組成物;他に分類されない材料の応用)
要約
【課題】薄い被覆層の表面におけるしわの発生を抑制する。
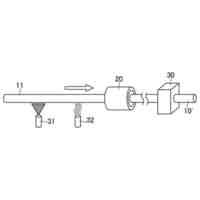
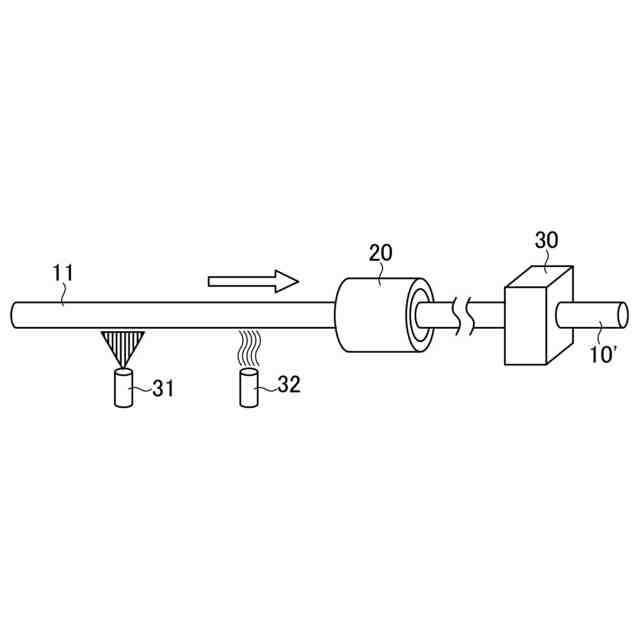
【解決手段】シール材の製造方法では、紐状の芯材11を長さ方向に沿って移動させる。紐状の芯材11の外周面を溶融したフッ素系樹脂で連続して被覆するとともに冷却することにより、紐状の芯材11をフッ素系樹脂の厚さが0.20mm以下の被覆層で被覆した長尺の線材10’とする。線材10’から所定長を切り出し、その両端を接合して環状に形成する。被覆層で被覆する前の紐状の芯材11の表面に対し、被覆層との密着性を高めるための表面処理を施す。
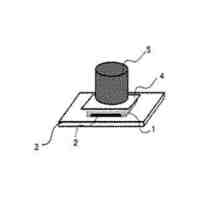
【選択図】図4
特許請求の範囲
【請求項1】
紐状の芯材を長さ方向に沿って移動させ、前記紐状の芯材の外周面を溶融したフッ素系樹脂で連続して被覆するとともに冷却することにより、前記紐状の芯材を前記フッ素系樹脂の厚さが0.20mm以下の被覆層で被覆した長尺の線材とし、前記線材から所定長を切り出し、その両端を接合して環状に形成するシール材の製造方法であって、
前記被覆層で被覆する前の前記紐状の芯材の表面に対し、前記被覆層との密着性を高めるための表面処理を施すシール材の製造方法。
続きを表示(約 530 文字)
【請求項2】
請求項1に記載されたシール材の製造方法において、
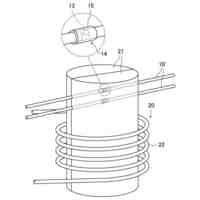
前記紐状の芯材を筒状部材に挿通させて長さ方向に沿って移動させ、前記溶融したフッ素系樹脂を、前記筒状部材の外周面を被覆するようにダイから筒状に流出させて前記筒状部材の外周面上を移動させ、その端において、前記筒状部材から送り出される前記紐状の芯材の外周面上に載せ替えて送るシール材の製造方法。
【請求項3】
請求項1に記載されたシール材の製造方法において、
前記表面処理を前記紐状の芯材の長さ方向に沿って連続して行うシール材の製造方法。
【請求項4】
請求項3に記載されたシール材の製造方法において、
前記表面処理を、前記紐状の芯材を長さ方向に沿って連続して被覆層で被覆する加工の上流側において行うシール材の製造方法。
【請求項5】
請求項1に記載されたシール材の製造方法において、
前記表面処理は、プライマー処理、イトロ処理又はプラズマ処理であるシール材の製造方法。
【請求項6】
請求項1に記載されたシール材の製造方法において、
前記シール材がOリングであるシール材の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、シール材の製造方法に関する。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
環状の芯材がフッ素系樹脂で被覆されたシール材が知られている。例えば特許文献1には、耐熱性ゴムの環状の芯材がフッ素系樹脂の被覆体で被覆されたOリングが開示されている。
【先行技術文献】
【特許文献】
【0003】
特許第5339620号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
本発明の課題は、薄い被覆層の表面におけるしわの発生を抑制するシール材の製造方法を提供することである。
【課題を解決するための手段】
【0005】
本発明は、紐状の芯材を長さ方向に沿って移動させ、前記紐状の芯材の外周面を溶融したフッ素系樹脂で連続して被覆するとともに冷却することにより、前記紐状の芯材を前記フッ素系樹脂の厚さが0.20mm以下の被覆層で被覆した長尺の線材とし、前記線材から所定長を切り出し、その両端を接合して環状に形成するシール材の製造方法であって、前記被覆層で被覆する前の前記紐状の芯材の表面に対し、前記被覆層との密着性を高めるための表面処理を施すものである。
【発明の効果】
【0006】
本発明によれば、被覆層で被覆する前の紐状の芯材の表面に対して表面処理を施すことにより、芯材のフッ素系樹脂の被覆層との密着性が高められ、その結果として、厚さが0.20mm以下の薄い被覆層の表面におけるしわの発生を抑制することができる。
【図面の簡単な説明】
【0007】
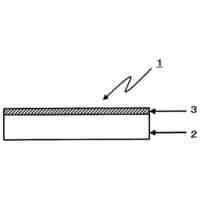
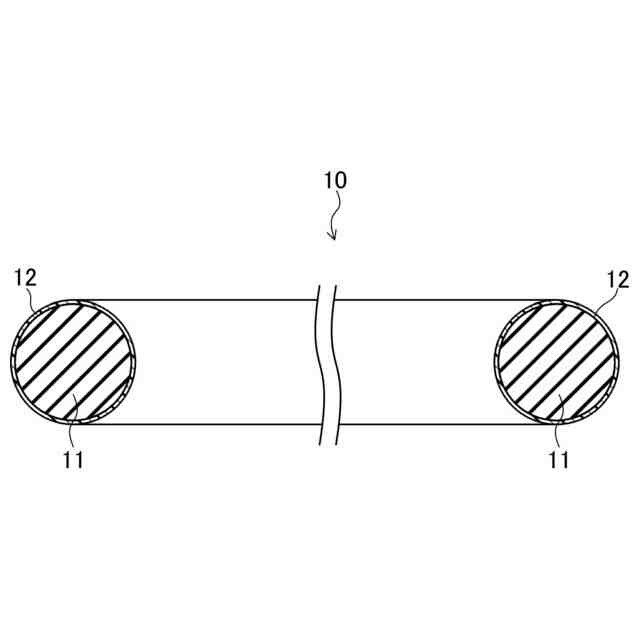
実施形態に係るOリングの断面図である。
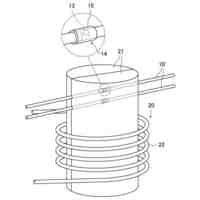
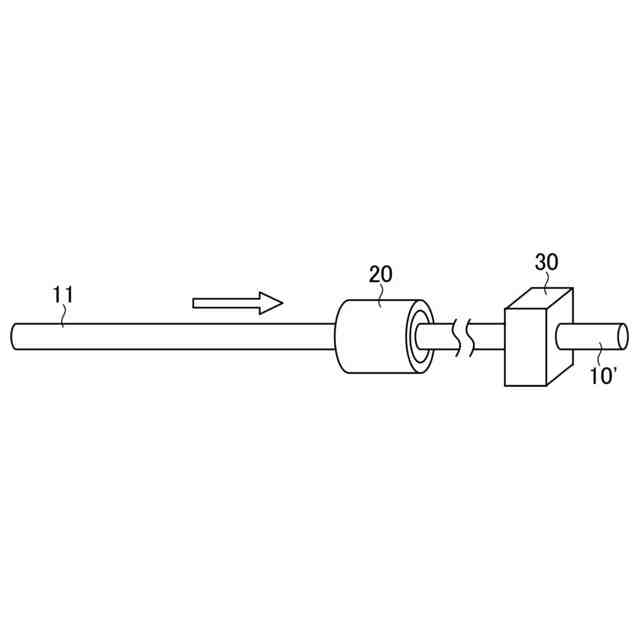
実施形態に係るOリングの製造方法を示す説明図である。
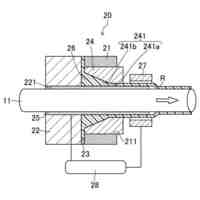
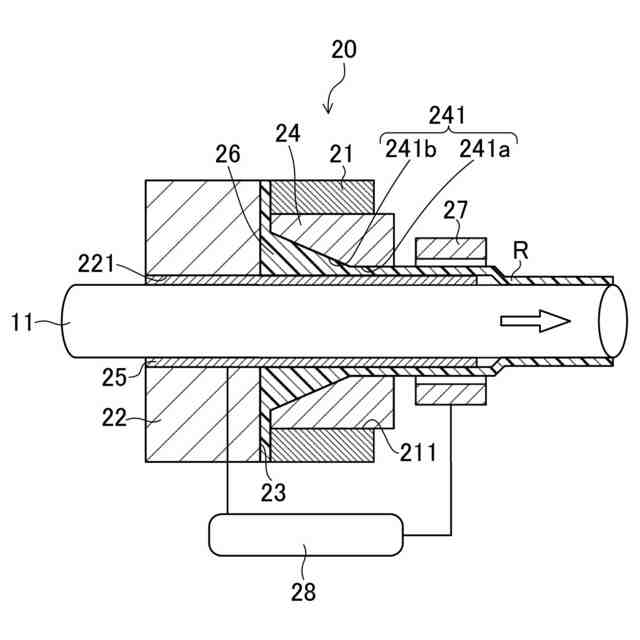
実施形態に係るOリングの製造方法で用いるヘッドの断面図である。
実施形態に係るOリングの製造方法におけるプライマー処理の例を示す説明図である。
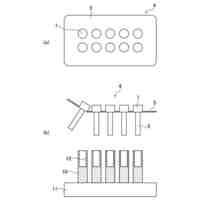
実施形態に係るOリングの製造方法におけるイトロ処理の例を示す説明図である。
実施形態に係るOリングの製造方法におけるプラズマ処理の例を示す説明図である。
実施形態に係るOリングの製造方法で用いるヘッドの変形例の断面図である。
【発明を実施するための形態】
【0008】
以下、実施形態について詳細に説明する。
【0009】
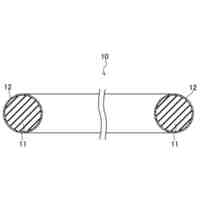
図1は、実施形態に係るOリング10(シール材)を示す。Oリング10は、その形状についてJIS B2401-1:2012に規定されているが、例えば内径が30mm以上500mm以下及び太さが2mm以上10mm以下である。
【0010】
実施形態に係るOリング10は、環状の芯材11と、その芯材11を被覆する被覆層12とを備える。被覆層12は、フッ素系樹脂で形成されている。このことから、このOリング10は、半導体製造装置のように耐プラズマ性が要求される用途や耐薬品性が要求される用途のシール手段として好適に用いることができる。そして、被覆層12の厚さは、0.20mm以下である。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
三菱電線工業株式会社
シール材
6日前
三菱電線工業株式会社
シール材の製造方法
6日前
三菱電線工業株式会社
シール材の製造方法
6日前
三菱電線工業株式会社
シール材の製造方法
6日前
三菱電線工業株式会社
シール材の製造方法及びシール材
6日前
三菱電線工業株式会社
シール材の製造方法及びシール材
6日前
三菱電線工業株式会社
複合シール構造体及びそれによるシール方法
2か月前
三菱電線工業株式会社
バリ取り治具及び連結成形品からバリを取る方法
3か月前
三菱電線工業株式会社
未架橋フッ素ゴム組成物並びにそれを用いて製造されるシール材及びその製造方法
21日前
ベック株式会社
被覆材
3か月前
日本化薬株式会社
インク
12日前
ベック株式会社
水性被覆材
今日
ベック株式会社
被膜形成方法
2か月前
ベック株式会社
被膜形成方法
1日前
株式会社日本触媒
インクセット
21日前
日本化薬株式会社
インク組成物
12日前
関西ペイント株式会社
塗料組成物
2か月前
東ソー株式会社
ゴム用接着性改質剤
3か月前
株式会社リコー
インクセット
3か月前
ぺんてる株式会社
水性インキ組成物
3か月前
東亞合成株式会社
硬化型接着剤組成物
3か月前
シヤチハタ株式会社
油性インキ組成物
1か月前
日澱化學株式会社
ホットメルト接着剤
今日
東ソー株式会社
土木用注入薬液組成物
13日前
東亞合成株式会社
硬化型接着剤組成物
3か月前
アイカ工業株式会社
ホットメルト組成物
1日前
アイカ工業株式会社
光硬化型圧着組成物
1か月前
AGC株式会社
液状組成物
2か月前
大日精化工業株式会社
顔料分散液
1か月前
東ソー株式会社
土質安定化注入薬液組成物
1か月前
デンカ株式会社
蛍光体
今日
マクセル株式会社
粘着テープ
2か月前
東ソー株式会社
土質安定化注入薬液組成物
1か月前
ハニー化成株式会社
防反射処理剤
3か月前
東洋アルミニウム株式会社
複合顔料
12日前
三菱ケミカル株式会社
粘着剤組成物
1日前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ