TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025143971
公報種別
公開特許公報(A)
公開日
2025-10-02
出願番号
2024043510
出願日
2024-03-19
発明の名称
シール材の製造方法及びシール材
出願人
三菱電線工業株式会社
代理人
弁理士法人前田特許事務所
主分類
B29C
65/32 20060101AFI20250925BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】シール材の製造方法において、紐状ゴムの両端を接合しやすくして仕上がり寸法の安定した製品が得られるようにする。
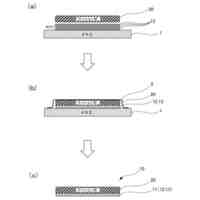
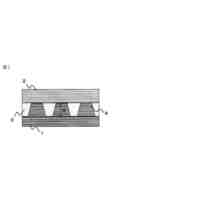
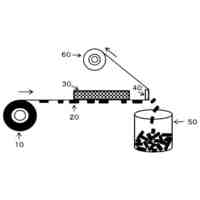
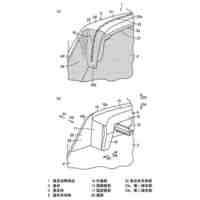
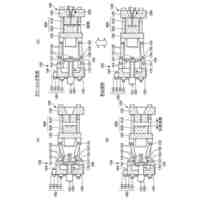
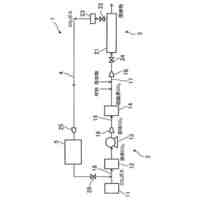
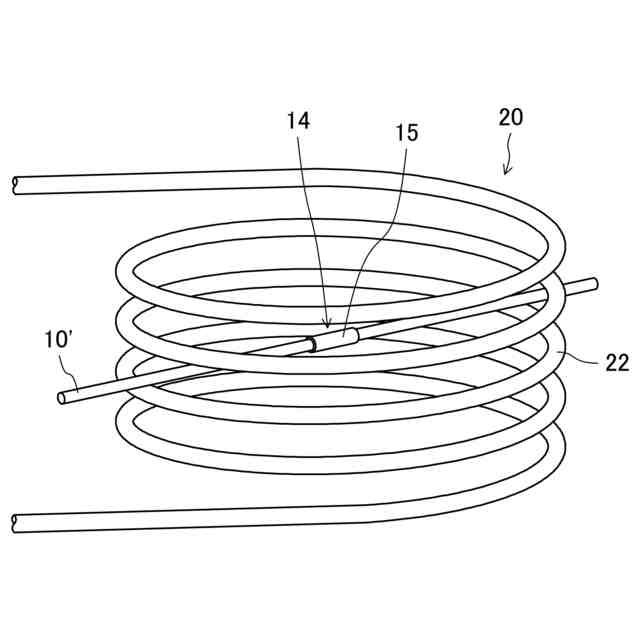
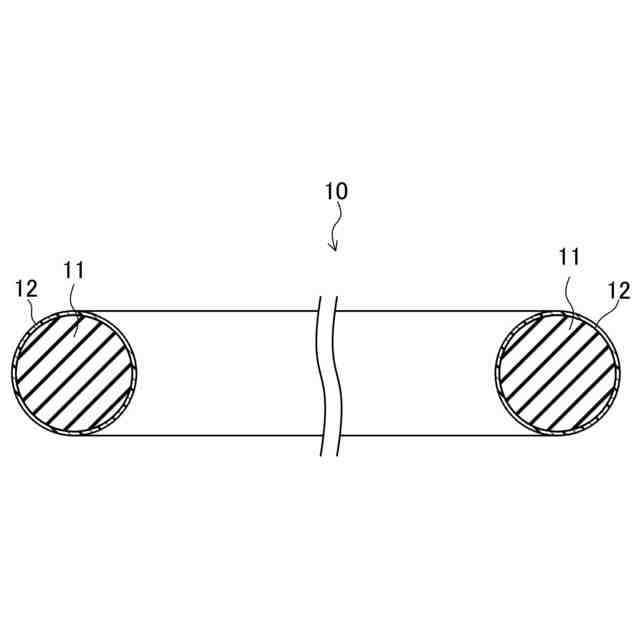
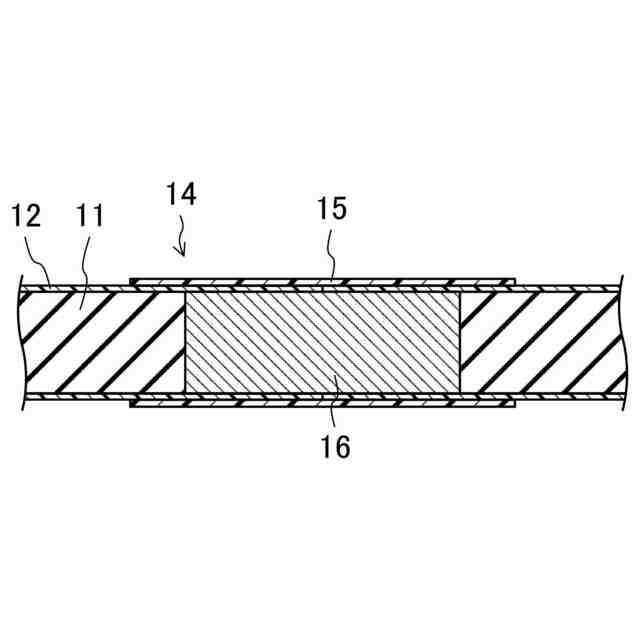
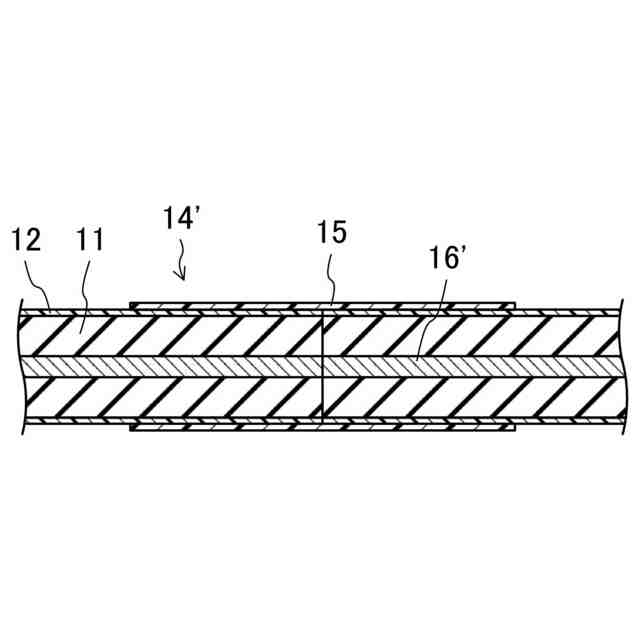
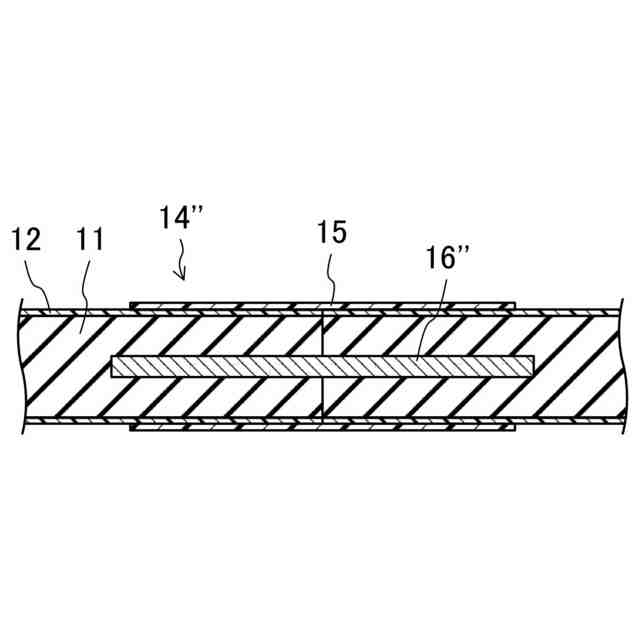
【解決手段】厚さが0.20mm以下のフッ素系樹脂で覆われた所定長さの紐状ゴム10’を準備し、少なくとも両端部に金属製部材が設けられた状態で紐状ゴムの接合面を接合し、少なくとも紐状ゴムの接合面の外周をフッ素系樹脂と同じ材料のフッ素樹脂フィルム15で覆い、フッ素樹脂フィルムで覆った接続部14及び接続部の周辺のみを高周波コイル22の内部又は近傍に配置し、高周波コイルによって金属製部材を加熱してフッ素樹脂フィルムを溶融してフッ素樹脂被覆を形成し、冷却して環状のOリング10を取り出す。
【選択図】図5
特許請求の範囲
【請求項1】
厚さが0.20mm以下のフッ素系樹脂で覆われた所定長さの紐状ゴムを準備し、
少なくとも両端部に金属製部材が設けられた状態で前記紐状ゴムの接合面を接合し、
少なくとも前記紐状ゴムの接合面の外周を前記フッ素系樹脂と同じ材料のフッ素樹脂フィルムで覆い、
前記フッ素樹脂フィルムで覆った接続部及び前記接続部の周辺のみを高周波コイルの近傍に配置し、
高周波コイルによって前記金属製部材を加熱して前記フッ素樹脂フィルムを溶融してフッ素樹脂被覆を形成し、
冷却して環状のシール材を取り出す
ことを特徴とするシール材の製造方法。
続きを表示(約 810 文字)
【請求項2】
高周波誘導加熱を行う際に、前記接続部を前記高周波コイルの内側に配置する
ことを特徴とする請求項1に記載のシール材の製造方法。
【請求項3】
前記金属製部材は、前記紐状ゴムと同じ外径の金属製棒又は金属製パイプよりなり、
前記金属製部材で前記紐状ゴムの両端部が接続される
ことを特徴とする請求項1又は2に記載のシール材の製造方法。
【請求項4】
前記金属製部材は、予め前記紐状ゴムの中心に埋め込まれた金属製芯線よりなる
ことを特徴とする請求項1又は2に記載のシール材の製造方法。
【請求項5】
前記金属製部材は、前記紐状ゴムの両端部を接続するように、埋め込まれた金属製ピンよりなる
ことを特徴とする請求項1又は2に記載のシール材の製造方法。
【請求項6】
前記金属製部材を磁性材料で形成する
ことを特徴とする請求項1又は2に記載のシール材の製造方法。
【請求項7】
環状の芯材と、
前記芯材を被覆するフッ素系樹脂で形成された被覆層と、
周方向の少なくとも一部に埋設された金属製部材とを備え、
前記被覆層の厚さが0.2mm以下である
ことを特徴とするシール材。
【請求項8】
前記金属製部材が磁性材料で形成されている
ことを特徴とする請求項7に記載のシール材。
【請求項9】
前記フッ素系樹脂がテトラフルオロエチレンパーフルオロアルキルビニルエーテル共重合体樹脂を含む
ことを特徴とする請求項7又は8に記載のシール材。
【請求項10】
前記芯材がシリコーンゴムで形成されている
ことを特徴とする請求項7又は8に記載のシール材。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、シール材の製造方法及びシール材に関する。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
環状の芯材がフッ素系樹脂で被覆されたシール材が知られている。例えば特許文献1には、耐熱性ゴムの環状の芯材がフッ素系樹脂の被覆体で被覆されたOリングが開示されている。
【先行技術文献】
【特許文献】
【0003】
特許第5339620号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
フッ素系樹脂で環状の芯材を被覆するには、紐状の芯材をフッ素系樹脂で被覆して両端部を接合する方法がある。
【0005】
接続部を接合するには、一般に加熱装置が用いられるが、環状シール材(例えばOリング)の接続部は比較的小さいため、例えば高温プレスだと効率的に加熱できない、という問題がある。
【0006】
本発明は、かかる点に鑑みてなされたものであり、その目的とするところは、シール材を構成する紐状ゴムの両端を効率よく加熱して接合できるようにすることにある。
【課題を解決するための手段】
【0007】
上記の目的を達成するために、この発明では、紐状ゴムの接続部及びその周辺のみを加熱して接合するようにした。
【0008】
具体的には、第1の発明では、
厚さが0.20mm以下のフッ素系樹脂で覆われた所定長さの紐状ゴムを準備し、
少なくとも両端部に金属製部材が設けられた状態で前記紐状ゴムの接合面を接合し、
少なくとも前記紐状ゴムの接合面の外周を前記フッ素系樹脂と同じ材料のフッ素樹脂フィルムで覆い、
前記フッ素樹脂フィルムで覆った接続部及び前記接続部の周辺のみを高周波コイルの近傍に配置し、
高周波コイルによって前記金属製部材を加熱して前記フッ素樹脂フィルムを溶融してフッ素樹脂被覆を形成し、
冷却して環状のシール材を取り出す構成とする。
【0009】
上記の構成によると、少なくとも紐状ゴムの接続部に含まれた金属製部材が高周波コイルによって加熱されることにより、フッ素樹脂フィルムが溶融することから、金型が必要なくなり、接続部をできるだけ高周波コイルに近付けることができる。そして、高周波誘導加熱される部分が限定されるので、全体を加熱する場合に比べて加熱による影響の範囲が限定される。このため、高品質なシール材が得られる。また、紐状ゴムを被覆するフッ素系樹脂で形成された被覆層の厚さが0.20mm以下であることにより、被覆層の厚さが0.20mmよりも大きなものに比べて変形しやすく、大きな締め付け力を必要とせずに取付可能なシール材が得られる。金属製部材は、予め紐状ゴムの両端部に埋設されていてもよいし、接続時に埋設させてもよい。「近傍」とは、高周波コイル22の磁力が届く範囲のできるだけ近くという意味である。つまり、必ずしも高周波コイルの内部に接続部を配置しなくても、コイルの外側の高周波コイル22の磁力が届く範囲に配置してもよい意味である。
【0010】
第2の発明では、第1の発明において、
高周波誘導加熱を行う際に、前記接続部を前記高周波コイルの内側に配置する。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
気泡緩衝材減容装置
16日前
豊田鉄工株式会社
金型
2か月前
NOK株式会社
樹脂ゴム複合体
1か月前
株式会社不二越
射出成形機
1か月前
三和合板株式会社
化粧板の製造装置
1か月前
株式会社バルカー
シートガスケット
11日前
コイト電工株式会社
フレーム成形品
1か月前
東レ株式会社
繊維強化プラスチック構造体
1か月前
東レ株式会社
一体化成形品及びその製造方法
1か月前
フジコピアン株式会社
熱転写インク回収装置
1か月前
東レ株式会社
繊維強化樹脂成形品の製造方法
1か月前
東レ株式会社
繊維強化樹脂成形品の製造方法
1か月前
帝人株式会社
複数の孔を有する成形品
14日前
プロステック株式会社
インサートナット圧入機
15日前
マクセル株式会社
押出発泡成形体
11日前
株式会社カネカ
フィルム延伸装置
11日前
東京インキ株式会社
ダイスセットおよび押出機
2か月前
株式会社コスメック
吸着対象物の落下防止装置
9日前
株式会社カネカ
フィルム延伸装置
9日前
日本プラスト株式会社
表皮加飾部品
1か月前
住友重機械工業株式会社
射出成形機
1か月前
住友ゴム工業株式会社
三次元構造体
21日前
株式会社神戸製鋼所
混練機
1日前
株式会社 常陽産業
転写モールド製造装置
1か月前
東レ株式会社
複合成形体の製造方法
21日前
東レ株式会社
超音波溶着による接合体の製造方法
1か月前
住友重機械工業株式会社
射出成形機
1か月前
南部化成株式会社
プリズムアレイの製造方法
1か月前
株式会社神戸製鋼所
混練装置
2日前
トヨタ自動車株式会社
成形方法及び成形装置
1か月前
株式会社神戸製鋼所
混合装置
1日前
理想科学工業株式会社
成形装置
2か月前
日清ヨーク株式会社
有底飲料容器の製造方法
21日前
株式会社神戸製鋼所
混練装置
1か月前
株式会社神戸製鋼所
混合装置
1日前
株式会社神戸製鋼所
混練装置
1日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ